
泰钢 1 780 mm六辊UCM型可逆冷轧机组
2010-11-11 01:33赵团民高林林
重型机械 2010年5期
张 凯,赵团民,高林林,计 江
(中国重型机械研究院有限公司,陕西 西安 710032)
1 概述
中国重型机械研究院有限公司 (简称:中重院)为山东泰山钢铁集团有限公司设计成套了国内最大规格单机架可逆式冷轧机组——1 780 mm六辊UCM型可逆冷轧机组,该机组是我国自行开发研制并拥有完全自主知识产权的第一套大型单机架可逆冷轧机组。
根据用户的要求——机组既满足普碳钢的生产,又要兼顾不锈钢的生产,在研发该机组的过程中,中重院结合用户最终产品的使用要求,原料的化学成份、机械性能、表面性能、产品大纲等,凭借多年来从事板带轧制设备设计、开发、研究和成套方面积累的成熟经验,并吸收和消化国内外先进技术,经过反复计算、类比和论证,最终确定了该机组的设备组成及工艺流程、装机水平以及主要技术参数,成功地应用了多项关键技术以适应宽幅冷轧薄板产品内在质量性能高、产品厚度薄、板形精度高和表面质量好等生产要求,确保了机组的先进性、可靠性和实用性。
2 机组的设备组成及工艺流程
1 780 mm六辊UCM型可逆冷轧机组设置了上卷小车、开卷机、收纸机、开头矫直机、机前卷取机、机前垫纸机、机前卸卷小车、机前装置、1 780 mm六辊 UCM可逆冷轧机、机后装置、机后卷取机、机后垫纸机、机后卸卷小车、快速换辊装置、助卷器和上套筒装置等工艺设备,该机组采用单机架可逆式冷轧工艺,其工艺流程如图 1所示。
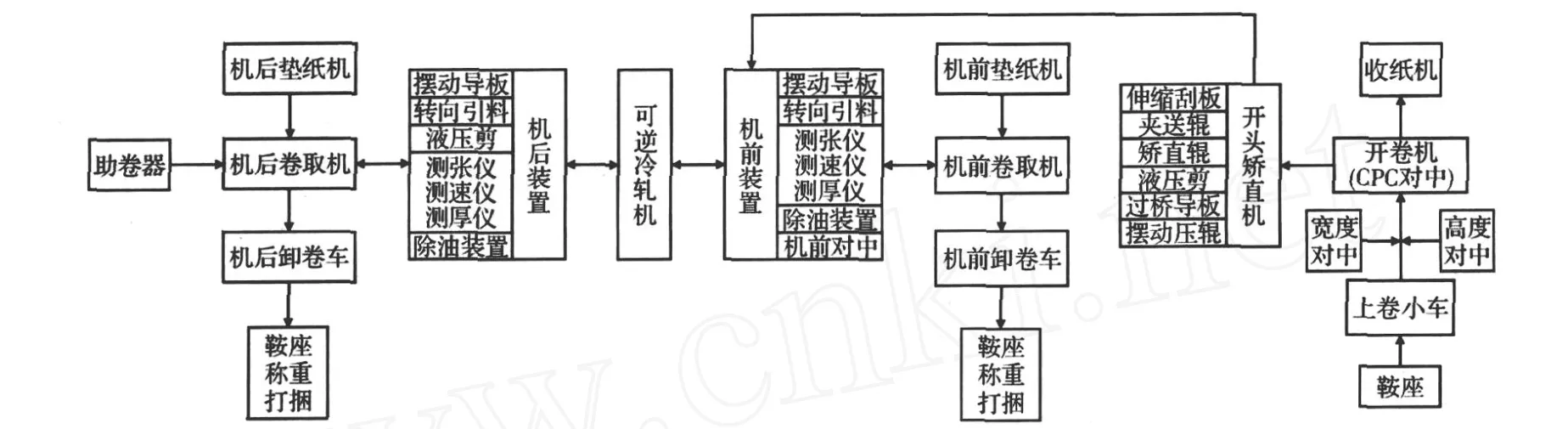
图 1 机组工艺流程图
吊车将经酸洗后热轧钢卷吊运到开卷机前上卷小车的鞍座上,人工拆除捆带。钢卷由上卷小车自动对中上卷,经开卷机开卷,带头经铲头引出,通过夹送、直头、对中送入轧机,再送往出口侧的卷取机,借助助卷器 (厚规格产品采用钳口)对带钢进行卷取形成张力轧制,轧机进行多道次往复轧制,直至成品,轧制后的带钢经卷取机卷取后,再由卸卷小车卸卷,送到钢卷存放鞍座上。在轧制不锈钢时,如果来料钢卷内有衬纸,利用收纸机将衬纸收卷起来;在成品道次轧制时,可利用机组中设置的垫纸机在带卷的层与层之间垫上衬纸,防止成品带材表面擦伤。
3 机组的主要技术参数
根据泰钢提出的产品大纲,经计算、反复论证比较,最终确定该机组的主要技术参数如表 1所示。

表 1 机组主要技术参数

4 机组采用的关键技术
既满足普碳钢的生产,又要兼顾不锈钢的生产的需要,在整个机组的研发过程中,应用了以下关键技术,并集成了多项世界前沿技术和创新技术,使其装机水平、设备结构、综合性能控制指标、产品精度指标等完全达到或超过了国际先进水平。
(1)机组采用 UCM型单机架六辊,具有辊型控制、弯辊控制和窜辊等板形控制技术,在轧制过程中工作辊正负弯辊可实现无死区连续切换;
(2)轧机入口和出口设置 X射线测厚仪,AGC油缸设有内置式 SONY MD50-2N高精度位置传感器,采用全液压压下,液压 AGC自动控制,精确控制每道次压下量,实现压下自动闭环控制,具有预控、监控、秒流量及轧辊偏心补偿等控制技术,成品带材厚度为 0.20~0.29 mm时,厚差小于等于成品厚度的 1.2%;
(3)轧机出口采用ABB板形控制仪,轧辊采用精细冷却控制,实现板形自动闭环控制,成品带材厚度为 0.20~0.30 mm时,平直度小于等于11I;
(4)轧机入口和出口采用激光测速仪和张力计,检测钢带速度和张力,进行速度、张力闭环控制,稳态张力精度达到 1.5%,加减速时张力精度达到 2.5%;
(5)采用高精度大张力卷取机,以适应不锈钢带钢的轧制,最大卷取张力可达 350 kN;
(6)采用自动快速换辊装置,以提高机组的作业率,确保机组产能 (25万 t普碳钢,10万 t不锈钢);
(7)机组全数字交流变频调速,其中 S M150为世界首套,其速度响应时间小于 80 ms,主轧机速度控制精度小于等于 ±0.01%,卷取机速度控制精度小于等于 ±0.05%;
(8)全线自动化操作,采用两级计算机自动控制系统,具有断带保护、事故报警、工作辊准停、卷取机钳口位置准停等功能,并可以实现故障自动诊断,其中过程自动化系统 (L2)具有轧制工艺自适应模型,能够在线优化生产工艺过程,实现高效的生产控制和管理;
(9)工艺润滑系统具有温度、流量、压力自动控制,采用真空过滤、磁过滤、撇油器等过滤装置,确保乳化液中含铁量 <150×10-6,乳化液的过滤精度:50μ。
5 结语
2010年 2月 9日,由中国重型院自主研制开发的国内规格最大、具有当今世界先进水平完全自主知识产权的 1 780 mm六辊UCM型可逆冷轧机组一次热负荷试车成功,并于 2010年 6月25日在泰钢通过最终验收,其生产能力、产品质量和技术性能指标均达到或超过合同要求,这标志着我国已经完全掌握了现代化大型冷轧机组的设计和成套技术,一跃跨入到世界冷轧机组研制的领先行列。现场实际使用状况表明,机组选型正确,布局紧凑,技术参数合理,操作维护方便、运行稳定可靠,性能先进,产品综合质量达到同类设备国际先进水平。
该套大型冷轧机组的成功投产,对用“中国制造”逐步替代进口、加速推进重大装备国产化进程和提升我国重型装备制造业的核心竞争力,提升了中国重型装备制造业在世界制造业市场上的竞争力,也将给国家钢铁工业带来巨大的经济效益和社会效益。
该机组的成功研制,填补了国内空白,极大地推动了大型冷轧机组国产化的前进步伐,对促成泰钢在冷轧产品品种方面的调整和更新具有战略意义。
[1] 王廷溥.板带材生产原理与工艺[M].北京:冶金工业出版社,1995.
[2] 邹家祥.轧钢机械 (3版)[M].北京:冶金工业出版社,2000.
[3] 潘纯久.二十辊轧机及高精度冷轧钢带生产[M].北京:冶金工业出版社,2003.
[4] 朱龙根.简明机械零件设计手册 (2版)[M].北京:机械工业出版社,2005.
猜你喜欢
机械工程与自动化(2022年3期)2022-06-24
一重技术(2021年5期)2022-01-18
一重技术(2021年5期)2022-01-18
中国金属通报(2021年2期)2021-05-23
重型机械(2017年3期)2017-07-19
越玩越野(2016年2期)2016-12-26
凿岩机械气动工具(2016年2期)2016-11-11
中国粮油学报(2016年5期)2016-01-23
越玩越野(2015年2期)2015-08-29
冶金设备(2015年2期)2015-02-11