
轴承双端面磨削精度浅析
2010-10-11 03:11:16贾淑晖
哈尔滨轴承 2010年4期
贾淑晖
(哈尔滨轴承集团公司南直轴承分厂,黑龙江哈尔滨150056)
我分厂生产的6300系列轴承,其套圈端面采用双端面机床砂轮异向旋转磨削,这种磨削方式会对套圈的外径(内外径)表面母线相对端面的倾斜度变动量造成一定影响。而轴承套圈的端面和外径是主要定位基准面,如果外径(内外径)表面母线对端面的倾斜度没有控制在一定范围内,那么对后工序加工精度有很大影响,产品质量难以保证,同时还会破坏非磨削表面的位置精度,造成轴承装配后成品质量下降。针对这些问题,提出了改进措施。
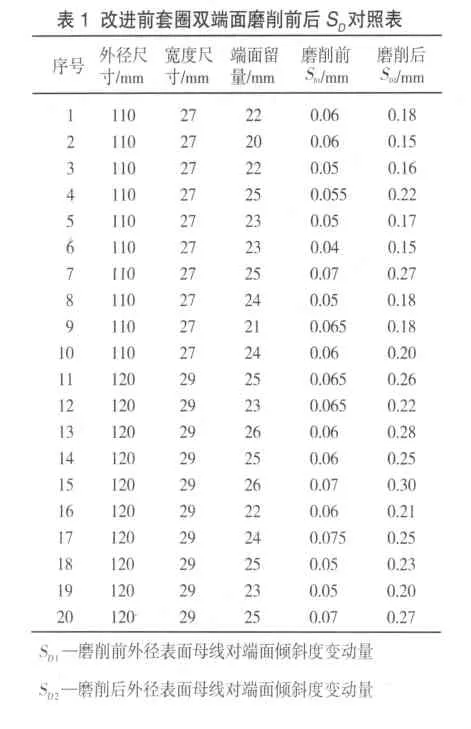
因为双端面的磨加工是热处理后的第一道工序,外径(内外径)还没有磨削,所以在磨加工技术条件中没有要求检验套圈外径(内外径)表面母线对端面的倾斜度变动量,操作者和检验员只对平面尺寸、平行差、平面度进行测量。由于加工方式的影响及操作者调整不当,就会造成外径(内外径)对端面倾斜度变动量过大,而且其影响程度基本随着套圈的外径、幅高尺寸及端面留量增加而增大。以下是双端面磨削前后套圈外径表面母线对端面的倾斜度变动量的抽查结果(以外圈为例),见表1。
从表1可以看出,双端面机床磨削平面后,套圈外径表面母线对端面的倾斜度变动量破坏是很大的,同理套圈沟道对端面的倾斜度、牙口相对端面的平行度、端面对内径的跳动也会随之被破坏,影响到了各工序加工质量,现根据在生产实际中出现的问题做如下分析,并提出改进加工方法及检测手段来加以解决,从而提高产品质量。
?
3.1 对外径(内外径)加工质量的影响
磨削双端面后,外径(内外径)表面母线对端面倾斜度过大,造成了外径(内外径)留量不均,如图1所示,外径留量б>б1,磨削外径(内外径)时,会造成个别留量偏小的套圈外径(内外径)车工刀花磨不掉,造成废品。并且由于留量不足,有的套圈外径脱碳层磨不掉,同时外径的圆度达不到工艺要求。

3.2 对沟道加工质量的影响
外径经过多次磨削后,大部分套圈外径(内外径)表面母线对端面倾斜度可以得到纠正,这时外径与端面倾度变小,但沟道相对端面还是倾斜的,如图2所示。磨削外沟时以端面和外径作为定位基准,加工时由于沟道相对于端面是倾斜的,破坏了原始沟道中心对端面的平行度(沟摆);同时造成沟道留量不均,磨削时砂轮受力不均会产生振动,使沟道出现振纹,精研无法研掉;沟道留量小的部位热处理脱碳层磨不掉,硬度达不到要求,有的套圈车工刀花磨不掉;砂轮碰到留量大的部位会与沟道相撞,沟道会出现磨伤和烧伤,造成废品增多。加工后,有的套圈沟道沟摆、沟道的圆度、沟与外径的壁厚差达不到技术要求。同样道理,内沟是用端面定位加工的,由于磨平面时内沟道对端面的倾斜度被破坏,也就会出现和外沟同样的质量问题。

3.3 对内径加工质量的影响
内径加工是用平面定位支沟磨削的,由于磨端面时破坏了端面对内径的跳动,在磨内径时造成内径留量不均,如图3所示,内径留量б>б1,内径磨削后,部分套圈端面对内径跳动纠正不过来,而且造成部分产品内径边缘一侧漏车工刀花,还会造成内径烧伤,内径表面有振纹,使内径的废品增多。有的套圈内径虽不漏刀花,但内径圆度和壁厚也会超差。

3.4 对密封轴承成品质量的影响
由于双端面机床磨削平面破坏了牙口对端面的平行度,牙口又是不磨削的表面,是靠车工保证的,而其它表面经过磨削后相对牙口都发生改变,与沟道相对位置是倾斜的,如图4。这样的套圈装配成轴承成品后,旋转时,个别套圈的防尘盖或密封圈刮到轴承保持架,造成轴承旋转灵活性不好,还会产生噪音,使成品质量下降。


4.1 产生原因
(1)由于我分厂的双端面磨床是用两个旋转方向相反的砂轮同时磨削套圈平面的,磨削时两端面受到两个方向相反磨削力F1和F2,如图5所示,会产生套圈转动力矩。如果进口导板及磨削区的导板调整不当,砂轮端面平面度又不好,套圈就会在磨削区转动。留量越大,磨削力就越大;幅高越高,套圈转动力矩就越大,磨削后就造成外径(内外径)外表面母线对端面的倾斜度变动量过大。
(2)在磨削平面工序没有对外径(内外径)表面母线对端面的倾斜度变动量加以控制,造成操作者调整不当,使倾斜度变动量过大,不能及时发现。
4.2 解决办法
(1)在磨平面工序增加外径(内外径)外表面母线对端面倾斜度变动量的检验项目,使操作者发现问题及时采取措施,把倾斜度变动量控制在一定数值范围内。根据产品规格,在平面工序把外径(内外径)表面母线对端面的倾斜度变量控制在0.1mm以内,就保证了下工序加工质量。操作者在批量加工前先对加工试件进行各项几何精度测量,各项几何精度在规定合格范围内,才能批量生产。
(2)对于有牙口的产品,双端面磨削时采用粗、细两次磨削,用减少磨削量来降低磨削力,避免套圈旋转,这样外径表面母线对端面倾斜度比一次磨削会大大减小。
(3)磨削平面前要对上工序车工来料端面留量及几何精进行测量,一般一次磨削车工端面留量不允许超过0.25mm;端面留量如果超过0.25mm,一定采取两次磨削,几何精度超差过大拒绝加工。
(4)对外径超过Φ100mm或幅高尺寸超过25mm的轴承套圈,双端面磨削要采取两次磨削。
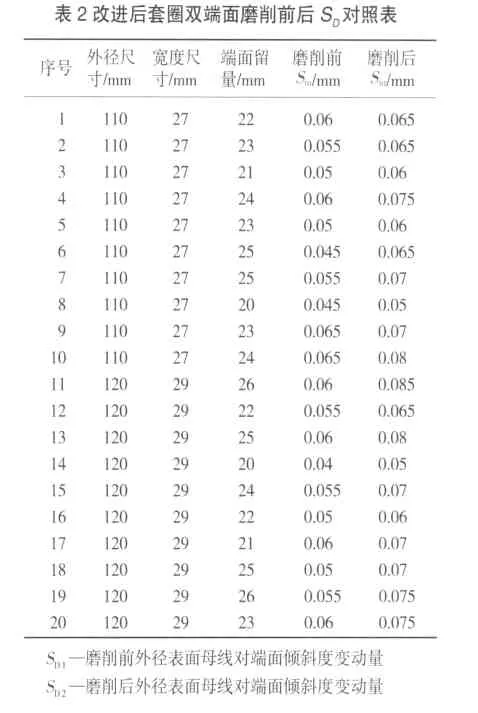
按照以上提出的解决方法,分厂对加工及检测方法进行了改进,然后对产品质量进行了跟踪,对现在双端面磨削后外径表面母线对端面倾斜度再次进行测量,结果见表2。
?
从表2可以看出,两端面磨削后,套圈外径表面母线对端面倾斜度变动量的变化不大,效果很显著,通过改进加工方法和检测手段,在生产过程中,各工序的加工质量都有显著提高,降低了废品数量,成品质量得到保证。
猜你喜欢
建筑与预算(2022年12期)2023-01-09 08:44:38
建筑与预算(2022年10期)2022-11-08 08:47:18
河北理科教学研究(2022年2期)2022-09-17 01:29:48
新作文·小学低年级版(2022年6期)2022-08-30 03:04:28
数学小灵通(1-2年级)(2022年6期)2022-06-17 06:31:00
口腔颌面修复学杂志(2020年5期)2021-01-06 08:18:46
橡塑技术与装备(2018年18期)2018-09-22 08:05:12
创新作文(小学版)(2018年31期)2018-05-16 03:00:38
创新作文(小学版)(2016年20期)2016-08-22 09:11:20
中国石油和化工标准与质量(2013年7期)2013-04-29 23:13:53
