
镶块模模锻工艺研究
2010-09-26 01:35刘仁君李林宽
大型铸锻件 2010年6期
谢 彬 刘仁君 李林宽
(东方汽轮机有限公司制造技术处,四川618000)
镶块锻模是指将终锻模膛单独制成镶块,用楔和键将其固定在通用的模体上的锻模。镶块模模锻是指将若干种形状、尺寸相近的锻件组成一组,采用同一个通用模体,仅更换不同镶块进行模锻生产的工艺方法。镶块模适合批量较少的中小型模锻件。由于镶块锻模具有节约模具材料、易于机械加工和热处理、制造费用低和生产周期短等显著优点,越来越受到锻造生产厂家的青睐。镶块模在国内外已广泛使用。对于我公司生产的汽道在200 mm~300 mm之间,型线玄宽在200 mm以下的叶片,都可采用镶块模模锻,特别适用于模锻小带冠导叶片。因此镶块模模锻工艺具有较强的实际应用价值。
我公司模锻叶片现在全部都是采用整体锻模。一般模块尺寸为700 mm×550 mm×350 mm,一副锻模重约2 000 kg。此类模块适合汽道在300 mm以上的叶片锻造。
由于公司发展,现在汽道在200 mm以上的带冠导叶片采用模锻毛坯越来越多。如:D600H中压5、6级导叶片、D660C中压5、6、7、8、9导叶片等等。如采用方钢,则将大大增加原材料和机加工费用,而采用模锻,原材料将大大减少。因此,带冠导叶将会越来越多地采用模锻毛坯。此类叶片若采用以前的模块锻造成本会很高。以往一副锻模费用约15万元,而采用镶块模,一副锻模费用仅约4万元。再者,采用镶块模后,模具制造周期可大大缩短。因此有必要对镶块模模锻工艺进行研究。
1 镶块模的设计
1.1 镶块模的结构选取
镶块模的结构一般分为圆形镶块、矩形镶块和斜面镶块三种,分别如图1、2、3所示。
三种镶块形式又分别分为带导锁和不带导锁两种。而带导锁的镶块主要用于精度较高的模锻件生产,不带导锁的镶块主要用于精度不太高的锻件生产。但带导锁的镶块模具比不带导锁的镶块模具高,所用的模块尺寸大。三种镶块模的模体和镶块的紧固方式、定位方式都采用楔和键。
圆形镶块主要用于圆形或近似圆形的锻件生产;矩形镶块和斜面镶块主要用于长形的锻件生产。
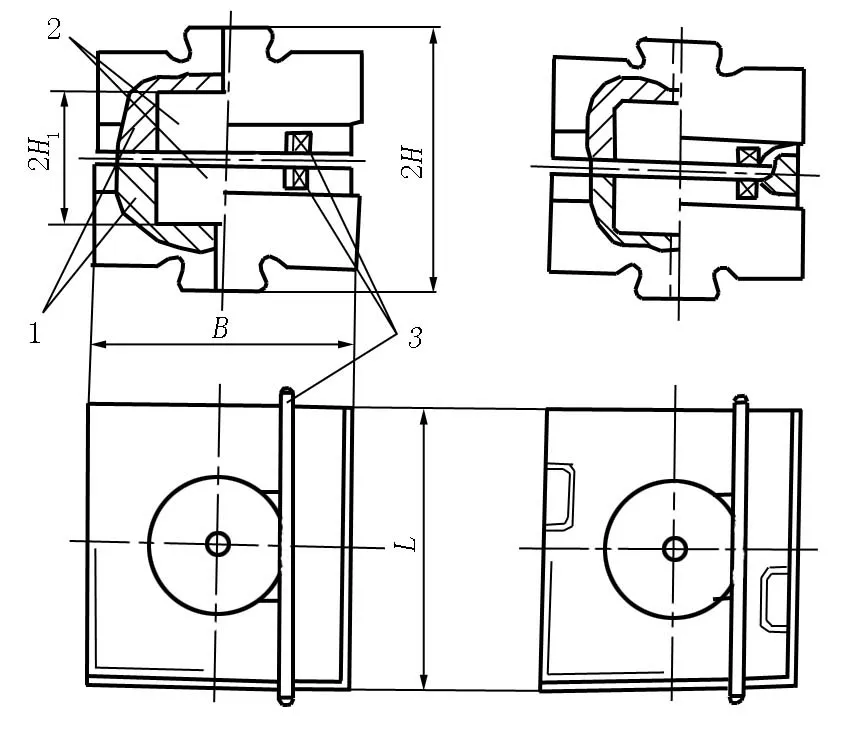
1—模体 2—镶块 3—楔图1
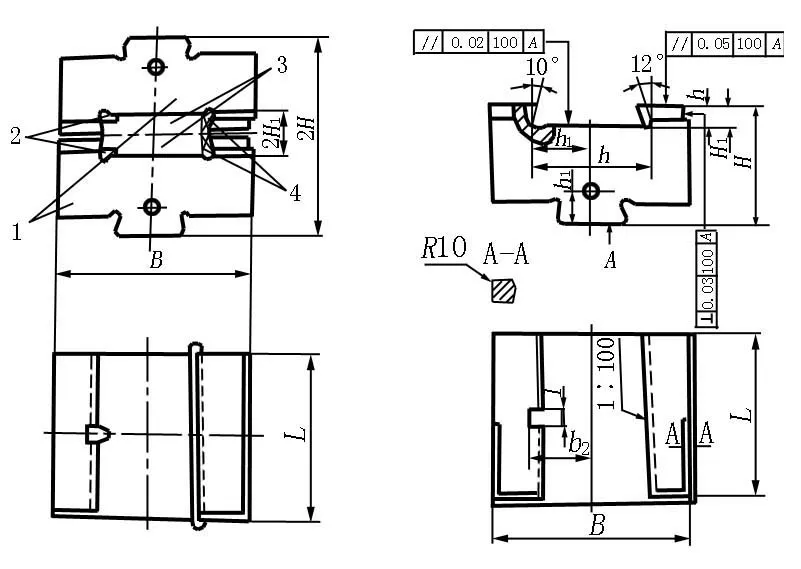
1—模体 2—键 3—镶块 4—楔图2
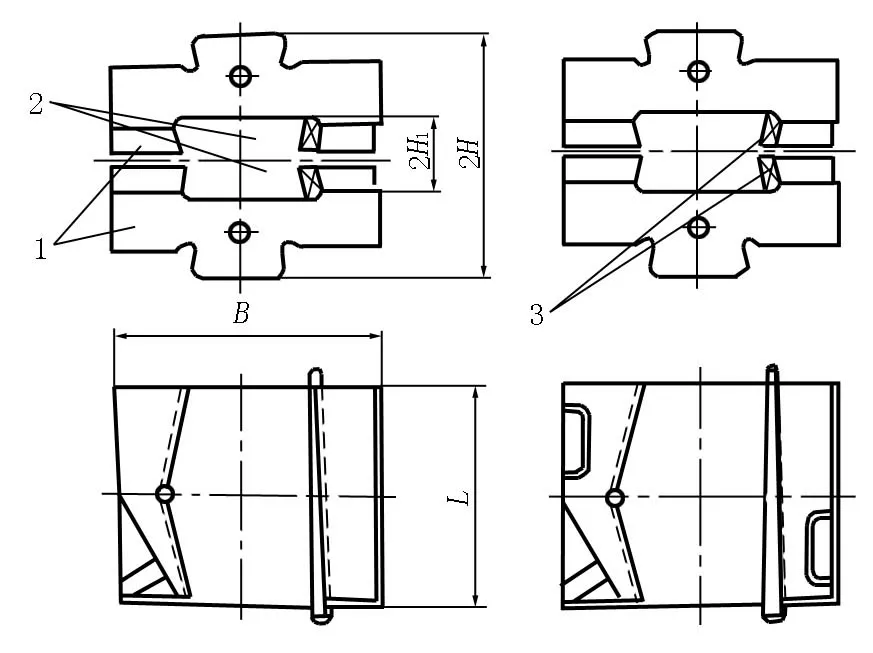
1—模体 2—镶块 3—楔图3
矩形镶块和斜面镶块的区别在于斜面镶块与模体配合的精度较高,但斜面镶块的加工较难,且在同样大的模块尺寸下斜面镶块的可使用型腔面积较小。
分析我公司的叶片毛坯要求,由于都有加工余量,叶根和叶冠余量为5 mm,型线余量为2.5 mm,因此,锻件的精度要求不是很高。再根据上述镶块模的特点,所以选取矩形镶块不带导锁的镶块模。
1.2 镶块模模体设计
根据上述所选取的镶块模形式,结合我公司50 kN模锻电液锤的相关参数,设计适合我公司50 kN模锻电液锤的模体。
模体外形尺寸尽可能大,以满足更多镶块模模锻件的需要,因此,设计模体长×宽×高为750 mm×700 mm×400 mm。模体材料选用5CrNiMo模具钢。
1.3 楔的设计
楔的作用主要是用来紧固镶块和模体的。根据所选的模体设计用于紧固镶块的楔。材料选用45号钢,以保证具有足够的强度,如图4所示。
1.4 键的设计
键的作用主要是用来固定镶块和模体。键的设计需考虑强度和取放,材料选用45号钢,如图5所示。
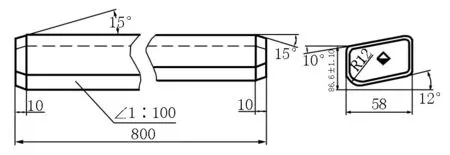
图4

图5
1.5 镶块模的设计
镶块的外形需根据模体的结构、使用的设备和产品零件来考虑。
(1)镶块模尺寸的确定
宽度方向:根据模体中间宽度减去楔的宽度来确定。
长度方向:根据产品零件考虑镶块的长度,但不得大于模体的长度。
高度方向:需大于或等于模体内腔的高度。一般都取大于模体内腔的高度,主要是考虑镶块模的修理。在模具使用一段时间后,如需对分模面下落,则模具需有足够的高度。
外形需与模体内腔相配合。
(2)镶块模的检验
在设计镶块模时还必须考虑加工制造问题,主要是考虑加工完后模具的检验。因此,在镶块的两侧需留与底面相垂直的平面,以利于采用样板来检验模具的型腔。
(3)镶块模的强度
模锻时镶块是主要的承击面,必须根据所使用的设备能力来确定镶块的强度,以确保镶块有足够的强度。
(4)镶块模的材料
镶块模与整体锻模一样,受冲击载荷和热应力以及金属流动的影响最大,所以采用我公司常用的热作模具钢材料5CrNiMo制作镶块模。
(5)镶块模飞边槽的确定
飞边槽的作用主要是:1)容纳多余的金属;2)在模膛的四周形成阻力,迫使金属充满模膛;3)起缓冲作用。因此,飞边槽的设计至关重要。合理的飞边槽不仅能确保锻件充满型腔,而且还能节约原材料和提高模具的使用寿命。
由于本次设计的镶块模主要是用于50 kN模锻锤,因此设计飞边槽时也必须合乎50 kN模锻锤的要求。
采用最常用的一种飞边槽,飞边桥部设计在上模,这样与金属的接触时间短,受热少,不易过热和磨损,如图6所示。
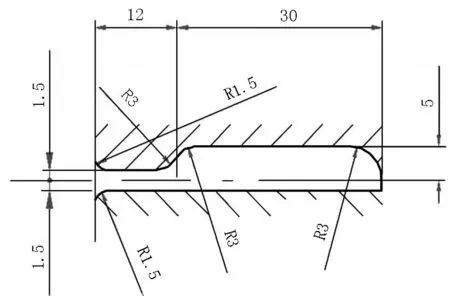
图6
(6)镶块模的浇道口
因锻模加工制造完成后还需对型腔浇注铅样,用于切边模的制造、修理,因此,在镶块模上设计浇道口。
(7)镶块模型腔的布置
型腔的布置根据锻件形状来确定,原则上是将锻件的投影面积的中心与锻锤的打击中心重合,中心前后、左右的投影面积尽量相等。这样布置型腔有利于模具的受力平衡,对模具和设备的使用寿命都有利。
1.6 镶块模的安装
模体、楔、键和镶块组成了一套镶块模。模体、楔、键为通用件,不同的锻件设计不同的镶块,在使用中只更换镶块即可。图7为模体、楔、键和镶块的组合。
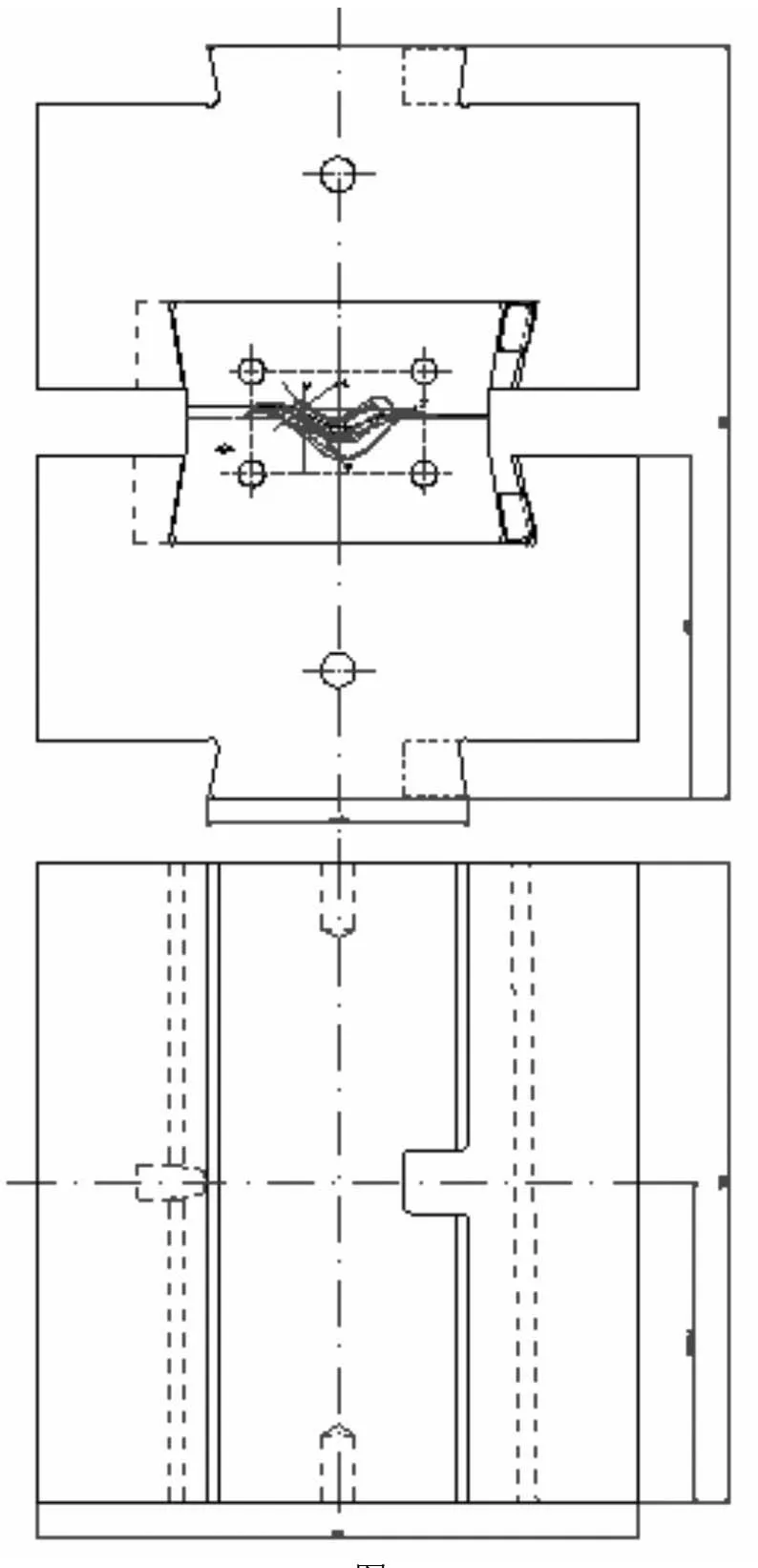
图7
2 镶块模的使用验证
2.1 镶块模的使用
根据上述设计,制造了整套镶块模,图8为镶块,图9为模体,图10为镶块和模体,图11为镶块与模体安装在50 kN模锻锤上。
2.2 镶块模的模锻
以D660C中压第5级导叶片为例,镶块模模锻实际坯料如图12所示。
镶块模模锻出的叶片如图13所示。
2.3 通用性验证
D600H中压5级导叶、D1000C低压3、4级正反向导叶、D2320D第7级静叶、D600P中压6级导叶、核电低压2、3级正反向静叶等模锻叶片已采用镶块模模锻工艺,这些叶片已经批量生产。实践证明:模体、楔、键均可通用,模锻出的叶片毛坯完全能满足工艺要求。

图8

图9
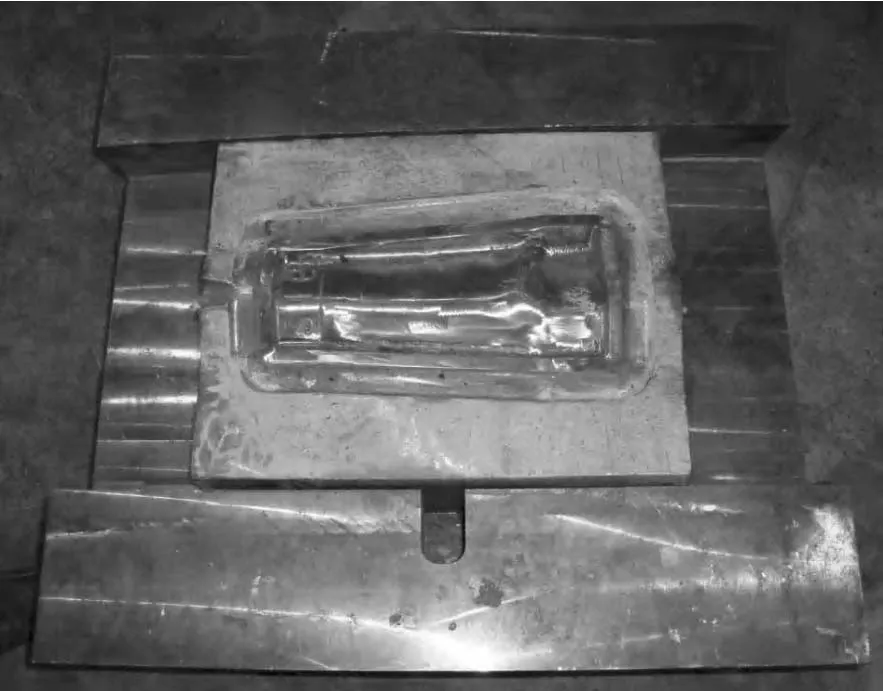
图10
3 结论

图11

图12

图13
本文重点研究了50 kN模锻锤的镶块模的结构和镶块模模锻工艺。研究结果表明:
(1)矩形镶块结构适合用于我公司50 kN模锻锤上锻造小叶片。
(2)选择合适的飞边槽形式和尺寸,能保证锻件的充满和多余金属的容纳。
(3)模体、楔和键可以通用不同的镶块。
(4)镶块模模锻工艺适合我公司小叶片特别是导叶片的模锻。
[1] 中国机械工程学会锻压学会.锻压手册:第1卷.北京:机械工业出版社,1993.
[2] 杨功显,范华,等.金属材料手册. 东方汽轮机有限公司,2009.
[3] 王祖唐,等.金属塑性成形理论. 北京:机械工业出版社,1989.
[4] 中国机械工程学会、中国模具设计大典编委会.中国模具设计大典.江西:江西科学技术出版社,2003.
猜你喜欢
铝加工(2022年1期)2022-11-24
铝加工(2022年1期)2022-11-24
金属热处理(2022年7期)2022-11-16
模具制造(2022年3期)2022-04-20
模具制造(2022年3期)2022-04-20
钣金与制作(2022年3期)2022-03-30
锻压装备与制造技术(2021年4期)2021-09-07
锻压装备与制造技术(2021年1期)2021-03-24
民用飞机设计与研究(2020年4期)2021-01-21
扬子江(2019年3期)2019-05-24
