炼铁厂450m3高炉主卷扬控制系统改造
2010-09-22 06:55:48贾永让
电气传动自动化 2010年4期
贾永让
(酒钢炼铁厂,甘肃嘉峪关735100)
1 引言
炼铁厂4×450 m3高炉采用主卷扬料车上料。电器系统采用250kW ATV68变频器拖动220kW变频电机,所有输入信号全部进入PLC经程序运算后输出控制变频器起动、加速、停车等动作。投产之初主卷扬控制系统故障主要是极限信号、料车不到位或料车超极限、变频器报故障、变频器I/O板烧损、计算机下位机死机后造成料车超极限脱轨等;主卷扬设计有两台极限,极限信号主要有到底、减速点(一检点)、二检点、轻载、重载、到顶、超极限;某个信号不到或提前到达,都迫使上料停顿,造成高炉休减风的频次较高。
2 主卷扬控制系统的构成及工作原理
炼铁厂4×450 m3高炉主卷扬控制系统由140CPU53414A为核心的工业计算机系统、变频控制柜、零压回路、主卷扬1CK、2CK极限组成。当炉顶受料斗γ射线料位计检测的“料空”信号、主卷扬极限检测的料车“到底”信号、变频器信号正常、罐坑料仓检测的“料满”信号等全部进入下位计算机,经过事先编制、调试好的程序,具备所有条件后,计算机输出主卷扬起车信号(+24V)给变频器,变频器输出频率从0-11Hz上升,具备提升料车的力矩后主卷扬抱闸打开,料车低速(11Hz)在斜桥轨道上运行;当在炉顶的另外一台料车经过该车的减速点(一检点)时,信号被计算机识别后料车开始加速运行(50Hz),当该料车高速运行到该料车的一检点后,计算机输出减速信号给变频器,变频器低速(11Hz)运行,当料车到达二检点时,二检点信号进入计算机,计算机判断受料斗内不满两车(或三车,根据工艺要求设定)时料车继续爬行到极限“到顶”信号到时,料车停止运行,此时料车倾翻角度在30°-50°之内,否则料车内的料倒不干净或料车被提起脱离轨道;另外一台料车到达罐坑内装料位置(料车上沿与矿仓漏斗下沿距离约为200mm);单台料车单趟运行结束。
主卷扬零压回路由集中操作台急停、钢丝绳松弛复位、送零压等转换开关的触点、主卷扬切换柜内的超极限继电器(4只)触点等组成,主要作用是主卷扬发生超极限、料车检查、轮子加油时可靠切断主卷扬主回路。
主卷扬极限的作用是控制主卷扬料车在斜桥整个运行过程中的停车位置(到顶位置)、加减速位置等,双极限既相互配合又相互牵制。当一个料车的到底信号来后,另外一个料车的到顶信号也同时到,否则计算机程序不输出。
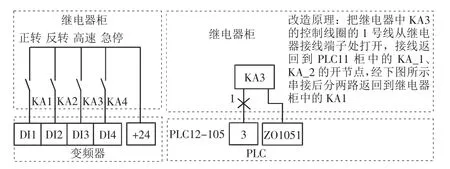
图1 可靠减速继电器控制原理图
450m3高炉主卷扬极限原设计每座主卷扬两台极限,由料车钢丝绳卷筒两侧分别伸出输出轴通过十字滑块联轴器带减速机,再通过十字滑块联轴器连接电子凸轮控制器。每台电子凸轮控制器由8对凸轮(凸块)和感应距离为0-3mm的接近开关组成。主卷扬极限的作用是确保料车准确停车,准确加、减速。
3 解决问题的方案及设计
3.1 问题表现
在实际运行中发现,原先设计的系统有许多漏洞,落后的控制产品及施工遗留问题是造成主卷扬故障、事故频发的根源。故障、事故主要表现为:主卷扬两台极限其中1台极限的某一个点发生故障都必须停车进行处理,而且是全靠个人经验操作、调整,调整不好往往造成料车超极限,甚至把料车提离轨道;计算机下位机是中低档产品,死机和通讯故障时常发生(450m3高炉工业控制计算机下位机是单CPU、单通讯系统),下位机死机时保持死机前的输入输出状态,造成料车提离运行轨道;变频器I/O板烧损;另外电子凸轮控制器虽然是机械凸轮控制器的改良产品,但其精度很低、误差较大,其结构中间环节多,接近开关内部电子元件寿命长短不一,影响因素多,决定了其故障率高的特性,没有从根源上解决主卷扬要求高可靠性、较高精度的问题。
3.2 改造方案及改造后的原理图
3.2.1 增加可靠减速继电器
针对计算机下位机死机造成主卷扬料车脱轨的问题,在计算机输出端增加了可靠减速继电器,使主卷扬可靠减速,避免由于计算机死机等意外情况造成的主卷扬事故。原理如图1所示。
3.2.2 清理线路
针对变频器I/O板烧损的原因进行检查分析,其主要是由于施工时用多芯电缆将变频器24V输入信号、220VAC信号输送,电缆制造质量差使交流220V窜入变频器24V导致变频器I/O板烧损。针对该问题,对不同电压等级的信号分别用电缆分开,并且将变频器输出端子带的电压、电流表全部从变频器输出端子上解开,杜绝了变频器烧损。
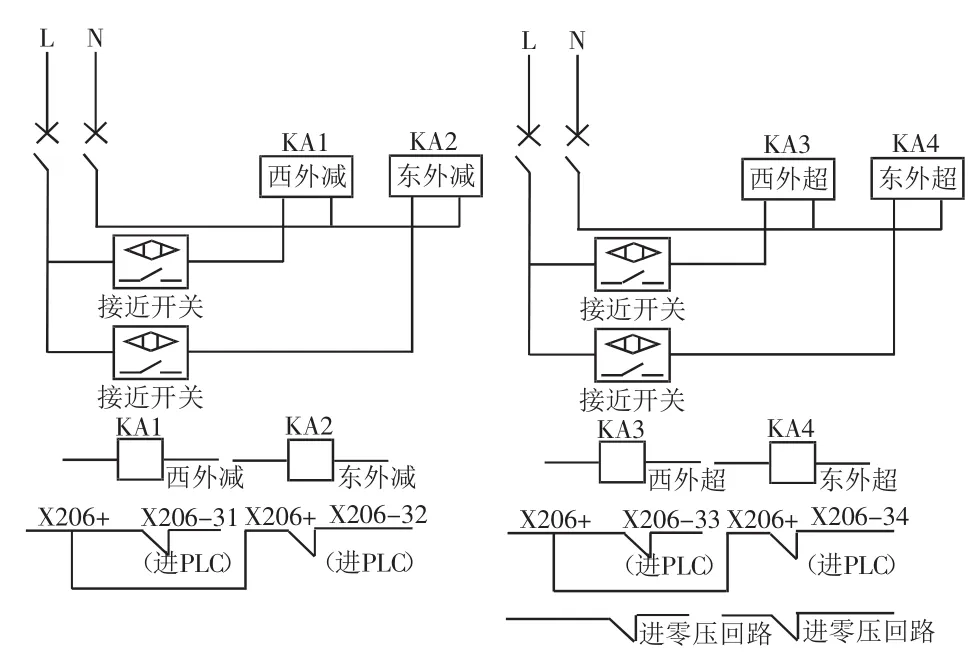
图2 450m3高炉卷扬外极限改造原理图
3.2.3 增加主卷扬外极限
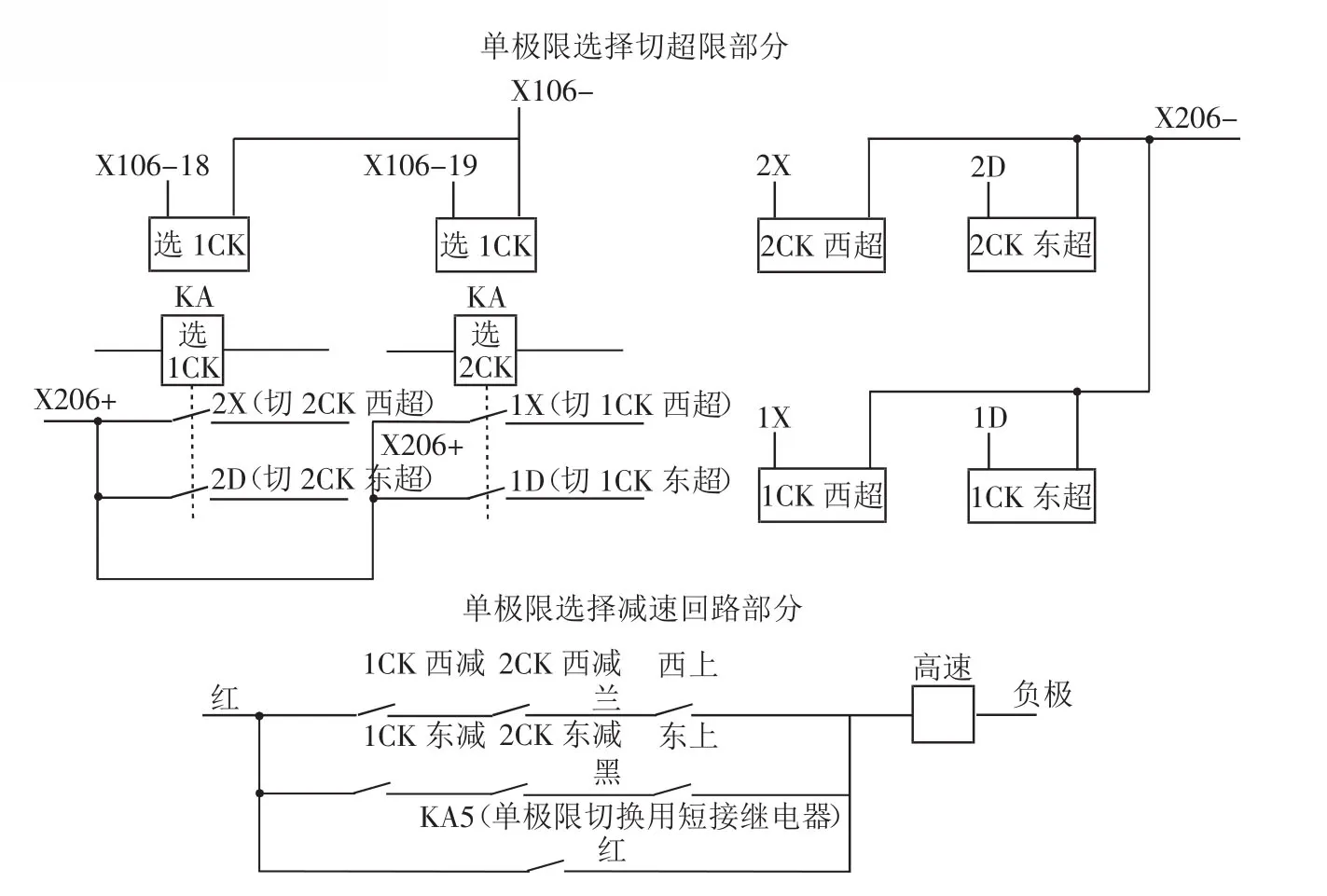
图3 450m3高炉卷扬单极限工作原理图
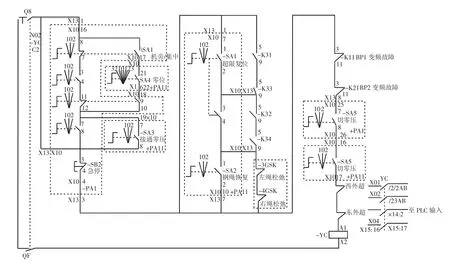
图4 450m3高炉零压控制回路图
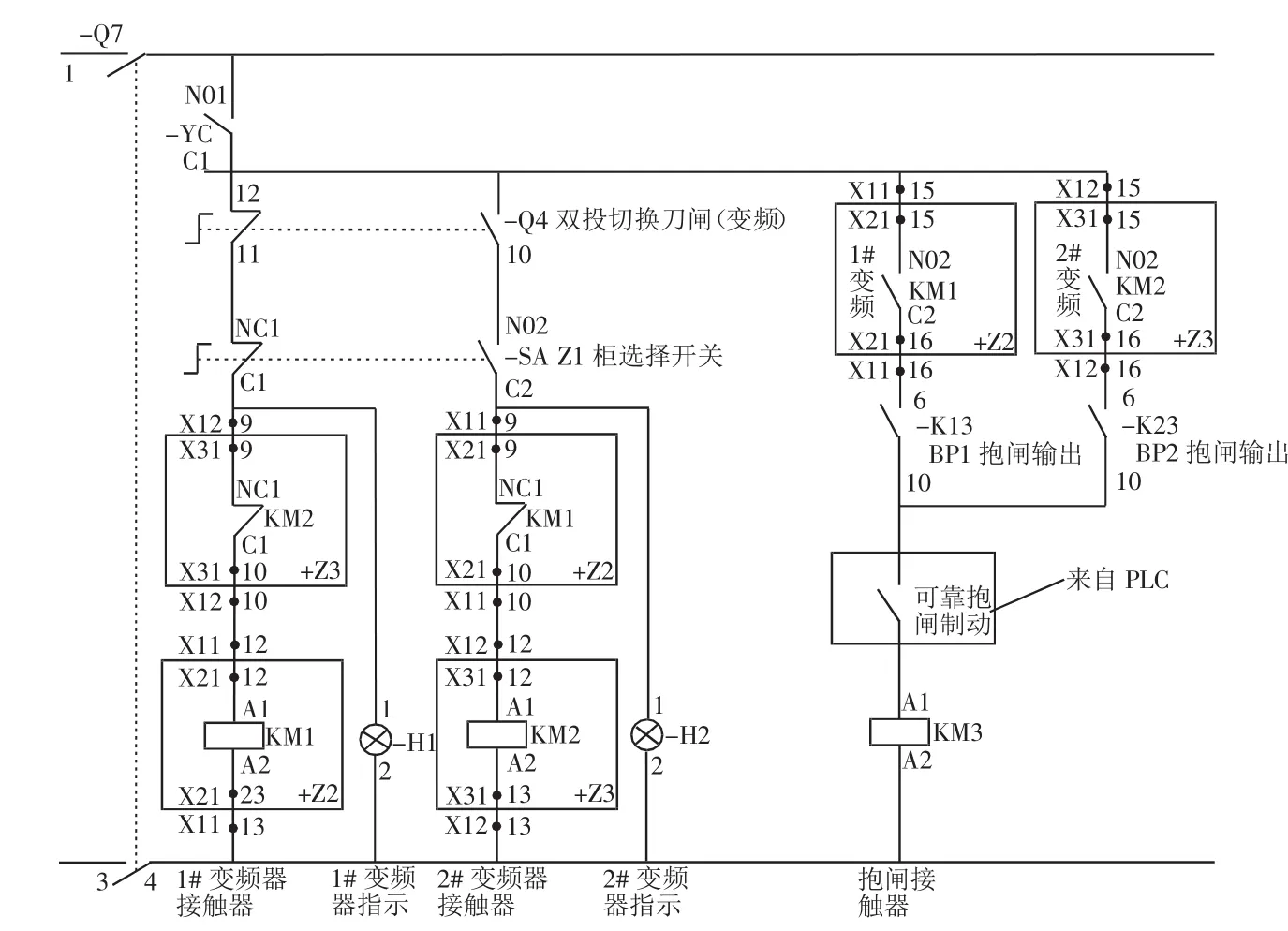
图5 450m3高炉切换柜控制回路图
为了确保主卷扬安全运行,给主卷扬加设了外部减速点(两个)、外部超极限点(两个)。外部减速点的作用是确保料车可靠减速,防止料车没有减速发生料车超极限。外部超极限的作用是当料车发生真实的超极限后,确保料车前轮不能脱轨,防止事故的扩大。
3.2.4 主卷扬程序改进
在下位程序中增加单极限工作的程序,当一台极限出现故障后,操作人员选择另一台极限单独进行工作。
3.2.5 引进新技术,淘汰落后的控制设备
针对主卷扬极限位置窜动、中间环节多、控制精度低、故障率高,事故损失大的问题,引进了绝对值编码器技术,将主卷扬极限改造为智能主令控制器。智能主令控制器结构紧凑,传动环节少、精度高、可靠性高,主要使用了格雷码编码方式,彻底解决了主卷扬极限的诸多弊病。
3.2.6 增加可靠控制主卷扬抱闸继电器
主卷扬抱闸是主卷扬准确停车的制动装置。原设计主卷扬抱闸由变频器I/O扩展板控制,使用几年后,其I/O扩展板上的中间继电器老化后动作迟缓,造成抱闸延迟下闸,引起料车因惯性超极限;为此,在下位计算机中编制程序控制中间继电器来控制抱闸,避免了该类事故的发生。
3.3 改造后的主卷扬原理图
如图2所示为450m3高炉卷扬外极限改造原理图,图3所示为450m3高炉卷扬单极限工作原理图,图4所示为450m3高炉零压控制回路图,图5所示为450m3高炉切换柜控制回路图。
4 实践效果
采取上述6项措施,利用系统检修机会在4座450m3高炉上逐步进行了实施,实践证明其极大地降低了主卷扬控制故障,运行效果良好,在上料环节为炼铁厂450m3高炉生产创造了有利条件。
5 结束语
4座450 m3高炉主卷扬极限改为智能主令控制器后通过近两年的生产运行实践,系统实际运行可靠,杜绝了主令控制器等控制系统故障导致的高炉休减风故障和事故。此措施方案已在1、2号高炉主卷扬控制中得到了推广应用,并取得了很好效果,其对其它料车上料主卷扬控制系统也具有很好借鉴意义。
猜你喜欢
电脑报(2022年49期)2023-01-01 03:42:10
现代妇女(2022年2期)2022-10-17 06:26:57
科学咨询(2020年53期)2020-03-19 07:41:46
商品与质量(2019年22期)2019-11-29 02:41:40
科学导报·学术(2019年44期)2019-09-10 22:25:45
科技与创新(2018年1期)2018-12-23 06:46:14
故事作文·低年级(2016年1期)2016-09-10 07:22:44
现代工业经济和信息化(2016年2期)2016-05-17 05:34:15
北京纪事(2016年5期)2016-05-07 13:17:02
空间控制技术与应用(2015年2期)2015-06-05 12:24:55