化工固体散状物料包装线控制的研究
2010-09-18 02:55:56徐红升
天津化工 2010年3期
徐红升
(天津渤海职业技术学院机械工程系,天津 300402)
化工固体散状物料包装线控制的研究
徐红升
(天津渤海职业技术学院机械工程系,天津 300402)
包装是产品进入流通领域的的必要条件,为了保证高水平的生产效率,化工固体散状物料包装已经实现了自动化。全自动包装线集机电一体化、光电检测等功能于一体。具有传感器跟踪、PLC控制等功能,计量精确,符合行业标准,并且具有性能稳定、操作维护方便、生产效率高等特点。
散状物料;包装线;传感器;PLC控制
化工固体散状物料包装线示意如图1所示。空包装袋放在给袋箱上→吸袋器吸袋→送给供袋辊子→倾斜装置取袋→横进装置把空袋移向料斗→吸开袋子→装料→送入导向折边机→缝纫机封口→袋子翻转输送器→压平机→打印日期、时间、批次、班次→金属检测器检测→经斜坡输送→缓停→转位→编组→推袋、压袋→分层→码垛→排垛。

1 料包装线控制工艺要求
1.1 包装机的工作过程
按下启动按钮SB1后,传送带A、B、C电机开始运转,供袋辊子电机开始运转。
吸袋器下降,当碰到下极限开关时,吸袋电磁阀KM7接通,吸袋器开始吸袋,持续时间为2s,2s后吸袋器上升,碰到上极限开关时,吸袋器向前送袋,碰到前极限开关时,吸袋器暂停,暂停时间为3s,同时松开袋子,吸袋器开始后退,碰到后极限开关时,又开始下降,如此往复运动。
吸袋器碰到前极限开关时,取袋器向前运动开始取袋,碰到前极限开关时,吸袋2s后,开始后退,到达预定位置,暂停4s。
横进装置的运动,当取袋器把袋子取过来后,横进装置到达前极限开关的位置时,横进装置上面的吸袋装置开始吸袋。停留0.5s后,横进装置开始向后运动,到达后极限开关时,吸袋器开始横向拉袋,拉袋装置纵向拉袋,把袋子的口拉开,装料装置完成装料,装完料后,横进装置向前运动,托料装置托住已经装完的包装袋,如此往复运动。
缝纫机的运动:每当缝纫机前置光电开关检测到有袋子过来时,缝纫机开始工作,后置光电开关检测到物体时,缝纫机停止工作。
打印机的运动:当打印机光电开关检测到有物体过来时,开始打印日期、时间、批次、班次。
当金属检测装置检测到聚乙烯袋中的金属含量超标时,金属检测电机运转,把次品运走。
码垛机的工作:码垛机码垛时5个为一层,三个横放,两个竖放,当数值到达5个时,码垛机的手抓把这个5袋料抓到另一个工作台上。
当码垛机光电开关检测到有包装袋过来的时候,系统会进行计数,对于前三个包装袋,1s后当他们经过转位输送机时,转位输送机把包装袋举起,旋转90°,然后放下,使得包装袋旋转了90°,而对于后两个包装袋不进行旋转。
1.2 光电传感器的安装与PLC的接口
1.2.1 安装前需要确认的事项
在光电传感器安装前要根据包装生产线的工艺要求和各个检测点的位置对光电传感器进行选型,还要对被检测物体的大小、形状(纵×横×高);透明度(不透明体|半透明体|透明体);移动速度V(m/s或个/分);检测距离(L);安装间距;安装的限制(是否需要角度等);是否可以交错安装;环境条件等事项进行确认。
包装生产线的被检测物体为粒料包装袋,生产中用于包装的编织袋,每袋的包装重量为25kg,包装重量精度为正负50g。包装袋为不透明体。包装机传送带平均输送速度为1m/s。检测距离和安装间距根据包装线的检测位置确定。安装时如为对射型,在相对方向安装投光器与受光器,对于反射型,在传感器相对方向设置反射板,如图2所示。。

1.2.2 传感器的接线与PLC的接口
光电传感器主要采用直流3线式(NPN)输出,其接线方式如图3所示。

传感器布线时,电源电压不要超过使用的电压范围。如在使用电压范围以上施加电压,或在直流电源型的传感器上施加交流电源(AC100v以上),则可能导致破裂或烧毁。另外要避免使负载短路,否则可能引起破裂或烧毁。因为无负载情况下,直接连接电源会引起内部元件破裂或烧毁,所以务必在有负载的情况下进行布线。
传感器布线时,如果没有记录导线延长的长度的情况下,采用0.3mm2以上的导线,且在100m以内。并且要考虑导线的拉伸强度,在布线时请不要超过下表所示的力。同时,请不要在屏蔽线、同轴线上施加拉伸力,而且通常传感器的导线不能反复弯曲使用。
1.3 霍尔传感器的安装与PLC的接口
霍尔传感器属于有源磁电转换器件,它是在霍尔效应原理的基础上,利用集成封装和组装工艺制作而成,它可方便地把磁输入信号转换成实际应用中的电信号,同时又具有工业场合实际应用易操作和高可靠性的要求。霍尔传感器的输入端是以磁感应强度B来表征的,当磁感应强度达到一定的程度时,霍尔传感器内部的触发器翻转,霍尔传感器的输出电平状态也随之翻转。输出端一般采用晶体管输出,和接近开关类似有NPN、PNP、常开型、常闭型、锁存型、双信号输出几类。霍尔传感器具有无触点、低功耗、长使用寿命、响应频率高等特点,能在各类恶劣环境下可靠的工作。
包装生产线码垛机的垛层结构为每垛8层,每垛40袋,每垛重量为1t。码垛机码垛时5个为一层,三个横放,两个竖放,当数值到达5个时,码垛机的手抓把这个5袋料抓到旁边的码垛盘上。在进行码垛时,码垛机要自动记录码垛层数,并且按照层数来升高码垛机手抓移动支架的高度,这个高度的确定就是由霍尔传感器来检测和定位的。在码垛盘工作台的固定支架上有8个永久磁铁,分别固定在码垛机手抓移动支架对应的8个高度,这8个高度又分别对应码垛盘的8个层位。当码垛机手抓移动支架上固定的霍尔传感器接近某个永久磁铁时在霍尔传感器中会产生霍尔电势,其输出的电平变化被送入PLC的数字量输入模块SM321的输入端,PLC可以记录电平变化次数以确定码垛机手抓移动支架的高度位置。
2 化工固体散状物料包装线PLC控制
2.1 PLC的选型
化工固体散状物料包装线控制器采用西门子公司的S7-300型PLC。控制系统主要包括各种数字量的输入采集,输出大部分用来控制汽缸与接如触器的动作,输入与输出均为数字量,因此选型时,选择的SM接口模块为DI模块和DO模块。再根据控制点的要求选择电源模块和CPU模块。
因此根据要求,我们的电源模板采用PS307 5A,CPU模板采用S7-300 315,DI模板采用SM321,DO模板采用SM322。
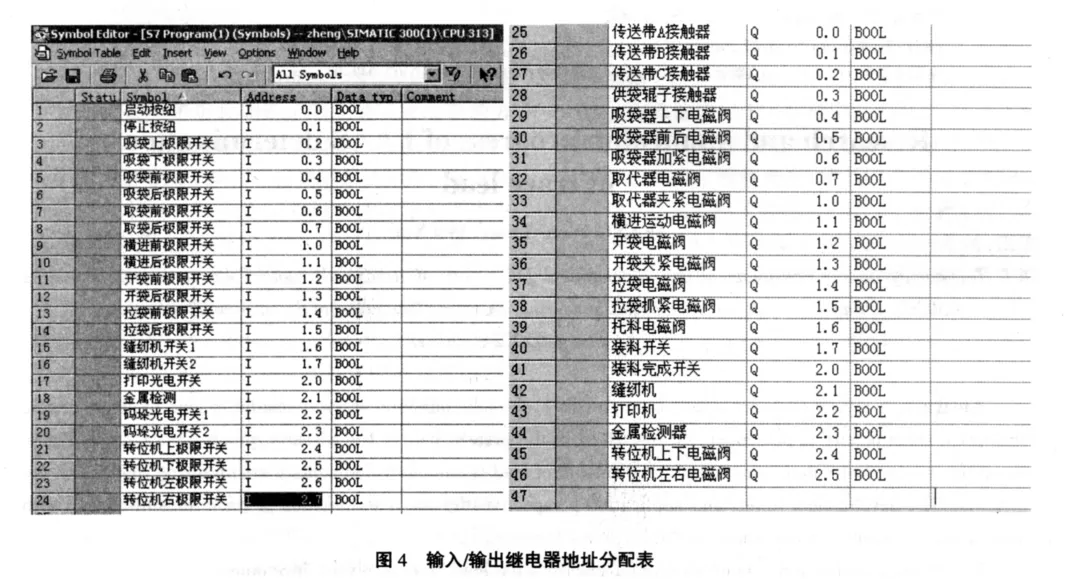
2.2 PLC输入输出地址分配
输入/输出继电器地址分配表,如图4所示。
2.3 其他编程元件地址分配表(见表1)
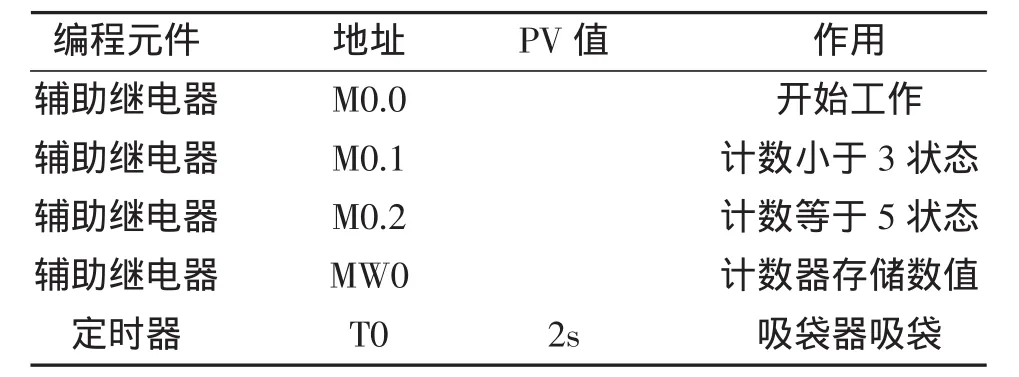
表1 其他编程元件地址分配表
2.4 I/O接线
I/O接线是指可编程序控制器的输入/输出连接,也是可编程序控制器外部接线图。可编程序控制器所要连接的外部电气元件,根据其功能不同,应分别连接在可编程序控制器的输入端或输出端,对于可编程序控制器输入端或输出端连接的元件,应确定其对应连接端子上的编号,这就是外部的电气元件在可编程序控制器上的I/O编址。
2.5 PLC控制系统程序编写
化工固体散状物料包装线PLC控制系统程序包括:初始化及吸袋部分梯形图;取袋器部分梯形图;横进装置部分梯形图;缝纫机及金属检测部分梯形图;传送带输送梯形图;码垛与计数梯形图等。
总之,集机电一体化、光电检测等功能于一体的化工固体散状物料包装线,PLC控制是设备的关键技术。结合传感器控制、电气控制和模糊计量控制,达到计量称重准确、产品合格率高、包装效率高的目的。可广泛用于化工行业的粉状、颗粒状、片状、块状及条状等回体散状物料的包装。
PCL控制可靠性高,编程方便。不仅具有开关量控制,而且还具有模拟量控制,可以实现实时监控、远程控制、与上位机通信连网等功能,在化工固体散状物料包装等机械中应用广泛。
10.3969/j.issn.1008-1267.2010.03.017
TQ067
C
1008-1267(2010)03-045-03
2010-01-25
猜你喜欢
花火·绘阅读(2021年1期)2021-09-10 07:22:44
装备制造技术(2020年3期)2020-12-25 05:22:06
重型机械(2020年3期)2020-08-24 08:31:48
电子制作(2019年20期)2019-12-04 03:51:36
学苑创造·C版(2019年4期)2019-05-09 01:04:44
童话王国·文学大师班(2017年6期)2017-07-10 05:54:07
儿童故事画报·发现号趣味百科(2015年4期)2015-12-04 02:32:03
太空探索(2015年6期)2015-07-12 12:48:42
塑料包装(2014年6期)2014-09-16 03:50:43
世界科学(2013年6期)2013-03-11 18:09:39