以废可乐瓶为原料提取乙二醇制备煤尘抑制剂
2010-09-12 06:29曹丽琼程芳琴武海波杨凤玲
山西化工 2010年6期
曹丽琼, 程芳琴, 武海波, 杨凤玲
(1.山西大学资源与环境工程研究所,山西 太原 030006;2.山西大学环境与资源学院,山西 太原 030006)
以废可乐瓶为原料提取乙二醇制备煤尘抑制剂
曹丽琼1,2, 程芳琴1, 武海波2, 杨凤玲1,2
(1.山西大学资源与环境工程研究所,山西 太原 030006;2.山西大学环境与资源学院,山西 太原 030006)
以废可乐瓶为原料,通过乙二醇脆化、破碎、NaOH水解等步骤提取乙二醇溶液,并对其作为抑尘剂的性能进行了相关实验研究。研究结果表明,NaOH溶液质量分数为5%、固液质量比为1∶8~1∶14、反应时间为60 min时,聚对苯二甲酸乙二醇酯(PET)的降解率达到了90%以上。乙二醇溶液具有良好的润湿性和抗冻性,抑尘性能测试证明,其可作为煤尘抑制剂的原料。
废可乐瓶;聚对苯二甲酸乙二醇酯;水解;乙二醇;对苯二甲酸;煤尘抑制剂
引 言
随着人们生活水平的提高,可乐成为人们生活中消费量较高的饮品。据统计,可口可乐在中国的销售量为1 700多亿瓶/a,净利润估计120亿元/a。由此可见,每年有几亿个废旧可乐瓶产生。这些废旧可乐瓶因其极强的化学惰性,很难被空气或者微生物所降解,且会占据很大的空间,而成为一种新的环境危害。目前,废旧塑料的再利用途径主要有再生造粒、热解燃烧和气化油化[1-4]等。但是,废旧塑料回收利用的比例很小,美国回收利用所占的最大比例也仅为13%。讫今,专门针对废旧可乐瓶的再利用研究未见报道。
废旧可乐瓶的主要成分为聚对苯二甲酸乙二醇酯(PET),其分解产物是对苯二甲酸和乙二醇。其中,对苯二甲酸是一种有机原料,用途十分广泛,主要用于聚酯的再生产。乙二醇是羟基有机物,具有吸湿性,极易溶于水;具有抗冻性,经常作为防冻剂的原料;作为碳氢化合物,燃烧产物无毒。乙二醇的诸多优点表明,将其作为制备煤尘抑制剂的原料,既可增强煤尘抑制剂的保水性,又可增强其抗冻性能。因此,以废旧可乐瓶为原料提取乙二醇制备煤尘抑制剂,不仅可实现废旧物品的资源化利用,而且可减少废旧可乐瓶及煤尘污染带来的危害。
本文主要研究了废旧可乐瓶的分解及乙二醇的提取工艺,对提取出的乙二醇溶液作为抑尘剂的性能进行了相关实验研究。
1 实验部分
1.1 材料及仪器
可口可乐瓶;乙二醇,化学纯;氢氧化钠,分析纯;
带回流的磨口烧瓶;加热装置;型煤制作机;热值测定仪。
1.2 实验原理
1.2.1 脆化原理
将聚对苯二甲酸乙二醇酯(PET)高聚物在乙二醇蒸汽中熏蒸1 h,高聚物断裂为聚对苯二甲酸乙二醇酯(PET)的低聚物或单体对苯二甲酸乙二醇酯(BHET)。反应方程式如第2页式(1)。

1.2.2 碱性水解原理[5-7]
聚对苯二甲酸乙二醇酯(PET)在常压碱性加热煮沸条件下发生水解,生成对苯二甲酸钠和乙二醇(EG)。对苯二甲酸钠是强碱弱酸盐,在酸性条件下转变为对苯二甲酸。反应方程式如式(2)和式(3)。

1.3 实验步骤
1)将收集的废可乐瓶洗净,剪成条状,在190℃下用乙二醇溶液熏蒸1 h进行脆化。将脆化后的塑料瓶片用研钵磨碎,筛分,待用。
2)按照反应所需NaOH溶液量的1.0、1.2、1.4、1.5、1.7、2.0、4.0、8.0倍进行水解实验,确定最适宜的氢氧化钠质量分数。
3)在步骤2)确定的最佳碱性条件下,以固液质量比为1∶4、1∶6、1∶7、1∶8、1∶9、1∶10、1∶12、1∶14、1∶16进行实验,确定最佳固液质量比。
4)在步骤3)确定最佳固液质量比下,加热水解30、45、60、75、120 min,过滤,滤渣即为未降解的塑料。计算降解率,确定最佳水解时间。
5)制备煤尘抑制剂:用HCl调节滤液的pH= 1,析出对苯二甲酸;再次进行抽滤,得到的滤渣即为纯净的对苯二甲酸固体,液体为乙二醇溶液(含有少量NaCl)。将得到的乙二醇溶液稀释,得到不同浓度的煤尘抑制剂。
1.4 煤尘抑制剂的性能测试
1.4.1 保水性能测试
取20 g粒径≤0.9 mm的混合粒径煤粒,在105℃下烘干至恒重,将溶液与煤粒按质量比为1∶10混匀,放在40℃恒温箱中,每隔1 h称重1次。
1.4.2 热值测定
称取70 g粒径≤3 mm的电厂煤,将蒸馏水与煤按质量比为1∶10混匀。称取32 g调好的煤,在2.5MPa下压成煤块,烘干,研磨至粒径≤0.2 mm。称取0.700 0 g,进行热值实验。
1.4.3 抑尘性能测试
取4份20 g粒径≤0.9 mm的混合粒径煤粒,在105℃烘干至恒重,放入表面皿中,分别记为1#、2#、3#和4#。将3#和4#喷洒一定量的0.022 mol/L煤尘抑制剂,待其晾干后用鼓风机吹1 min,风速保持在3.37 m/s。称量煤尘损失量,计算损失率。
2 结果与讨论
2.1 脆化条件的确定
实验步骤1)得到的数据见表1。100倍显微镜下观察脆化前、后废可乐瓶的结构性状,如图1和图2所示。
从图1和图2中观察到,乙二醇蒸汽熏蒸后的塑料片,整体结构由完整变为龟裂状。图3为可乐瓶塑料脆化后的粉碎样品。而由表1可以看出,脆化后的塑料降解所需的NaOH质量分数更低,反应时间更短,且降解率较高。这是因为,塑料经过脆化后,内部部分链发生断裂,降低了韧性,更容易破碎。塑料破碎后,增大了反应面积,缩短了反应时间,降低了NaOH质量分数,提高了降解率。因此,PET的脆化对于PET的分解非常必要。
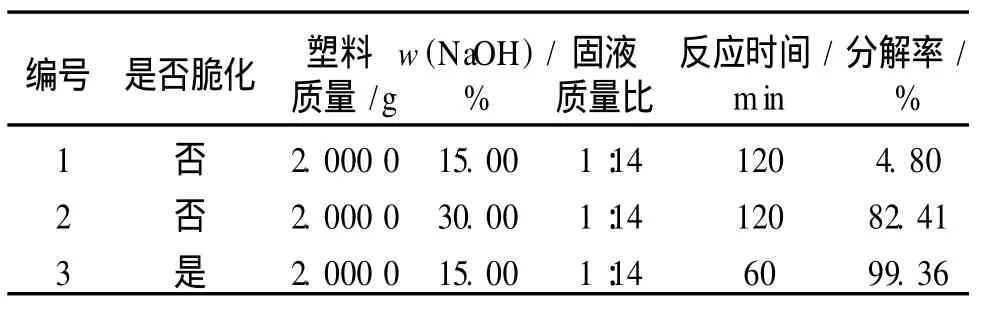
表1 塑料脆化与分解率的关系
图1 可乐瓶塑料脆化前的结构

图2 可乐瓶塑料脆化后的结构

图3 可乐瓶塑料脆化后粉碎样品
2.2 NaOH最佳质量分数的确定
确定PET为2.000 0 g,固液质量比1∶14,反应时间60 min,依据实验步骤2)改变NaOH质量分数,结果见图4。

图4 分解率与NaOH质量分数的关系图
由图4可看出,当固液质量比、反应时间一定时,随着NaOH质量分数的增加,降解率逐渐提高。当NaOH质量分数大于5%时,降解率趋于稳定。因此,从节省原料的角度考虑,NaOH质量分数为5%时降解效果最佳。
2.3 最佳固液比的确定
确定PET为2.000 0 g,NaOH质量分数5%,反应时间60 min,依据实验步骤3)改变固液质量比,得到的数据见图5。

由图5可看出,当NaOH质量分数为5%、反应时间为60 min时,随着固液质量比的降低,降解率逐渐升高。当固液质量比为1∶8时,降解率达到95%以上;当固液质量比为1∶14时,降解完全,降解率高达99%以上。因此,在实际降解过程中可根据要求选择固液比在1∶8~1∶14,此间固液比可使塑料基本降解。
2.4 最佳分解时间的确定
确定PET为2.000 0 g,NaOH质量分数5%,固液质量比1∶14,依据实验步骤4)改变反应时间,得到表2数据。

表2 分解率与分解时间的关系表
由表2可看出,在固液比为1∶14、NaOH质量分数为5%时,随着反应时间的增加,废旧可乐瓶的分解率提高。当反应时间为60 min时,分解率已经达到90%以上;当反应时间大于60 min时,其分解率变化不大。因此,从工业化生产和能源消耗的角度考虑,反应时间选择60 min较为科学。
2.5 乙二醇溶液性能测试
2.5.1 保水性测试
按照1.4.1进行实验,得到的数据如图6。
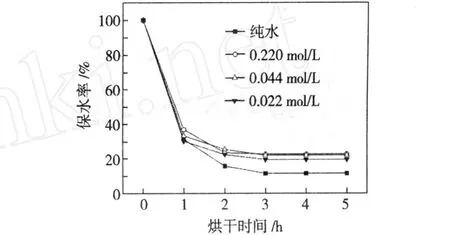
图6 煤尘抑制剂保湿性与其浓度之间的关系
本实验分别研究了浓度为0.220、0.044和0.022 mol/L抑尘剂的保水性,并与纯水作抑制剂的实验进行比较。由图6可知,在1 h内,4组实验的失水率相当;1 h后开始有明显的区别,喷洒抑尘剂的煤样较喷洒水溶液的煤样变化较慢,保水性比较明显;抑尘剂浓度越大,保水性越强。在实际使用过程中可据具体情况稀释相应倍数,得到最终产品。
2.5.2 热值测定
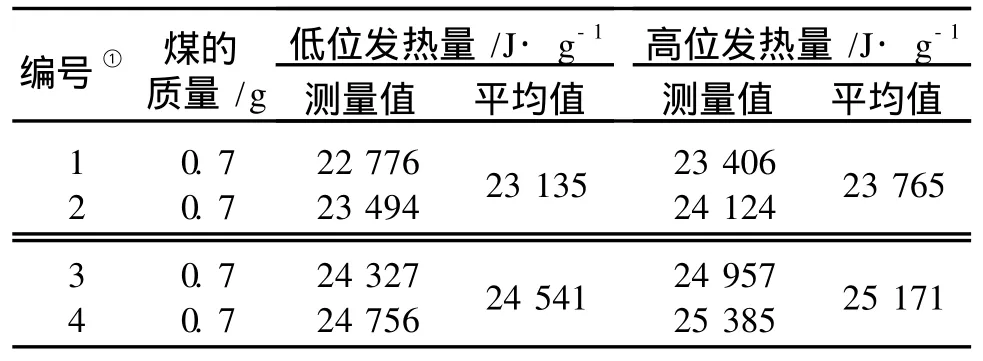
表3 热值测定数据
表3为热值测定数据。由表3可看出,煤尘抑制剂处理的煤样热值大于蒸馏水处理的煤样热值。这是因为,煤尘抑制剂的化学成分是乙二醇,乙二醇只由C、H两种元素组成,这两种元素都可以与氧气反应。因此,此产品对煤的热值没有负影响。
2.5.3 抑尘性能测试
按照1.4.3进行实验,得到的数据如表4。
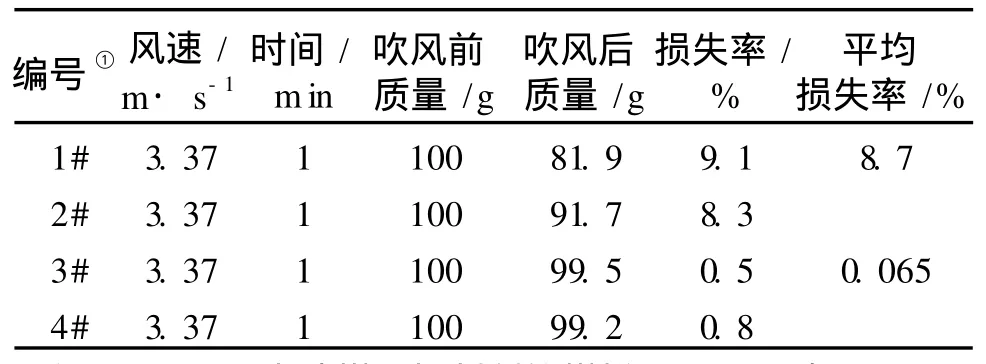
表4 煤尘抑制剂喷洒前后损失表
由表4可看出,抑尘剂喷洒前和喷洒后,煤尘损失有很大的变化,说明该煤尘抑制剂的性能良好。
3 结论
1)用乙二醇熏蒸脆化后,废旧可乐瓶的分解率大大提高,脆化后比未脆化的样品碱性水解所需碱的用量大大降低。
2)脆化后的废可乐瓶在NaOH质量分数为5%、固液质量比为1∶8~1∶14、反应时间为60 min时,分解率达到了最佳。此时,PET的降解率可达到90%,实现了常压水解废旧可乐瓶。
3)对可乐瓶进行脆化、碱性水解、加酸过滤,可得到比较纯的对苯二甲酸固体和乙二醇溶液。乙二醇溶液作为煤尘抑制剂具有较好的保水性、抗冻性,且不影响煤燃烧的热值。
[1]易长海,陈 强,刘 莺.废旧塑料处理和回收利用技术国内研究进展[J].荆州师范学院学报,2003,26 (2):87-90.
[2]李博知,史向英.废塑料的再生与利用[J].节能与环保,2007(3):29-31.
[3]高 涛,章煜君,潘 立.我国废旧塑料回收领域的现状与发展综述[J].机电工程,2009,26(6):5-8.
[4]刘红阳.废旧PET/PC塑料回收与化学再生利用现状[J].橡塑资源利用,2005(6):24-26.
[5]逯德木,许忠斌,佟立芳,等.废聚对苯二甲酸乙二醇酯的复合解聚条件[J].高分子材料科学与工程, 2008,24(7):148-150,154.
[6]龚国华,朱瀛波.聚对苯二甲酸乙二醇酯废料的回收方法[J].化工环保,2004,24(3):199-201.
[7]王晓春,张健飞.PET降解研究[J].合成纤维,2002,31 (6):5-8.
Abstract:Coke bottles have become an environmental hazard for being difficult to degrade and becomingmore andmore.Itsmain component is polyethylene terephthalate(abbreviated PET).Terephthalic acid and glycol are the decomposition products of PET.Terephthalic acid is one kind of organic materials and used in many areas.Glycol is hydrophilic,easy to burn,frost resistant and so on.In this study,coke bottles as raw materialwere crisped using glycol steam,broken,hydrolysised with NaOH to extract glycol.Also,the perfor mance of glycol as dust inhibitor was tested.The results showed that:NaOH concentration,solid liquid ratio and the reaction time were 1∶8~1∶14,5%and 60 minutes respectively;the degradation capacity of PETwas 90%.Terephthalic acid could be recycled.Through to the test,the performance of glycol solutionwith goodwetting and frost resistance proved it can be used as raw material of dust inhibitor.It can be obtained solid terephthalic acid and glycol solution by filtering decomposition of liquid with hydrochloric acid.
Key words:coke bottle;polyethylene terephthalate;hydrolysis;glycol;terephthalic acid;dust inhibitor
Recycling of coke bottle waste into glycol for coal dust inhibitor
CAO L i-qiong1,2,CHENG Fang-qin1,W U Ha i-bo2,YANG Feng-li ng1,2
(1.Institute of Environmental Technology,Shanxi Un iversity,Ta iyuan Shanxi030006,China; 2.College of Environmental Science and Resources,Shanxi Un iversity,Ta iyuan Shanxi030006,China)
X705
A
1004-7050(2010)06-0001-04
2010-09-26
国家科技支撑计划项目(2007BAB24B01)
曹丽琼,女,1983年出生,山西大学在读硕士研究生。研究方向:煤系固废的资源化利用。
猜你喜欢
煤矿安全(2022年10期)2022-11-09
黑龙江水产(2022年2期)2022-05-09
商品与质量(2021年43期)2022-01-18
压力容器(2021年3期)2021-04-14
原子能科学技术(2020年11期)2020-11-24
北京理工大学学报(2020年6期)2020-07-15
广东造船(2016年5期)2016-12-03
中国工程咨询(2016年8期)2016-02-14
中国塑料(2015年5期)2015-10-14
无机化学学报(2014年9期)2014-02-28