基于单片机的数控机床刀架控制器的设计
2010-09-11 09:12周岐荒谢淑莲
制造技术与机床 2010年3期
周岐荒 谢淑莲
(武汉华中数控股份有限公司,湖北武汉 430223)
基于单片机的数控机床刀架控制器的设计
周岐荒 谢淑莲
(武汉华中数控股份有限公司,湖北武汉 430223)
针对国产普通中低档数控装置与BSV-N/25系列刀架配套难的问题,使用AT89C51单片机,设计出一种价格低廉且容易与BSV-N/25刀架配套使用的刀架控制器。经过实际使用验证,功能正常,运行可靠。
刀架 控制器 数控机床 单片机
随着单片机技术的不断发展,其性能越来越优越,应用范围也越来越广泛。机床数控技术是以数字化信息实现机床控制的一门技术,刀架是数控机床的重要组成部分,其性能指标直接影响数控机床的性能。BSV-N/25系列刀架是意大利Duplomatic公司的产品,其结构精密,性能优越,应用于中、高档数控车床上,能满足中、高档数控车床快速、准确换刀的要求。然而该系列刀架的换刀速度非常快,时序要求严格,控制过程较复杂,普通国产机床数控装置特别是中低档机床数控装置难以实现该系列刀架的快速换刀时序控制。本文就以解决普通国产中低档机床数控装置与BSV-N/25系列刀架配套难的问题作为出发点,使用8051系列单片机,开发出一种低价位且容易与BSVN/25刀架配套使用的刀架控制器。使用该控制器作为中间控制接口,实现中低挡数控系统对高挡BSVN/25系列刀架控制。
1 BSV-N/25系列刀架简介
1.1 BSV-N/25系列刀架结构
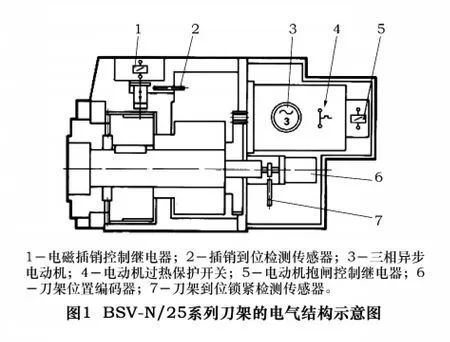
BSV-N/25系列刀架的电气结构如图1所示。其中:①三相异步电动机3,控制该电动机正反转,可实现正向或反向换刀;②电动机过热保护开关4,正常情况下,此开关闭合,如果电动机过热,此开关断开;③电动机抱闸控制继电器5,当接通24 V直流电源时,电动机抱闸,断开24 V直流电源时,松闸;④电磁插销控制继电器1,刀架到位时接通24 V电源,插销伸出,断电插销缩回;⑤插销到位检测传感器2,当插销到位时,该检测信号为“1”;⑥刀架到位锁紧检测传感器7,当刀架到位锁紧时,该锁紧检测信号为“1”;⑦刀架位置偏码器(绝对型)6,将刀架刀位号按4位二进制编码。该编码器还有“strobe”和“奇偶检验”信号输出。
1.2 BSV-N/25刀架换刀时序
BSV-N/25系列刀架换刀时序如图2所示。第一部分给出的是从位置1到2顺时针旋转换刀时序,第二部分给出的是从位置2到12按逆时针旋转换刀时序。BSV-N/25系列刀架换刀时序要求如下:
(1)要求控制刀架能就近(选)换刀。
(2)刀架接到数控装置发出的换刀命令后,首先检查插销是否缩回。插销缩回后,松闸、起动三相异步电动机控制该电动机正反转,实现正向或反向换刀。当到达目标刀位的前一个刀位时,若检测到选通信号(STROBE)下降沿,则发出伸出电磁插销命令信号(由于每个刀位之间都有一个选通信号从刀架位置编码器发出,而插销动作需严格按照时序控制),其时间不能有延迟,从检测到选通信号开始到插销伸出动作过程必须确保在0.1 s内完成,否则将换到下一个刀位,产生换刀位置错误。
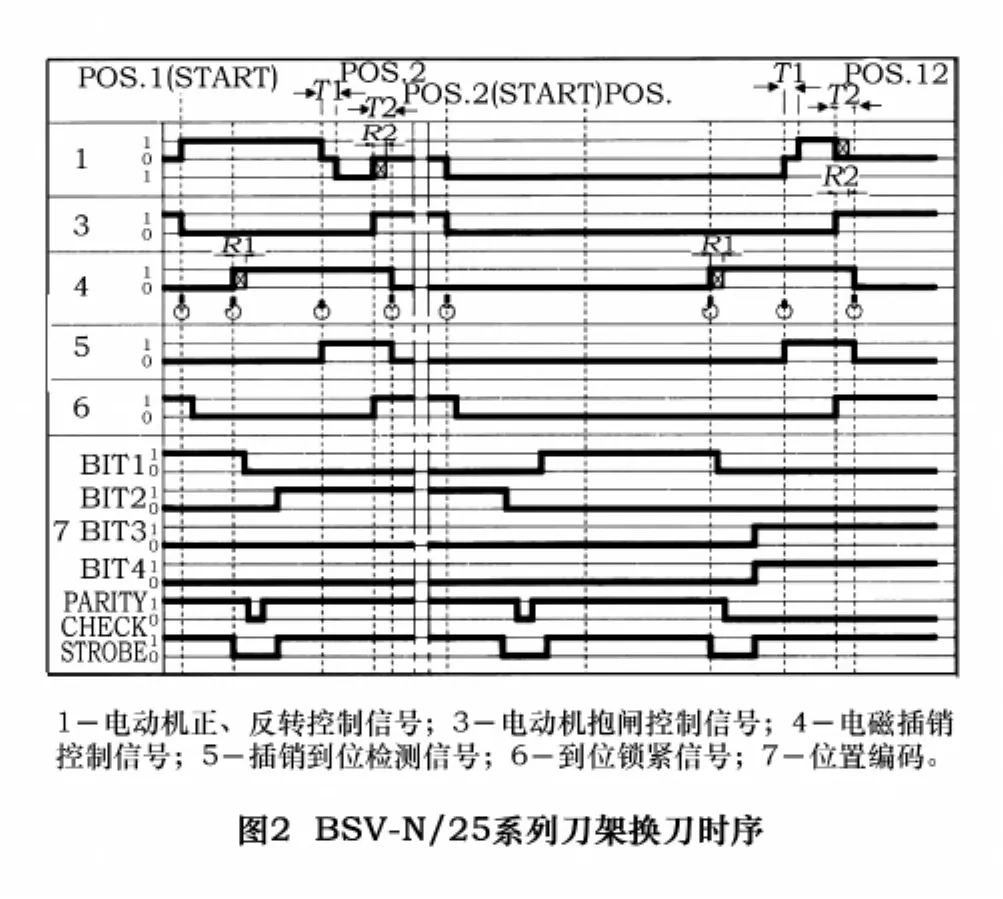
(3)检测到插销到位检测信号(BFIN)后,换刀电动机停止,延时50 ms后,换刀电动机反转。
(4)检测到刀位锁紧检测信号(CFIN)后,换刀电动机停止,延时200 ms后,缩回插销,换刀结束。
1.3 刀架就近(选)换刀
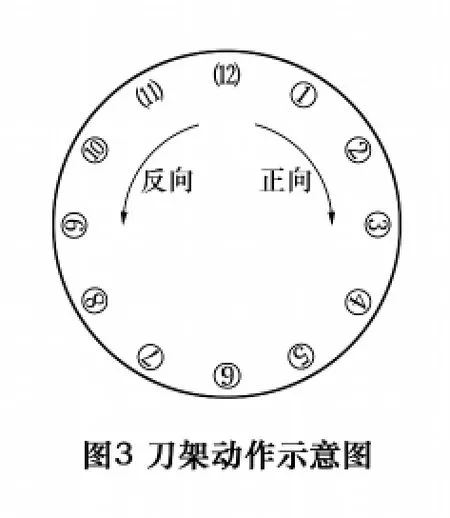
图3是刀架动作示意图。刀架容量为12把刀,刀具号与刀座号一一对应,刀架顺时针旋转为正向旋转;逆时针为反向旋转。在加工运行中,刀架沿最短路径旋转,使目标刀具趋近换刀位置。在到达目标位置前一刀座位置时,插销伸出,直到插销到位时,电动机停转延时一个规定时间,接着电动机反向旋转,锁紧刀架。刀架锁紧后电动机停止并抱闸,发出缩回插销命令。插销缩回后,换刀过程结束。
2 刀架控制器硬件电路设计
根据BSV-N/25系列刀架与数控系统PLC接口简单,操作方便的要求,设计出刀架控制器的原理框图如图4所示。
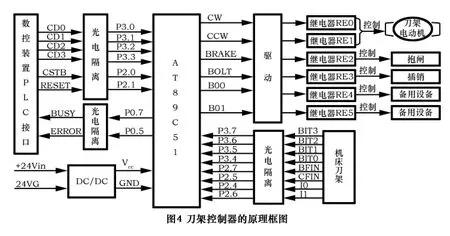
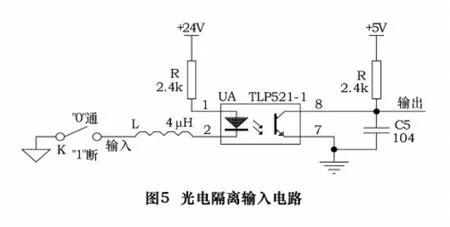
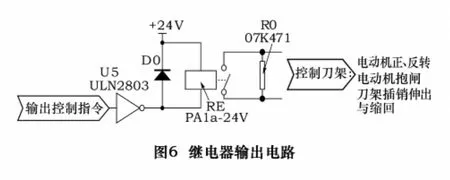
图4中,刀架控制器与数控装置通过PLC(I/0)接口相连,数控装置发出的刀号(CD0~CD3)和控制信号(CSTB、RESET)经过光电隔离电路后送入AT89C51单片机,单片机处理后的信号经过驱动,通过继电器输出电路来实现对刀架的控制。系统需要的24 V电源通过DC/DC隔离后输入。其中光电隔离输入电路和继电器输出电路如图5和图6所示,使得控制系统与受控现场直接相连的开关量输入/输出接口线路实现了隔离,去掉了彼此间的公共地线和一切电器联系,从而免除了因公共地线所带来的各种干扰,实现了受控现场产生的各种具有破坏性的暂态过程与刀架控制器、主机系统的完全隔离,保证了主控系统能可靠工作在既平稳又安静的环境之中。
3 刀架控制器的驱动程序设计
一般而言,软件结构首先要受到硬件的限制,但软件结构也有其独立性,对于同样的硬件结构,可以配置不同的软件结构。本文介绍的刀架控制器系统是一个实时的微机控制系统,其数控功能由各功能子程序实现。不同的系统软件结构对这些子程序的安排方式不同,管理方式也不同。本文根据BSV-N/25系列刀架的运转规律和刀架换刀时序,采用前后台型软件结构和中断型软件结构相结合的方式设计刀架控制器的驱动程序。使用Keil软件uVision2集成开发环境(IDE)进行设计,主要包括以下几个方面:
(1)BSV-N/25刀架控制开关量采集程序采用定时中断查询、软件滤波方式进行设计。
(2)BSV-N/25刀架时序控制程序采用查询、软件廷时、定时器定时相结合的算法设计。
(3)刀架控制器与普通数控装置之间通过PLC接口,按照自定义的协议进行通讯。
3.1 刀架控制器与数控装置的通讯协议
刀架控制器与数控装置通过PLC(I/0)接口相连,其接口信号与计算机打印接口信号相似。当数控机床需要换刀时,数控装置首先检测刀架控制器发出的“ERROR”和“BUSY”信号,当控制器“ERROR”为“0”和“BUSY”为“1”(即控制器正常并且允许接收换刀命令信号)时,数控装置将目标刀号送到CD0~CD3,同时发出换刀命令(“CSTB”下降沿信号由1到0),AT89C51单片机接收到换刀指令后,将目标刀号读入;并置刀架换刀开始信号“BUSY”为“0”,并接时序要求,完成换刀控制。换刀结束后,“BUSY”为“1”。当换刀失败出现故障时,AT89C51单片机置“ERROR”信号为“1”。当数控装置读到“ERROR”信号为“1”时,便知道刀架控制器出现故障,通知管理人员排除故障,故障排除后,发出复位命令“RESET”(下降沿信号由1到0),刀架控制器收到复位命令“RESET”,进行复位。刀架控制器与数控装置通讯协议如图7所示。

信号说明:
CSTB下降沿由1→0:数控装置发出换刀命令;CSTB上升沿由0→1:终止换刀。
BUSY下降沿由1→0:刀架控制器控制刀架开始换刀;BUSY上升沿由0→1:刀架控制器应答换刀完成。
ERROR低电平0:刀架工作正常;ERROR高电平1:刀架出现故障。
RESET下降沿由1→0:数控装置发出复位命令使刀架控制器复位。
3.2 刀架控制器程序设计算法
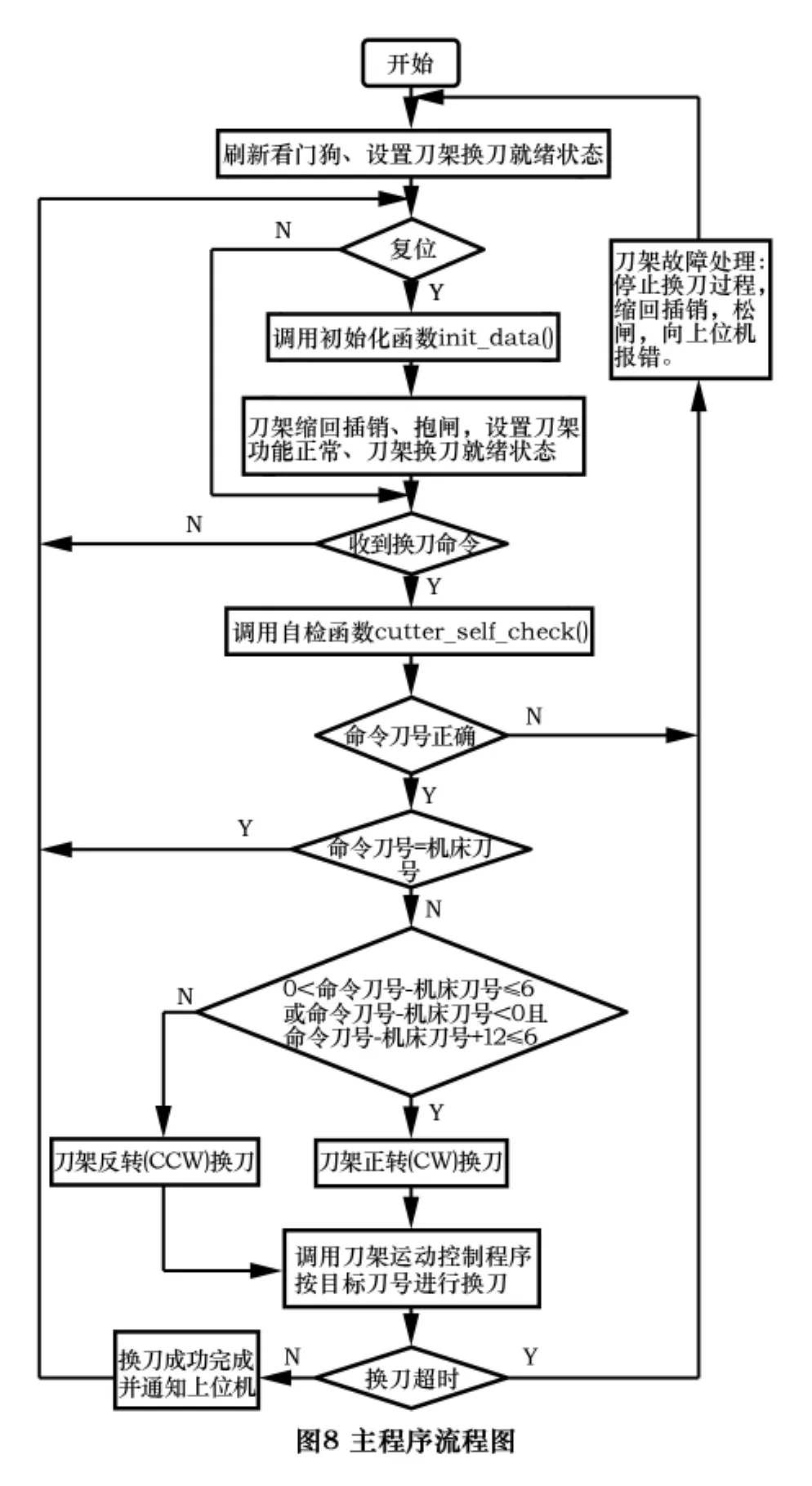
刀架控制器主程序框图如图8所示。在主程序中调用初始化子程序init_data()初始化单片机AT89C51端口PORT0~3、定时器time0、time1工作方式,初始化全局变量,设置中断源优先级别、读刀架当前刀具位置BIT0~BIT3,循环查询上位机是否发出复位、换刀命令,刀架电动机是否过热,换刀动作过程是否超时等信号,循环调用看门狗定时器刷新子程序watchdog()。当刀架控制器查询到上位机发出的复位、换刀命令后,分别调用刀架初始化子程序、自检子程序cutter_self_check()。自检通过,无故障且检测命令刀号正确后,根据刀架当前刀号决定是正向还是反向就近换刀,调用刀架换刀运动过程控制程序,向上位机通报正在换刀。换刀结束后,向上位机通报正在换刀情况:换刀任务是正常完成,还是出现故障。
就近换刀就是根据上位机命令刀号CD0~CD3、刀架当前刀号BIT0~BIT3及它们之间的相对位置关系,使刀架沿最短路径旋转到达目标位置。具体算法如下:如果0<(命令刀号-机床刀号)≤6或(命令刀号-机床刀号)<0且(命令刀号-机床刀号)+12≤6,则刀架正转换刀,其它情况下,刀架反转换刀。
5 结语
本文所设计的刀架控制器经过硬件测试,软件测试及与数控装置、BSV-N/25系列刀架实际联机调试并交与机床用户实际使用验证,功能正常,运行可靠,符合设计要求。满足了用户既实用,价格又低的要求。实现了中低挡数控装置对高挡BSV-N/25系列刀架的控制,结果达到了预期的目标。
1 李朝青.单片机原理及接口技术[M].北京:北京航空航天大学出版社,1994.
2 马忠梅,马岩,张凯等.单片机的C语言应用程序设计[M].北京:北京航空航天大学出版社,1997.
3 周立功.增强型80C51单片机速成与实战[M].北京:北京航空航天大学出版社,2003.
4 叶伯生.计算机数控系统原理、编程与操作[M].武汉:华中理工大学出版社,1999.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Design of Numerical Control Machine Turret Controller Based on Single Chip Microcomputer
ZHOU Qihuang①,XIE Shulian②
(Wuhan Huazhong Numerical Control Co.,Ltd Wuhan 430223,CHN)
This paper aiming at solving the match problem between homemade common mid or low rate numerical control device and BSV - N/25 serial turret,introduces the design of a turret controller Wich has low price and easy to match with BSV-N/25 by using AT89C51 single chip microcomputer.Through practical use and verification,the turret controller has normal function and is reliability.
Turret;Controller;Numerical Control Machine;Single Chip Microcomputer
周岐荒,男,1964年生,主任工程师,主要从事数控系统研发、设计工作。
(编辑 李 静)(
2009-09-09)
10309
猜你喜欢
娃娃乐园·综合智能(2022年3期)2022-04-19
小猕猴智力画刊(2022年3期)2022-03-28
设备管理与维修(2020年23期)2021-01-04
铁道建筑技术(2020年11期)2020-05-22
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
军营文化天地(2018年2期)2018-04-20
电子制作(2017年13期)2017-12-15
制造技术与机床(2017年3期)2017-06-23
自动化学报(2016年5期)2016-04-16