应用840D扩展接口编制曲轴内铣刀补画面的方法
2010-09-11 09:13郭小伟
制造技术与机床 2010年7期
罗 敏 郭小伟
(湖北汽车工业学院,湖北十堰 442002)
应用840D扩展接口编制曲轴内铣刀补画面的方法
罗 敏 郭小伟
(湖北汽车工业学院,湖北十堰 442002)
以曲轴内铣机床人机界面的设计为例,介绍了应用西门子840D数控系统扩展接口开发曲轴内铣刀具补偿人机界面的过程及方法。
曲轴内铣 数控系统 人机界面
SINUMERIK840D系统的开放性主要体现在两个方面:NC系统的开放和人机界面的开放。前者允许用户在标准NC内核的基础上实现特殊变换或特殊工艺/特殊功能,并以编译循环(compile cycle)的形式装入NC系统。后者则是在SINUMERIK840D标准界面上,加入满足特殊工艺和操作的定制画面。在SINUMERIK810D/840D/840Di的界面上开发用户画面的方法有:加工程序调用的画面、使用扩展接口编写画面、使用Easy Tools编写画面、使用Configuring Package配置画面、使用Programming Package创建画面。本文介绍使用扩展接口编写曲轴内铣刀补画面的方法。
一个画面由表头(Header)、标题行(Display line)、屏幕窗体元素(Form element)、对话行(Dialog line)、图表(Graphic)、水平8个软键、垂直8个软键等组成,如图1所示。
1 创建配置文件
用户可以用系统固定或预定的软键打开新的界面屏幕,其前提是必须将编制的界面程序放入与软键相对应的配置文件中。软键与配置文件的对应关系见表1。
本课题中,设计两种方式下进入刀具补偿输入界面,即自动方式和程序方式下进入界面。其对应的配置文件为MA_AUTO.COM和PROG.COM中。该配置文件保存在PCU50的硬盘上,其保存路径为:DHCUS.DIR
2 创建界面显示文本
在840D系统中,人机界面可以显示多国语言。界面显示文本的文件名格式为:ALUC_xx.COM;代码XX为各种语言的简写形式,见表2。例如,“uk”表示英语,“fr”表示法语等。


表1 软键与配置文件

表2 文本语言选择参照表
本界面使用汉语显示,上述文本定义保存文件名为ALUC_ch.COM。保存在PCU50硬盘上,路径为:oem。文本定义代码范围85000—89899。定义格式如下:8XXXX 0 0“文本”;“文本”即为在屏幕中需显示的内容。本设计中部分文本定义见表3。
3 定义全局变量
在刀具补偿人机界面中,输入的刀补值送入全局变量保存。定义全局变量的文件须命名为MGUD.DEF。全局变量的定义格式如下:
DEF NCK REAL变量名 ;变量类型为实型
本课题定义的全局变量如下:


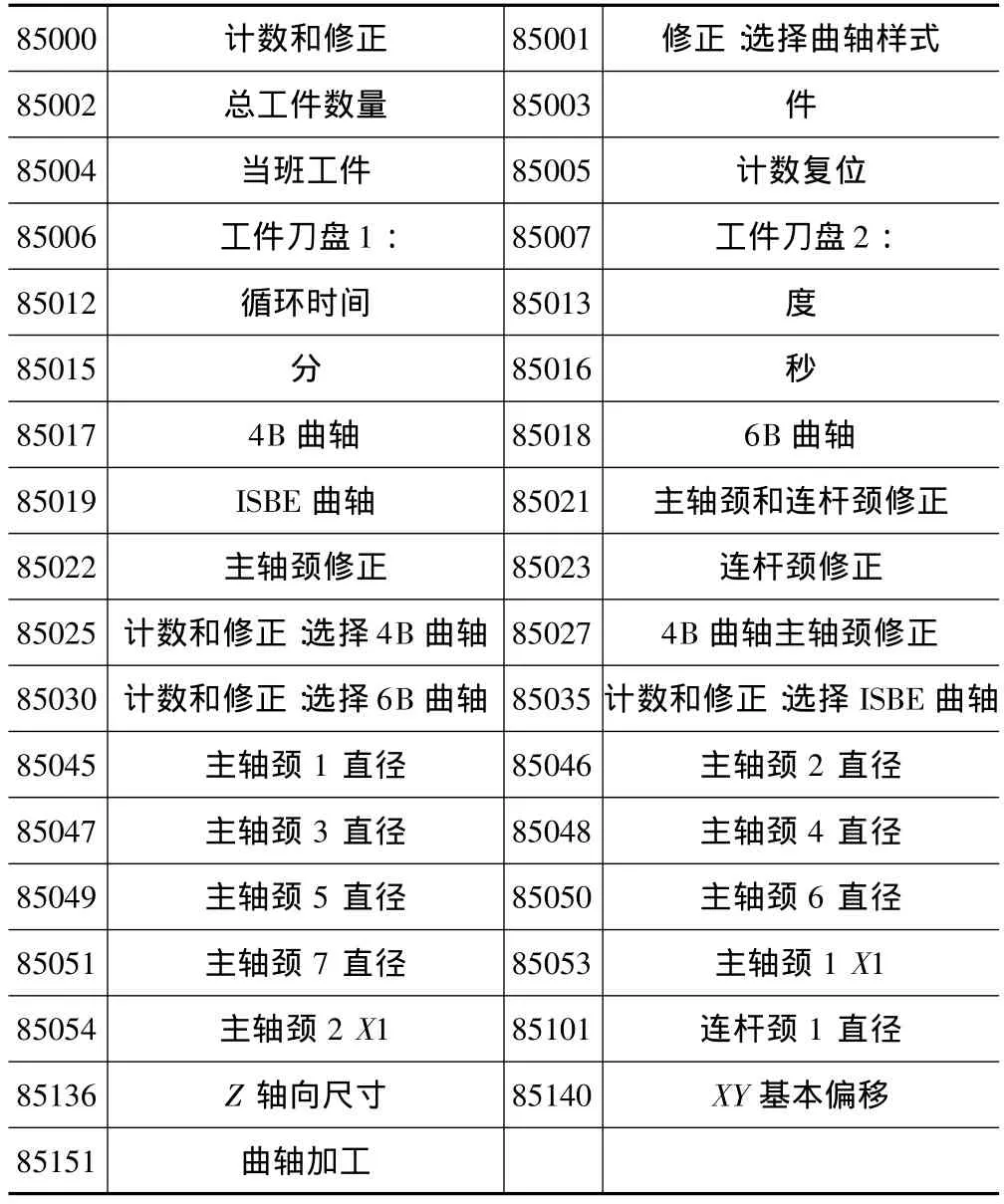
表3 文本定义
4 界面切换
在840D系统中,每个界面上都有16个软键,水平方向8个软键,垂直方向8个软键。
水平软键用HS_表示。水平方向8个键从左至右为:HS1~8。水平软键用VS_表示。垂直方向8个键从上到下为:VS1~8。可通过编程,定义各个软键。当一个已被定义的软键被按下时,进入新的界面。在新产生的界面中又可以定义新的软键,这样可不断进行嵌套定义,最后形成软键树的结构,如图2所示。
软键定义编程如下:


5 界面内容设计
界面内容设计包括:水平和垂直软键设计、屏幕窗体设计、屏幕窗体元素设计等。
5.1 界面设计基本结构
界面整体内容设计基本结构如下:

5.2 软键定义
每一个界面有16个软键,水平和垂直方向各有8个。软键定义格式如下:
HS1=(″OK″);该界面的水平第一个键显示“OK”
5.3 屏幕窗体设计
在屏幕窗体设计中,可在标题行为该窗体命名。也可在屏幕中插入图表,为图表定位。设计一个屏幕窗体,基本上结构如下:

其中:
Identifier:标识符,即窗体名称
[Header]:可设置标题行需显示的内容
[Graphic]:利用其可在窗体中插入图表,此处为图表文件的名字
[Dimension]:给窗体主体指定位置(距界面左端的距离,距界面顶部的距离,主体的宽度,主体的高度)
[System or user variable]:当前光标位置可通过该系统变量或用户变量传送到NC或PLC
[Graphic position]:定义插入图表的位置(距窗体左端的距离,距窗体顶部的距离)
[Attributes]:定义行显示的栏数(分为CM0方式:用户可定义设置栏宽度;CM1方式:系统根据显示内容的宽度设定栏数。系统缺省定义为CM0方式)
5.4 屏幕窗体元素设计
屏幕窗体元素包括:短文本、图表、输入输出领域、单位文本等。屏幕窗体元素定义格式如下:
DEF标识符(Identifier)=
(变量类型 Variable type/值限制 limit values or toggle field or table identifier/缺省选择 Default/文本Texts/属性Attributes/帮助显示Help display/系统或用户变量System or user variable/短文本位置Position of short text/输入输出区域位置Position I/O field/颜色Colors/帮助 Help)
(1)变量的类型:
实型变量R[x]:X值为实型变量小数点后的位数;整形变量I:整数;字符串变量 S[x]:X值为字符串的长度;字符变量C:单个字符;布尔变量B:只有0和1两个数值。
(2)值限制:可设置数值的范围或极限值。
(3)缺省:一般不进行设置,默认缺省。
(4)文本:长文本(Long text):在显示行的文本;短文本(Short text):屏幕窗体元素名称;图表文本(Graphics text):图表文本内容;单位文本(Unit text):屏幕窗体元素单位。
(5)属性
输入方式(系统缺省设置为wr2):wr0为无输入输出领域,可见短文本;wr1为从PLC中读出数据;wr2为读出或写入数据;wr3为从PLC中读出数据,并光标定位。
访问级别(系统缺省设置为ac7);从高到低依次为 ac1~7。
字体大小(缺省设置为fs1):fs1为缺省字体大小(8 pt.);fs2为双倍字体大小。
(6)帮助显示:帮助显示文件名写在双引号“”中。当光标定为在此变量时,会自动显示帮助信息。
(7)系统或用户变量:NC或PLC中的系统或用户数据被分配到此变量。
(8)短文本位置:距窗体左端的距离,距窗体顶部的距离,短文本的宽度。
(9)输入输出区域的位置:距窗体左端的距离,距窗体顶部的距离,输入输出区域的宽度,输入输出区域的高度。
(10)颜色:可设置背景颜色和前景颜色。颜色代码1~10。前景颜色缺省为黑色,背景颜色缺省为白色。
(11)帮助:分为帮助文件,索引,帮助文本。一般不进行设置。
6 曲轴内铣刀具补偿界面设计
6.1 刀具补偿界面结构
刀具补偿界面共设计了以下几种界面:4B曲轴修正界面,6B曲轴修正界面,ISBE曲轴修正界面,XY基本偏移界面,4B、6B、ISBE曲轴的主轴颈和连杆颈修正界面、主轴颈修正界面、连杆颈修正界面。每个界面下的软键通过嵌套定义又可进入新的界面,实现界面之间相互切换。本设计中,设计了两种进入界面的方式:自动方式下,按下水平第二个软键和程序方式下,按下水平第8个键,可进入主界面。刀具补偿界面设计的整个结构图如图3所示。
6.2 计数和修正界面的设计
以4B曲轴界面设计为例,设计出来的4B曲轴计数和修正界面如图4所示。在该画面,显示总工件数量、当班工件数、刀盘1和刀盘2加工工件数量、循环时间等信息,并可对当班工件数、刀盘1和刀盘2加工工件数量进行复位操作。
(1)标题行设计
在标题行显示“计数和修正:选择4B曲轴”。编程语句如下:


(2)界面内容设计
4B曲轴计数和修正界面中,需要显示“总工件数量”、“当班工件”、“计数复位”、“循环时间”等屏幕窗体元素。

例如,需要在指定的位置显示短文本″总工件数量″和单位 ″件″,并从 PLC读出 DB110.DBD0的数据在输入输出区域进行显示,屏幕窗体元素编程定义如下:

例如,需要在指定位置显示″计数复位″,从屏幕输入数据,并写入内部寄存器M249.5。屏幕窗体元素编程定义如下:

(3)软键设计
软键设计包括软键名称的定义以及按下软键所产生的动作响应的定义。4B曲轴计数与修正界面中,软键编程定义如下:


6.3 轴颈修正界面设计

轴颈修正界面分为:主轴颈修正界面,连杆颈修正界面,主轴颈和连杆颈修正界面三种界面。在4B曲轴、6B曲轴、ISBE曲轴加工中都包括以上三种修正界面。现以4B曲轴的主轴颈修正界面的设计为例,设计界面如图5所示。
(1)标题行的设计
在标题行显示“4B曲轴主轴颈修正”,编程定义如下:

(2)界面内容设计
4B曲轴的修正包括:主轴颈2~5直径和坐标的修正。用户从界面输入数据,输入的数据将被写入相应的全局变量中。如在指定位置显示″主轴颈4直径″和″mm″,从屏幕输入数据,写入变量″Dia_4BM_M4″。编程如下:

(3)软键定义
4B曲轴加工主轴颈修正界面下,软键定义程序与前述界面中相似。下面是水平第二个键的编程定义。

7 结语
在应用西门子840D数控系统开发曲轴内铣控制系统的过程中,利用扩展接口编制了刀具补偿人机界面,该界面符合操作习惯,具备中文显示,增强控制系统的易用性。本文采用扩展接口编制界面的方法对设备制造厂家优化用户操作界面具有借鉴意义。
[1]刘同.在西门子系统上制作用户画面的方法简介[J].制造技术与机床,2005(10):110 -111.
[2]吴君,张为民,焦兴军.基于西门子840D数控系统的电缆弯制设备的人机界面开发[J].机床与液压,2006(7):121 -123.
[3]陈峥嵘.西门子840D数控系统管理界面的二次开发[J].制造技术与机床,2006(8):112 -114.
如果您想发表对本文的看法,请将文章编号填入读者意见调查表中的相应位置。
Method to Develop Internal Crankshaft Milling Tool Compensation HMI Using 840D Expanding Operator Interface
LUO Min,GUO Xiaowei
(Hubei Automotive Industries Institute,Shiyan 442002,CHN)
With the example of HMI(human -machine interface)development for the control system of internal crankshaft milling machine,the process and method to develop the tool compensation HMI for the machine using Sinumerik 840D expanding operator interface are introduced in this paper.
Internal Crankshaft Milling;CNC System;HMI(human-machine interface)
罗敏,男,1967年生,研究员级高级工程师,教授,主要从事数控技术应用研究。
p
2009-10-30)
10741
猜你喜欢
航天工业管理(2020年9期)2020-12-28
装备制造技术(2019年12期)2019-12-25
档案天地(2019年5期)2019-06-12
制造技术与机床(2019年4期)2019-04-04
现代计算机(2018年35期)2019-01-22
制造技术与机床(2017年5期)2018-01-19
中文信息学报(2016年6期)2016-06-01
中文信息学报(2014年6期)2014-02-28
汽车与新动力(2012年1期)2012-03-25
智能计算机与应用(2007年4期)2007-08-25