粉末冶金注射成形制备高强度不锈钢锁芯
2010-09-05 02:07:58蔡一湘
材料研究与应用 2010年3期
陈 强,罗 锴,蔡一湘
(广州有色金属研究院粉末冶金研究所,广东 广州 510650)
粉末冶金注射成形制备高强度不锈钢锁芯
陈 强,罗 锴,蔡一湘
(广州有色金属研究院粉末冶金研究所,广东 广州 510650)
用水雾化316L不锈钢粉,粉末填充量分别为54%和56%,以普通石蜡、低密度聚乙烯、聚丙烯和硬脂酸为粘结剂,对锁芯零件进行注射成形.零件经高温烧结,1050℃氮化处理后,其密度、强度及尺寸精度等指标均达到产品性能的要求.
粉末冶金注射成形;不锈钢;烧结;氮化
不锈钢锁芯零件的结构复杂,传统的加工方法不适用于批量生产.若采用精密铸造,虽能减少一些加工量,但由于锁芯尺寸小,结构复杂,某些部分仍需借助于机械加工才能完成,也不适用于批量生产.采用粉末冶金注射成形(MIM)工艺能较好地解决上述问题.采用MIM制造的316L不锈钢制品,其气氛烧结密度可达理论密度的95%~99.5%,抗拉强度大于500 MPa,伸长率可达45%以上[1].而常规的真空烧结,其性能是达不到上述指标的,尤其是强度指标.因此,要通过特殊的渗氮强化处理[2],提高成品的强度,以满足需要.
1 实验过程
1.1 原 料
MIM工艺对原料粉末的成分、球形度、松装密度、摇实密度以及粒度等参数均有要求.作为工业生产我们选用邯郸埃斯尔公司生产的-38μm水雾化316 L不锈钢粉,其性能列于表1,粒度组成列于表2.

表1 316L粉末的成分与性质Table1 Chemicalcomposition and characteristicsof 316L powder

表2 316L粉末的粒度及粒度分布Table 2 The particle size and distribution of 316L powder
1.2 模具设计
零件形状如图1所示.
模具设计为一模二腔,一次注射成形二件.活动芯轴浇口流道为A—A方向.转动芯轴分模面为大小台阶接合面.
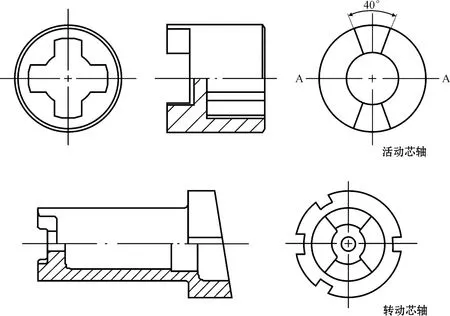
图1 锁芯零件图Fig.1 The part of locking hart
1.3 工艺流程
将所选用的316L粉末,分别以54%和56%两种填充量进行填充,用普通石蜡、低密度聚乙烯、聚丙烯和硬脂酸组成粘结剂.在200℃下将粉末与粘结剂在捏合机中进行混炼.冷却后破碎制粒,进行注射成形.零件先经庚烷溶剂脱脂,再在真空炉中同时进行热脱脂和烧结.在烧结温度下保温一段时间后随炉降温冷却,当温度到达设定值时,在炉中充入氮气,对零件进行氮化处理.在用户自制的扭矩测试仪上测定静扭矩.
2 结果与讨论
2.1 粉末填充量对零件成形的影响
2.1.1 对注形的影响
对新混的料而言,粉末的填充量对注形的影响不大,但对二次料(即浇口破碎后的料)注形的影响较大.当填充量为56%时,在注形过程中会出现塑化困难,填充闭合不完全、裂纹等问题。而采用54%的粉末填充量,不但二次料而且三次料也能很好地注形,这样就提高了混合料的利用率,减少废料的产生.在实际生产中,粉末的填充量越大,烧结时零件的收缩率就越小,变形也就越小.因此,在注形工艺允许的前提下,应尽可能提高粉末的填充量.
2.1.2 对烧结尺寸的影响
在同一温度下烧结时,填充量大,烧结成品的尺寸会偏大.为保证零件的尺寸精度,应根据填充量适当调整烧结温度。填充量为54%时,烧结温度为1360℃;填充量为56%时,烧结温度为1380~1390℃。不同填充量零件的密度和尺寸精度列于表3.

表3 不同填充量的零件密度、硬度和尺寸精度Table 3 The part density,hardness,and dimensional accuracy with different locding
2.2 氮化温度对强度的影响
氮化温度与断裂扭矩的关系列于表4.由表4可见,随着氮化温度的提高,断裂扭矩也不断提高.这是由于充氮(氮化)温度越高,氮化过程进行得越快;氮化温度越高,在随炉冷却进行氮化时的氮化时间就越长,氮化效果也就越好.根据用户对断裂扭矩的要求,结合表4的实验数据,确定充氮工艺为在1050℃下充氮并随炉冷却.

表4 氮化温度与断裂扭矩的关系Table 4 The nitride temperature and rupture of torsional moment
2.3 烧结变形的控制
对尺寸精度的控制是零件制造过程中的重要环节.该零件主要是对锁芯外径公差的控制.由于活动芯轴有内十字盲孔,壁厚相差较大,烧结时外径易椭,因而超差;由于转动芯轴有大台面的9°斜面以及四个键槽,令摆放时重心偏离转动芯轴的中心,有可能会引起较大的变形.为了使烧结收缩时各方向的阻力尽量一致,应选择合适的填料.通过摸索实验,我们选用粗颗粒的氧化铝,较好地解决了烧结收缩变形的问题,零件的变形量控制在允许的范围内.
3 结 论
(1)采用-38μm的水雾化316L不锈钢粉末进行锁芯零件的注射成形是可行的,而且成本低廉,工业生产过程易于控制.
(2)采用蜡基组元的粘结剂配方,不锈钢粉末的填充量为54%和56%的工艺方案是可行的.
(3)采用高温氮化技术,极大地提高了零件的强度.采用本工艺所生产的锁芯密度大于7.6 g/cm3,尺寸精度±0.3%,在1050℃下对其进行充氮强化,断裂扭矩可达25 N·m以上,达到了设计要求.
[1]李松林,曲选辉,李益民,等.国外注射成形不锈钢研究的进展[J].粉末冶金工业,2001,11(3):18-22.
[2]曹永录,刘德义,刘世程,等.奥氏体不锈钢固溶渗氮研究[J].大连铁道学院学报,2005,26(4):76-78.
Lock-core prepared by MIM with 316L stainless steel
CHEN Qiang,LUO Kai,CAI Yi-xiang
(Guangzhou Research Institute of Non-f errous Metals Pow der Metallurgy Research Institute,Guangzhou510650,China)
The parts of lock were prepared by metal injecting modling(MIM)with water-atomizing stainless steel powder which was loaded with 54%~56%,and using common paraffin,low dense polyethylene,polypropylene and stearic acid as binding agent.The parts were sintered and followed by nitriding at temperature of 1050℃.The density,strength and dimension precision were up to the requirement of products.
metal injecting modling(MIM);stainless steel;sintering;nitriding
TG142.71
A
1673-9981(2010)03-0216-03
2010-01-05
陈强(1956—),男,重庆人,高级工程师,学士.
猜你喜欢
湘潮(上半月)(2022年7期)2022-12-06 03:35:08
黑龙江交通科技(2021年10期)2021-11-01 00:43:50
陶瓷学报(2021年1期)2021-04-13 01:33:08
精密成形工程(2021年2期)2021-03-29 07:59:40
石油沥青(2019年3期)2019-07-16 08:48:20
热处理技术与装备(2019年1期)2019-03-14 08:07:20
电子制作(2018年12期)2018-08-01 00:47:48
商洛学院学报(2017年2期)2017-05-17 05:19:49
腐植酸(2016年1期)2016-12-16 08:28:50
上海金属(2016年2期)2016-11-23 05:34:32