
AgAlTi2 C钎焊Cf/SiC复合材料与TC4接头组织结构
2010-09-04 11:41薛行雁熊进辉黄继华赵兴科王志平北京科技大学材料科学与工程学院北京100083
材料工程 2010年5期
薛行雁,熊进辉,黄继华,张 华,赵兴科,王志平(北京科技大学材料科学与工程学院,北京100083)
AgAlTi2 C钎焊Cf/SiC复合材料与TC4接头组织结构
薛行雁,熊进辉,黄继华,张 华,赵兴科,王志平(北京科技大学材料科学与工程学院,北京100083)
研究用Ag粉、A l粉、Ti粉、短炭纤维配制以Ag26A l为主的混合粉末真空钎焊Cf/SiC陶瓷基复合材料和钛合金,采用X射线衍射、扫描电镜和能谱仪对接头组织结构进行分析。结果表明:在Ag26Al中加入Ti可以提高钎料对复合材料的润湿性并抑制钎料中A l的氧化,加入短炭纤维可以缓解接头热应力。在不同工艺条件下,真空钎焊得到了完整的复合接头,钎焊过程中生成的钛铝化合物在接头中细小均匀分布,在短炭纤维周围原位合成了TiC。当在Ag26Al中加入一定质量分数的Ti和短炭纤维,在910℃保温10min的最佳工艺条件下得到的接头最高剪切强度达到90.8M Pa。
Cf/SiC;TC4;钎焊;短炭纤维
炭纤维增强SiC陶瓷基复合材料(Cf/SiC)具有优异的高温强度、良好的耐腐蚀、抗氧化、抗热震及耐磨性能,目前已经成为航空航天发动机制造首选的陶瓷基复合材料。新型大推力航空航天发动机的研制,迫切需要将轻质耐高温的炭纤维增韧碳化硅陶瓷基复合材料与易加工成型的金属连接起来。因此,研究Cf/ SiC陶瓷基复合材料与金属材料特别是钛合金的连接尤其具有重要的意义[1]。
目前,Cf/SiC陶瓷基复合材料与金属的连接研究已成为前沿热点,但是能够很好地将两者连接并具有一定的强度的报道较少。Cf/SiC陶瓷基复合材料与钛合金连接的主要问题在于两者冶金相容性差,无法进行直接熔化焊接,而且Cf/SiC复合材料与钛合金冶金之间膨胀系数差异较大,接头往往形成较大热应力,容易开裂。扩散焊、钎焊等是连接陶瓷与金属比较常用的方法,钎焊对母材的表面状况要求较低,可在无压力或小压力的条件下完成连接,更适合于Cf/SiC陶瓷基复合材料的连接。国外学者A sthana等用Cusil2 ABA和TiCuSil钎料实现了Cf/SiC与金属的连接[2]。国内学者[3-6]在Ag2Cu2Ti钎料中引入一种低膨胀系数的增强相如SiC和W,连接SiC陶瓷、Cf/SiC陶瓷基复合材料和钛合金。钎焊形成的接头具有介于陶瓷和金属之间的热膨胀系数,可以有效地缓解接头的残余热应力,提高接头的室温和高温强度。Ag2Cu2Ti钎料是一种润湿性较好的钎料,但钎焊的连接层中会形成大块的金属间化合物,不利于接头的性能。
为了获得塑性较好而且没有大块金属间化合物形成的连接接头,本研究采用AgA lTi和AgA lTi2C钎料连接了Cf/SiC陶瓷基复合材料与钛合金,利用XRD,EDS,SEM等分析手段,对接头组织结构进行分析研究,并初步测试了接头的剪切强度。
1 实验
1.1 原料及制备
被连接母材为3D2Cf/SiC(“3D2Cf”代表“三维炭纤维强化”)陶瓷基复合材料与TC4钛合金。Cf/SiC陶瓷基复合材料密度为2.0~2.1g/cm3,孔隙率为10%~15%,纤维束为3K,纤维体积分数为45%~50%,室温抗弯强度约400M Pa,试样尺寸为5mm× 5mm×5mm。TC4钛合金化学成分为Ti26A l24V,试样切割成<15mm×3mm的圆柱体。将复合材料、钛合金试样的待连接面分别用粒度为240和60的SiC砂纸研磨,用丙酮清洗干净后,放入温度约为50℃的干燥箱中烘干备用。复合钎料原料如下:A g粉粒度-250目、A l粉粒度-200目、Ti粉粒度-400目、炭纤维粒度-150目,纯度为97%。粉末均按质量分数称取,先配制成Ag26Al的粉,再在此基础上添加质量分数为0%~10%的钛粉,固定的质量分数为2%的炭纤维。最终的复合钎料粉用球磨罐混合均匀(混合约1~2h),将复合钎料分成两部分作对比实验,一部分在10MPa的压力下压成约0.5mm厚的薄坯,一部分用酒精混成糊状物。将薄坯或糊状物置于Cf/SiC复合材料和钛合金之间并施加8×10-3MPa压力。实验条件下的真空度高于6×10-3Pa,温度为900~950℃,保温时间为10~30min,升温速率11℃/min,降温速率5℃/min。
1.2 分析测试
利用LEO21450扫描电镜、能谱仪和X射线衍射仪对连接层、反应界面进行了组织观察和成分及物相分析。在M TS810试验机上进行剪切实验,压头速度0.01mm/s。
2 结果与分析
2.1 用(Ag26Al)+Ti薄坯钎料钎焊后接头组织
图1是采用(Ag26A l)+2%(质量分数,下同)Ti钎料在950℃保温10m in钎焊接头组织,图2为中间层XRD图谱。在低倍和高倍电镜照片下Cf/SiC复合材料与连接层结合得很紧密,结合界面没有裂纹和空洞,Cf/SiC复合材料中的炭纤维也没有断裂。在Cf/ SiC复合材料一侧明显地有一层反应层,如图1(b)。反应层进行EDS分析(反应层元素A l,Si,Ti,Ag原子分数为5.34∶16.08∶70.58∶7.99)表明钎料中的Ti与复合材料中的SiC基体发生了反应,由反应层中原子比例推断反应可能生成了Ti2Si和Ti2Si2C相,如Ti5Si3,Ti3SiC2相。
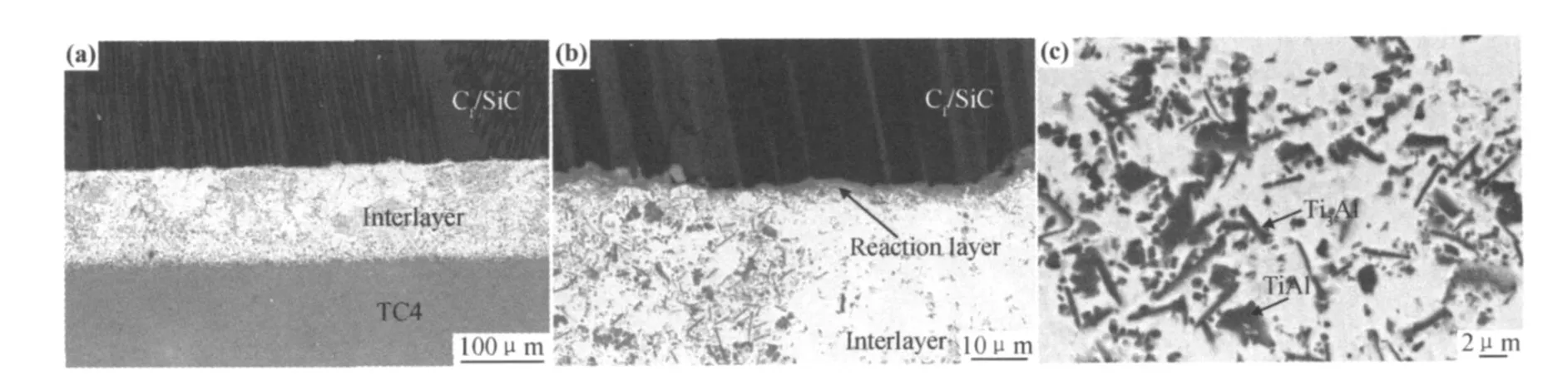
图1 (Ag26Al)+2%Ti钎焊后接头背散射照片 (a)接头微观组织;(b)Cf/SiC复合材料与中间层界面;(c)中间层Fig.1 Backscattered electron micrographs of joints brazed by(Ag26A l)+2%Ti (a)micrograph of the joint;(b)interface between composite and interlayer;(c)interlayer
图1(c)是中间层照片,中间层主要由白色相和深灰色相组成,灰色相弥散均匀地分布在白色相中。根据XRD和EDS分析结果,白色相主要成分为Ag,含有少量Ti,深灰色相有不定形状和短条状两种,不定形状的主要为TiA l,短条状的主要为Ti3A l。这些相是在钎焊过程中Ag,A l和Ti发生一系列复杂的反应而得到的[7]。
2.2 用(Ag26Al)+Ti+C薄坯钎料钎焊后接头组织
图3是(Ag26A l)+8%Ti+2%C在930℃下钎焊
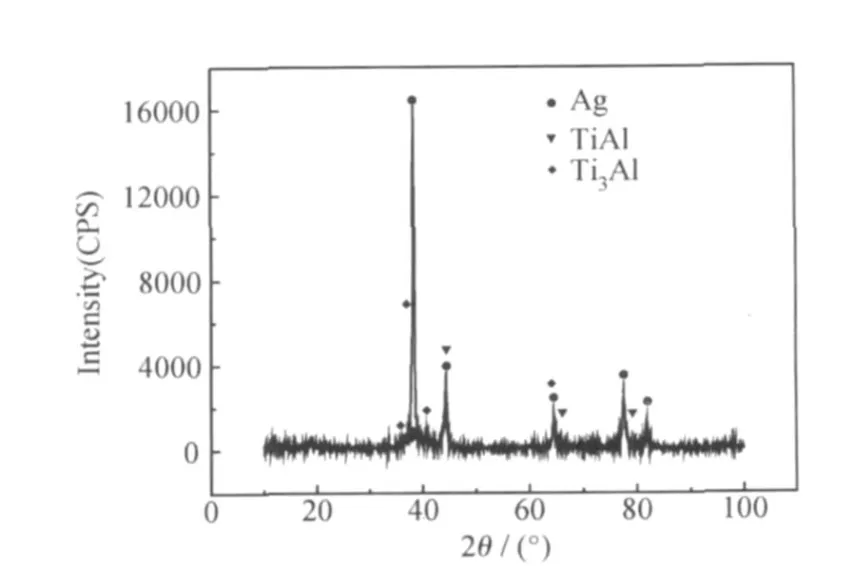
图2 (Ag26Al)+2%Ti钎焊后中间层X射线衍射谱Fig.2 XRD pattern of interlayer brazed by(Ag26Al)+2%Ti
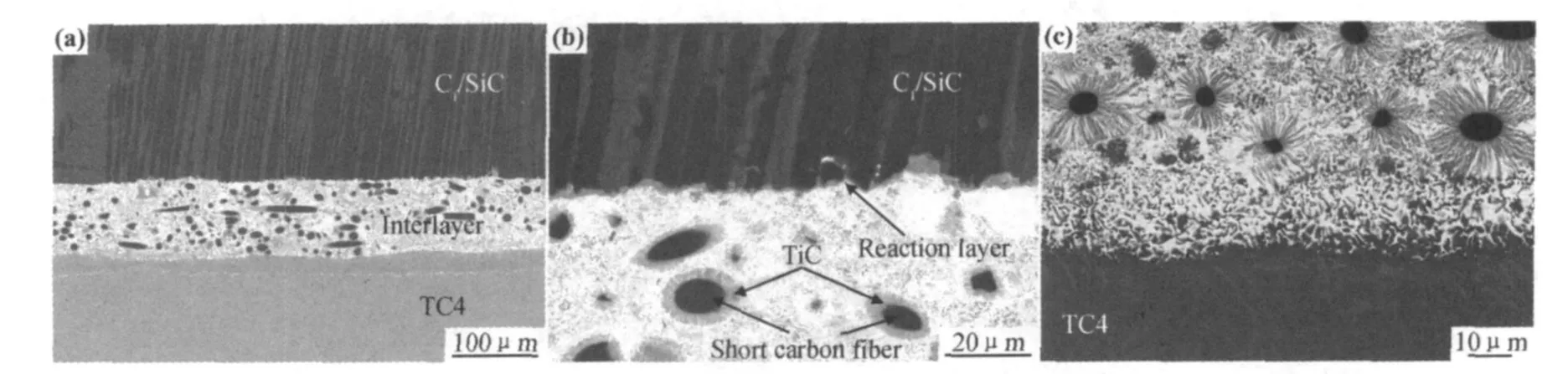
图3 (Ag26Al)+8%Ti+2%C钎焊后接头背散射照片(a)接头微观照片;(b)Cf/SiC复合材料与中间层界面;(c)TC4与中间层界面Fig.3 SEM of joints brazed by(Ag26Al)+8%Ti+2%C (a)micrograph of the joint;(b)interface between composite and interlayer;(c)interface between TC4 and interlayer

图4 (Ag26A l)+8%Ti+2%C钎焊后中间层X射线衍射谱Fig.4 XRD pattern of interlayer brazed by(Ag26A l)+8%Ti+2%C
后的接头组织,图4为中间层XRD图谱。在中间层与复合材料之间的界面处有很明显的反应层,反应层与复合材料结合紧密。钎焊过程中液态钎料能渗入复合材料的空隙中,钎料中的Ti与复合材料中的SiC反应也可造成复合材料中炭纤维的裸露,并植入连接层中形成锯齿状咬合。这样增加了连接层与复合材料的结合面积,提高了界面结合强度。其中的深黑色圆点和深黑色短条是短炭纤维,且很均匀地分布在连接层中,在每一个短炭纤维周围都会成辐射状地分布絮状灰色相,在距离短炭纤维较远的地方也存在没有确定形状的灰色相。图3(a)中靠钛合金一侧隐隐约约一条细白线是Ag,这是由于钛合金向中间层扩散导致的。图3(c)是在950℃钎焊后中间层与钛合金的界面,钛合金向钎料连接层中扩散,与连接层形成牢固的界面扩散结合,进行EDS分析发现连接层中Ti含量远远超过钎料中最初的添加量,说明有大量的Ti从钛合金一侧向连接层中扩散。
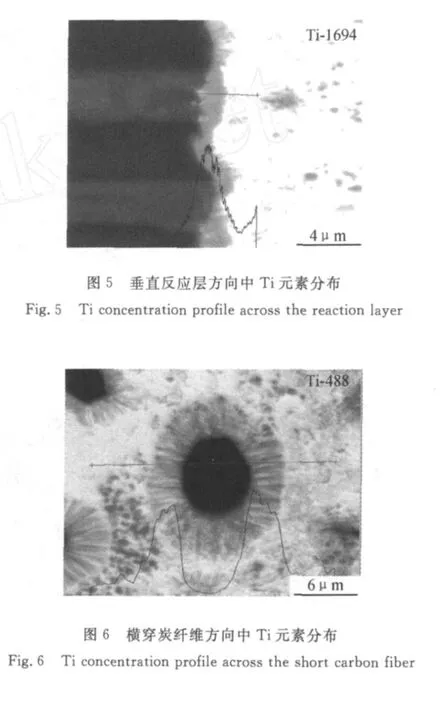
图5是在垂直于反应层方向Ti元素的分布,图6是在横穿炭纤维方向Ti元素的分布。结合XRD和能谱对这些相进行分析,结果显示:短炭纤维周围辐射絮状灰色相是TiC,辐射絮状物越靠近短炭纤维C含量越高。由于短炭纤维的加入影响了液态钎料中Ti元素的扩散,进而影响了灰色相的分布,造成短炭纤维周围辐射絮状灰色相的出现。因为Ti对C是比较有亲合力的元素,液相钎料中的Ti会向短炭纤维周围扩散聚集,同时短炭纤维中的C也有少量的向外扩散,这样先到达短炭纤维附近的Ti与C反应合成TiC,形成了短炭纤维与连接层的化学结合。在距离短炭纤维较远且没有确定形状的灰色相,是钎料液相中没有向短炭纤维聚集的Ti与液相反应的产物,其主要产物是TiA l和Ti3Al。由于Ti元素向短炭纤维的聚集较多,故用(Ag26Al)+Ti+C连接的中间层中出现的短条灰色相没有(Ag26Al)+Ti连接的中间层中出现得多。
同样的钎料分别用薄片和糊状物形式钎焊时,结果表明将钎料压制成薄坯一定程度上可以抑制钎料中A l的氧化。单纯的Ag26A l钎料不能很好地连接Cf/ SiC复合材料和钛合金,在钎料与复合材料结合面有裂纹,而且Ag26A l钎料对复合材料的润湿性也非常差,在钎料表面有氧化现象。但随着向Ag26A l钎料中添加Ti含量的提高,钎料对复合材料的润湿性明显提高,另外Ti元素也具有抑制A l元素氧化的效果。而且在Ag26A l钎料中添加适量的Ti可以很好地连接复合材料和钛合金。将钎料做成薄坯和Ti元素的加入同时解决了钎料中A l氧化和对复合材料不润湿的问题。短炭纤维的加入降低了钎料层的热膨胀系数,建立了一个热膨胀系数介于Cf/SiC复合材料和钛合金之间的过渡复合层,缓解接头在降温过程中产生的热应力,同时提高了接头强度。短炭纤维在钎料层中能均匀分布,且与钎料形成良好的化学结合。在不同的工艺条件下,采用AgA lTi和AgA lTi2C钎料钎焊,均可得到良好的接头。
利用M TS810试验机对AgA lTi2C接头的剪切应力进行初步测试。当连接温度为910℃保温10min得到的接头剪切强度为90.8M Pa。
3 结论
(1)采用AgA lTi和AgA lTi2C复合钎料钎焊Cf/ SiC复合材料和钛合金,可以得到良好的接头,把钎料压制成薄片和Ti的加入可以抑制A l的氧化并提高润湿性。
(2)钎料中的短炭纤维能均匀分布在连接层中,与扩散到它周围的Ti反应生成TiC,与连接层形成很好的化学结合,降低连接层的热膨胀系数,有利于缓解热应力。
(3)钎料中反应生成的TiA l和Ti3A l相能细小均匀地分布在连接层中。钛合金中有大量的Ti扩散到连接层中参与反应。
(4)在910℃保温10min的工艺条件下接头最高剪切强度可以达到90.8M Pa。
[1] IMU TA M,GOTOH J.Development of high temperature mate2 rials including CMCs for space application[J].Key Engineering Mater,1999,164-165:439-444.
[2] ASTHANA R,SINGH M.Joining of partially sintered alumina to alumina,titanium,hastealloy and C2SiC composite using Ag2Cu brazes[J].Journal of the European Ceramic Society,2008,28: 617-631.
[3] 林国标,黄继华,毛建英,等.SiC陶瓷与钛合金(Ag2Cu2Ti)2 SiCP复合钎焊接头组织结构研究[J].航空材料学报,2005,25 (6):24-28.
[4] 林国标,黄继华,张华,等.Zr对钎焊连接层(Ag2Cu2Ti)2SiCP组织结构的影响[J].材料研究学报,2006,20(2):176-180.
[5] L IN Guo2biao,HUANG Ji2hua,ZHANG Hua,et al.M icro2 structure and mechanical performance of the brazed joints of Cf/ SiC composite and Ti2alloy using Ag2Cu2Ti2W[J].Science and Technology of Welding and Joining,2006,11(4):379-383.
[6] 林国标,黄继华,张建纲,等.SiC陶瓷与Ti合金的Ag2Cu2 Ti2W复合钎焊接头组织结构研究[J].材料工程,2005,(10): 17-22.
[7] HASH IMOTO K,DOIH.Experimental study on phase diagrams of the ternary Ti2Al2Ag system[J].Jap Inst Met,1983,47:1036 -1041.
M icrostructures of Composite Brazing Joints of Cf/SiC Composites and TC4 Using AgA lTi2C Filler Materials
XUE Hang2yan,XIONGJin2hui,HUANG Ji2hua,ZHANG Hua, ZHAO Xing2ke,WANG Zhi2ping
(School of M aterials Science and Engineering,University of Science and Technology Beijing,Beijing 100083,China)
Cf/SiC composite and TC4 were successfully joined by the mixed pow ders of Ag,A l,Ti and sho rt carbon fibers under vacuum condition.The microstructure of the joints was investigated by X2 ray diffraction,scanning electron microscopy and energy dispersive spectrometry.The results show that the maxim um shear strength is 90.8M Pa and the op timal parameter is brazing at 910℃w ithin 10min.The addition of short carbon fibers contributes a lot to the shear strength by alleviating the thermal stress of the joints and to the in2situ fo rmation of TiC around the sho rt carbon fibers.Tiele2 ment can imp rove fillermetal’swettability to Cf/SiC composite and restrain the oxidation of Al element.
Cf/SiC;TC4;brazing;short carbon fiber
TG407
A
100124381(2010)0520068204
国家高技术研究发展计划资助项目(2006AA 03A 221)
2009201221;
2009211202
薛行雁(1984—),女,硕士研究生,从事陶瓷与金属钎焊技术的研究工作,联系地址:北京市海淀区学院路30号北京科技大学材料学院253信箱熊进辉(100083),E2mail:xuehyhappy@yahoo.cn
猜你喜欢
智能建筑与智慧城市(2021年11期)2021-12-08
轮胎工业(2020年4期)2020-03-01
粉末冶金材料科学与工程(2019年2期)2019-05-08
焊接(2016年8期)2016-02-27
焊接(2016年8期)2016-02-27
焊接(2016年6期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
中国有色金属学报(2015年8期)2015-03-13
