
抄造工艺参数对ASA施胶性能的影响
2010-09-02 06:26:58刘建杰李群牛立平丁文慧
造纸化学品 2010年2期
刘建杰,李群,牛立平,丁文慧
(天津科技大学材料科学与化学工程学院,天津市制浆造纸重点实验室,天津300457)
抄造工艺参数对ASA施胶性能的影响
刘建杰,李群,牛立平,丁文慧
(天津科技大学材料科学与化学工程学院,天津市制浆造纸重点实验室,天津300457)
以杨木APMP为原料,重点考察了抄纸浆浓、浆料pH、湿部助剂添加顺序、湿部停留时间、压榨力、压榨时间、干燥温度和干燥时间等抄造过程中的工艺参数对ASA施胶性能的影响。研究结果表明:抄纸浆浓过高会使手抄片的施胶度下降;浆料的pH对施胶度有很大影响,当浆料pH在6~8之间时可以得到较好的施胶效果;湿部助剂添加顺序的不同导致施胶度有较大的差异;施胶度随着
ASA乳液在湿部停留时间的增长而下降;施胶度随压榨压力和压榨时间的增加而上升,但是上升幅度并不大;手抄片完全干燥后即可得到稳定的施胶度,而施胶度受干燥温度影响很大,温度越低,施胶度也越低。
烯基琥珀酸酐;中性施胶;抄造工艺
烯基琥珀酸酐(ASA)是一种中/碱性施胶剂,最早出现于20世纪60年代,目前在碱性造纸中得到广泛的应用[1]。ASA与纸浆纤维的反应活性高,施胶熟化时间短,纸张下机即可取得良好的施胶效果[2-3],但存在易水解、在纤维上留着率低等缺点[4]。ASA用于施胶前必需先乳化[5-6],乳化后的ASA乳液需立即使用,防止其水解。纸张施胶效果与ASA乳液的稳定性有关,同时也受到抄造过程工艺参数的影响和制约[7-8]。
近年来,国内APMP制浆技术发展迅速,杨木APMP已被普遍用于配抄生产文化用纸、新闻纸、LWC原纸和SC纸等产品[9-10],在可以预见的未来,杨木APMP在造纸工业生产中将会占据更加重要的位置。
本文详细研究了以杨木APMP为原料,纸页抄造过程中浆浓、浆料pH、湿部助剂添加顺序、湿部停留时间、压榨和干燥温度等抄造工艺参数对ASA施胶效果的影响,这对研究ASA施胶特性、完善ASA在杨木APMP中的施胶条件、改善其施胶效果、提高ASA内部施胶纸张的质量和产量,促进ASA在国内的应用等方面有一定的参考价值。
1 实验
1.1 原料与药品
杨木APMP,自制,最终打浆度50°SR;ASA取自工厂;ASA乳化剂,自制;阳离子淀粉(CS),取代度0.05,自制;CPAM,汽巴公司提供;PCC(400目),河北产;氢氧化钠、盐酸、硫氰酸铵、三氯化铁以及其他化学品均为分析纯。
1.2 试验方法
阳离子淀粉的糊化:称取一定量的阳离子淀粉加入蒸馏水中,控制浓度,在90℃的恒温水浴中加热并不断的搅拌,保温20 min后停止搅拌,冷却至30℃后备用。
CPAM的溶解:称取一定量的CPAM颗粒加入水中,控制质量分数为0.1%,在电磁搅拌器上搅拌3 h。
ASA的乳化:将ASA与乳化剂按一定的比例加入到高速搅拌器中并加入一定量的明矾,控制ASA的浓度,并控制一定的温度与时间,进行乳化。
浆料疏解:取所需质量已经准备好的杨木APMP浆料用标准纤维疏解器进行疏解,疏解转数15 000转。
根据实验的安排,改变相应工艺参数进行浆内ASA施胶抄纸。助剂的加入顺序为:浆料CSASA乳液PCCCPAM。每种助剂加入相隔1 min并不停的搅拌。助剂加入量分别为w(CS)=0.5%(对绝干浆,下同),w(ASA)=0.2%,w(PCC)=15%,w(CPAM)=0.03%。
手抄片的抄造:抄片浆浓0.25%,定量60 g/m2,压榨压力1.06 MPa,压榨时间7 min(正面5 min,反面2 min),真空干燥温度95℃,时间5 min,取出后放进电热鼓风干燥箱(105℃)干燥20 min进行熟化。实验过程中除改变相应参数之外,其他参数保持不变。
按GB/T 460—2008标准(液体渗透法)对手抄片进行施胶度测定,并分析结果。
紧度的测定:按GB/T 451.2—2002测定手抄片的定量,按GB/T 451.3—2002测定手抄片的厚度,根据定量与厚度计算手抄片的紧度,计算公式为:ρ=g/(1 000×δ),其中:ρ表示紧度,单位g/cm3;g表示定量,单位g/m2;δ表示厚度,单位mm。
2 结果与讨论
2.1 抄纸浆浓对ASA施胶效果的影响
称取实验所需的杨木APMP浆料,控制一定浓度进行疏解,只改变抄纸前的浆浓,其他条件不变。成纸后测定手抄片施胶度,实验结果如图1所示。
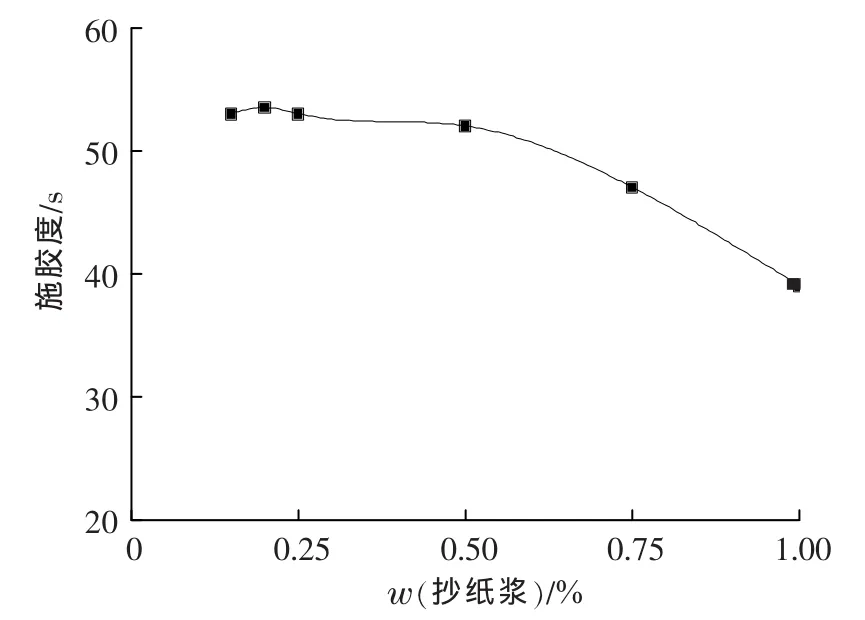
图1 抄纸浆浓对ASA施胶效果的影响
从图1可知,抄纸浆浓对ASA的施胶效果有很大影响。在抄纸浆浓为0.15%时,施胶度为53.5 s,抄纸浆浓为0.20%时,施胶度为最高54.1 s,抄纸浆浓继续增加,施胶度则明显下降,而当抄纸浆浓为1.00%时,施胶度降到了38.4 s。所以,用ASA施胶要想取得较好的施胶效果,需要对抄纸浆浓进行控制。抄纸浆浓过低或过高都不利于ASA的施胶,抄纸浆浓过低,加入ASA后,ASA不易吸附在纤维上,而且很容易水解,进而影响ASA的施胶效果;抄纸浆浓过高时,ASA不能和浆料混合均匀,致使ASA不能均匀有效地吸附在纤维上,从而导致ASA的施胶效果大大下降。
2.2 浆料pH对ASA施胶效果的影响
称取一定量疏解好的浆料,在不断搅拌的情况下向浆料中缓慢加入已配好的HCl溶液或NaOH溶液,调节浆料的pH,调节好pH后,按实验步骤加入助剂,然后抄片。实验检测结果如图2所示。
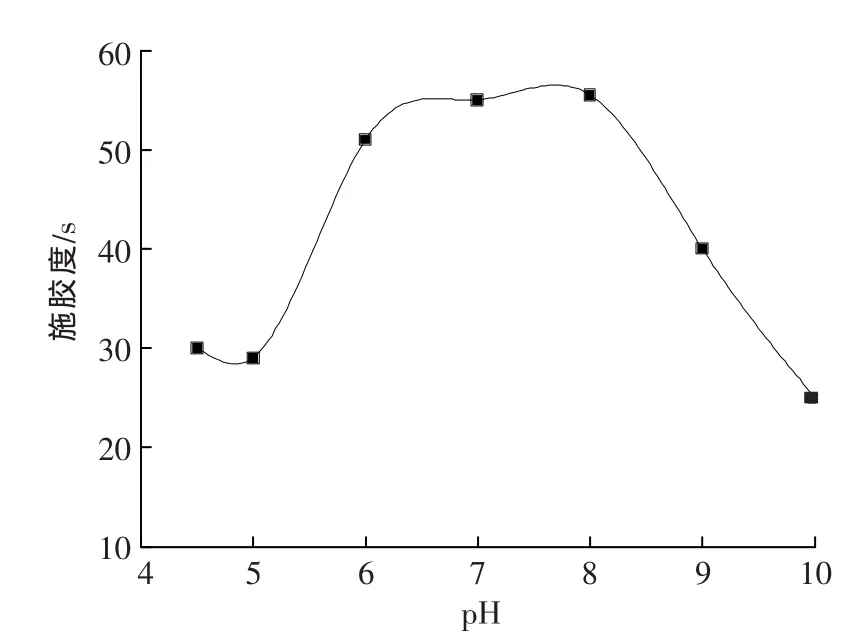
图2 pH对ASA施胶效果的影响
由图2可知,对于杨木APMP的ASA施胶来说,浆料pH对ASA施胶有非常大的影响,其最适pH范围为6.0~8.0。在浆料的pH太低或太高时ASA的施胶效果均不理想。ASA分子易与纤维上的羟基作用固着在纤维上从而产生施胶效果,而与水分子作用则发生水解反应。造纸系统pH在6.0~8.0范围ASA的反应活性很大,同时在此pH下,纸浆中加入的另一个主要组分PCC填料,负电性最小,也即PCC对ASA的吸附量最低。pH太低时,施胶剂的化学反应速度比较慢,pH过低,会引起假施胶,并且部分CaCO3发生分解,造成系统泡沫增多,纸病增多,从而降低ASA施胶效果。当pH大于8时,手抄片的施胶度开始下降,因为CaCO3对具有相反电荷物质的吸附能力迅速上升,pH过高,ASA胶粒的阳电性能也受到影响,对显负电性浆料的吸附能力有所削弱;并且有更多的ASA浆料吸附到CaCO3填料上,CaCO3填料的流失也导致ASA留着的降低,从而降低ASA的施胶效果。同时pH过高,纤维的反应活性也受到较大影响,也会造成ASA施胶效果的下降。
2.3 湿部助剂添加顺序对ASA施胶效果的影响
添加湿部助剂时按照表1的顺序添加,改变助剂的加入顺序抄造手抄片,其他条件不变。测定成纸施胶度,实验结果如图3所示。
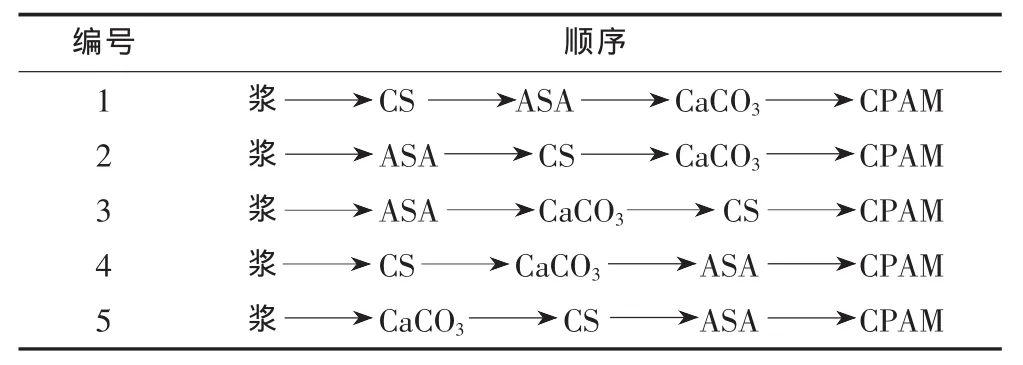
表1 湿部助剂加入顺序表
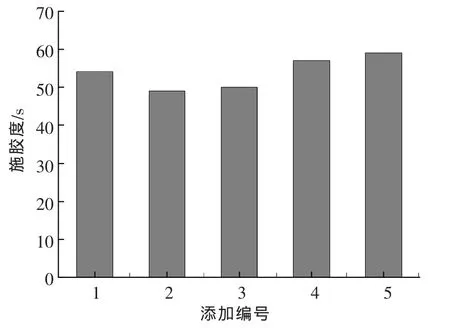
图3 湿部助剂添加顺序对ASA施胶效果的影响
由图3可知,助剂填料的加入顺序对手抄片的施胶度也有很大影响,按1、4和5号的加入顺序手抄片获得了较高的施胶度,2和3号的添加顺序与其他3组相比获得的施胶度偏低。其中5号加入顺序的施胶度最高,2号加入顺序的施胶度最低。这是因为杨木APMP浆料中含有较多的细小组分和阴离子垃圾等物质,这些物质与加入的填料具有较大的比表面积,对施胶剂的吸附能力比纤维大得多,在加入ASA之前不加任何阳离子助剂处理浆料,大部分的ASA会优先吸附在细小组分和填料上,而细小组分等的流失会导致ASA大量的流失,使得ASA的留着下降,也致使ASA不能很好地分布在长纤维上,从而施胶度偏低,也就是图中2和3的结果。1、4和5号在加ASA之前,都加了阳离子淀粉,阳离子淀粉的加入首先中和了浆料中大部分细小组分和阴离子垃圾等的负电性,使这些细小组分对ASA的吸附能力降低,从而使大部分的ASA都较好地吸附在纤维上,提高了ASA的留着率。另外,对于4和5号,ASA加完后很快就进行了抄纸,由于ASA的水解速率比较快,ASA水解后生成的ASA酸是反施胶剂,所以ASA在浆料体系中的停留时间较短,与其他添加方式相比,这样避免了ASA的过多水解,从而也有利于ASA的施胶。
2.4 ASA在湿部的停留时间对施胶效果的影响
改变ASA在湿部的停留时间抄造手抄片,其他条件不变。加入ASA后,在不断的搅拌下,延长ASA在浆料体系中的停留时间,时间从2~12 min改变,抄纸后测施胶度,实验结果如图4所示。
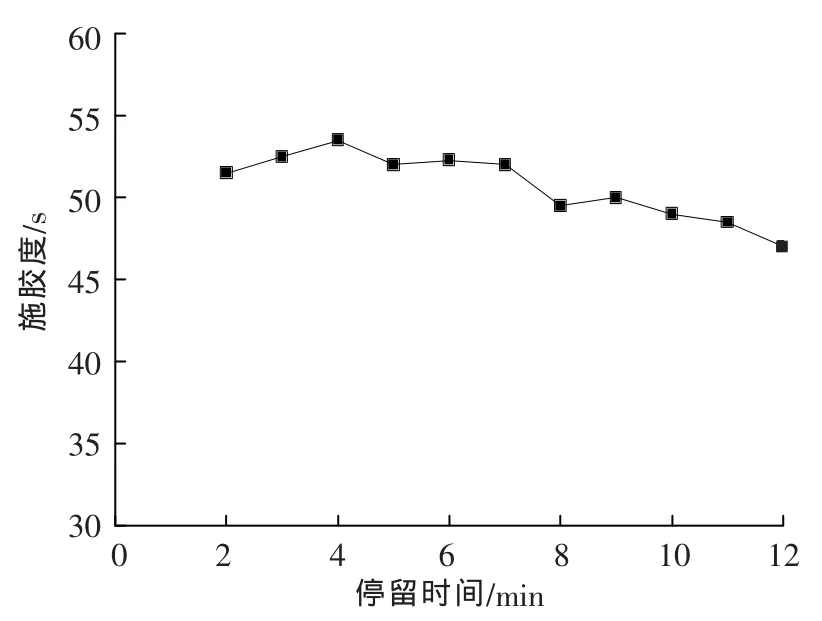
图4 ASA湿部停留时间对施胶效果的影响
由图4可知,ASA在湿部停留的时间对ASA的施胶效率也有一定的影响。随着ASA在湿部停留时间的增加,施胶度呈下降趋势。加入ASA后即刻抄纸,施胶度为51.2 s,而加入ASA停留12 min后再抄纸,施胶度为46.9 s。可见,在短时间内施胶度就有所降低了,这说明ASA在浆料中极易水解,需在靠近上网处加入,以减少ASA在湿部的停留时间,防止其水解。由于ASA是反应型施胶剂,化学性质比较活泼,乳液保留时间短,易水解,所以ASA乳液随着在湿部停留时间的增加,ASA的水解加剧,最终导致施胶度有所下降。
2.5 压榨对施胶效果的影响
首先改变压榨压力抄造手抄片,其他条件都保持不变。压榨压力从0 MPa变化到3.0 MPa,测定手抄片的施胶度,实验结果如图5(a)所示;再改变压榨时间抄造手抄片,其他条件都保持不变,压榨时间从1 min到6 min改变。测定手抄片的施胶度,实验结果如图5(b)所示。
从图5(a)中可以看出,随着压榨压力的增大,手抄片的施胶度与紧度都有所上升,但上升趋势不是很大。在压榨压力为0 MPa时,施胶度为44.1 s,紧度为0.44 g/cm3;而在压榨压力为0.5 MPa时,手抄片施胶度为49.2 s,上升了5.1 s,紧度为0.45 g/cm3,也有所增加。从压力为1.5 MPa开始再增加,施胶度已基本不会变,但紧度稍有增加。说明手抄片开始的压榨对施胶有一定帮助,这可能是因为经过压榨后的手抄片水分迅速减少,增加了ASA与纤维的接触,使得ASA更易与纤维素发生反应,从而获得较好的施胶效果。同时,压榨会使手抄片紧度提高,手抄片紧度的提高使得纤维间的结合更加紧密,手抄片的松厚度下降,这对提高ASA的施胶效果也是有帮助的。从图5(b)可以看出,随着压榨时间的增长,紧度有所上升,施胶度也有所上升,但上升幅度很小,可知对于ASA施胶来说,有一定的压力即可以提升部分施胶度,而压榨时间对施胶度没有明显的影响。
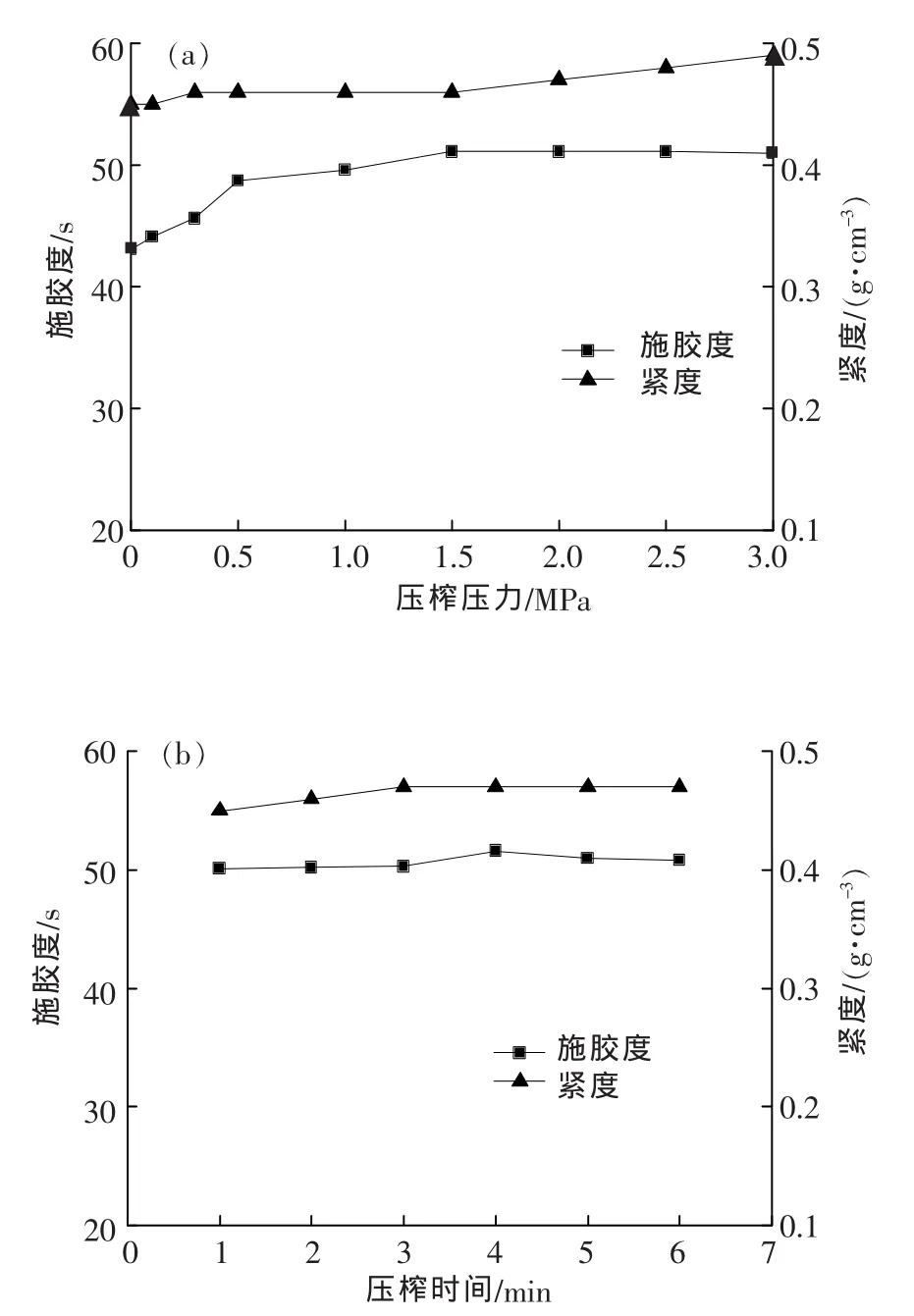
图5 压榨压力和压榨时间对ASA施胶效果的影响
2.6 干燥温度对ASA施胶效果的影响
改变干燥温度,其他条件不变抄造手抄片。纸片成形压榨后,2组分别放在105℃、75℃烘箱中干燥,一组放在25℃恒温环境下干燥,另外一组在-50℃下冷冻干燥,等其完全干燥后测定施胶度,实验结果如图6示。
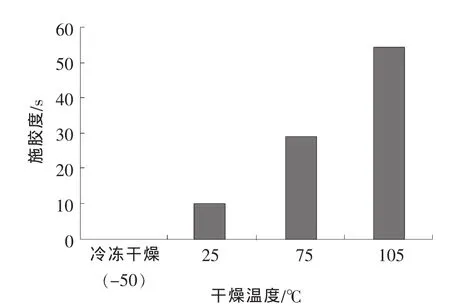
图6 干燥温度对ASA施胶效果的影响
从图6可以看出,干燥温度对ASA施胶有很大的影响。随着干燥温度的下降施胶度也随之降低,而在冷冻干燥的情况下,手抄片就没有了施胶度。这是因为ASA与纤维素羟基的酯化反应需要在一定温度下才能进行,较高的干燥温度有利于ASA与纤维的结合,从而有较高的施胶速率和较好的施胶效果。所以用ASA施胶时要尽量保证较高的干燥温度,这样有利于ASA的快速融熔扩散,使其分布得更均匀、与纤维反应得更快、排列得更有序,ASA内酯环与纤维素羟基的酯化反应随温度的升高而加速,在较高的温度下干燥手抄片,将获得较高的施胶效率和最高的施胶度。
2.7 干燥时间对ASA施胶效果的影响
称取一定量疏解好的杨木APMP浆料,按照实验操作过程进行抄片,只改变干燥时间,其他条件不变。抄好的手抄片先真空干燥5 min,然后放105℃烘箱干燥,时间依次是5 min、10 min、15 min、20 min、25 min、30 min和35 min,检测施胶度,实验结果如图7示。
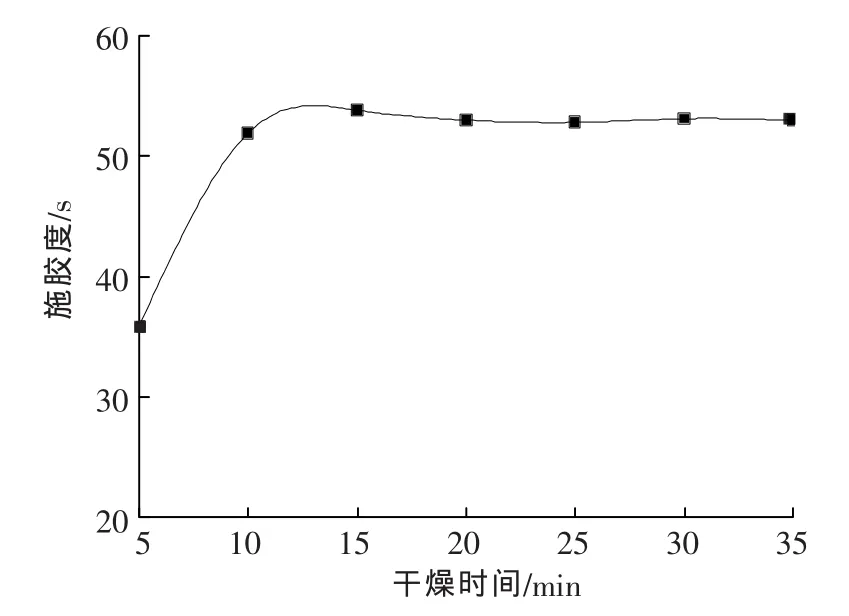
图7 干燥时间对ASA施胶效果的影响
从图7可以看出,真空干燥器干燥5 min后的手抄片就已经具有了施胶度,但施胶度相对较低,这是因为手抄片取出时还没有被完全干燥。接着放烘箱干燥5 min后,施胶度从35.8 s提高到51.9 s,而且随干燥时间的延长,施胶度几乎没有变化。说明手抄片完全干燥后ASA也完成了施胶过程,这说明ASA的熟化速率较快。由于ASA与纤维素羟基的酯化反应需要在一定温度和一定时间内才能完成,所以手抄片的干燥时间也影响ASA的施胶速率和效应。在烘干过程中,如果干燥时间过短,手抄片水分过高,会影响ASA与纤维之间的反应;反之,干燥时间越长,手抄片水分越低,参加反应的ASA就越多。在相同干燥温度下,随着干燥时间的增加,纸张中的水分越来越少,纸张中参加反应的ASA越来越多,使纸张施胶度不断上升,直到留着在纸张中的ASA全部参加了反应,纸张施胶度不再上升。且由于ASA不像AKD具有可逆施胶的效果,纸张施胶度达到最高后不会随着时间的增加而有所下降。
3 结论
(1)手抄片施胶度随着抄纸浆浓的上升而下降,抄纸浆浓过低或过高都不利于ASA的施胶。浆料pH对纸张施胶度影响较大,在pH为6.0~8.0时,ASA的施胶效果较好。湿部助剂的添加顺序对杨木APMP的ASA施胶影响也很大,在浆料中先加入ASA不利于施胶,在加入ASA之前加入阳离子淀粉有利于提高ASA的施胶效率。
(2)ASA乳液在湿部停留时间越长,由于ASA的水解作用使得施胶效率有所下降。因此ASA乳液应该在靠近上网处加入,以减少ASA在湿部的停留时间,防止其水解。
(3)手抄片施胶度和紧度都随压榨压力的增加而上升,但上升幅度不大,压榨时间对施胶度几乎没有影响。干燥温度对ASA的施胶效率影响较大,干燥温度越高施胶效果越好,而干燥时间对手抄片施胶度影响不大,手抄片在完全干燥后就得到了稳定的施胶度。
ASA的使用提高了纸张产品质量,以及纸浆的回抄利用并且延长了纸机设备使用寿命等,满足市场的需要,更适宜大型化、连续化造纸企业的生产,符合国内造纸行业发展方向,相信ASA中性施胶剂在今后造纸工业中将会有更加广阔的应用前景。
[1]李有金,任其龙,唐鹏飞,等.ASA新型乳化剂的制备及应用[J].中国造纸,2007,26(1):11-14.
[2]刘成良,刘春景,王进.ASA施胶过程中的工艺控制[J].中国造纸,2008,27(8):77-79.
[3]郑博文.造纸中性施胶剂ASA的制备、产品性能及应用[J].中国造纸,1989,8(8):22-27.
[4]曹春昱.造纸中性施胶剂——烯烃基琥珀酸酐(ASA)[J].中国造纸,2002,21(3):61-64.
[5]于得海,刘温霞.膨润土与氢氧化镁铝联合乳化ASA及其施胶性能[J].中国造纸,2009,28(6):26-29.
[6]Frank HConsart.Problemswith ASA sizing[C].TAPPI,1989 Paper Makers Conference:99-102.
[7]关颖,李大力,穆军.阳离子淀粉对ASA乳化的影响[J].中国造纸,2002,21(5):17.
[8]James EMaher.ASA sizes are highly effective,versatile for alkalinepapermaking[J].Pulp&Paper,1983,57(6):118.
[9]唐艳军,刘秉钺.APMP的研究及应用现状[J].中国造纸,2004,23(2):50.
[10]Xu E C,Sabourin M J.Process selection for chemimechanical pulping of aspen[J].Pulp&Paper Canada,2002,103(3):36.
Effect of Papermaking Process Parameters on Sizing Performance of ASA
LIU Jian-jie,LIQun,NIU Li-ping,DINGWen-hui
(Tianjin Key Laboratory of Pulp and Paper,SchoolofMaterials Science&Chemical Engineering,Tianjin University of Science&Technology,Tianjin 300457,China)
The influences of papermaking process parameters,which included paper furnish concentration,pH,adding sequence ofwetend additives,residence time of ASA in wetend,press nip pressure,pressing time,drying temperature and drying time,on the sizing performance of ASA were investigated in this paper.The results showed that high paper furnish concentration resulted in the reduction of ASA sizing performance.The pH showed significant influence on the ASA sizing:the sizing degree was higherwhen the pH valuewas in the range of 6 to 8. The different adding sequence ofwet end additives gave different sizing responds.Increasing the residence time of ASA in wet end.lowered the sizing performance of ASA.As the nip pressure and pressing time increased,the sizing degree of ASA sized paper also increased,but the range of variation was not large.After being dried,a paper with stable sizing degree could be obtained.The drying temperature also had a great impact on ASA sizing.Lower drying temperature resulted in paperwith lower sizing degree.
ASA;neutral sizing;papermaking process
book=4,ebook=84
TS727.5
A 文献标识码:1007-2225(2010)02-0005-06
刘建杰先生(1984-),在读硕士;主要从事清洁制浆与造纸助剂和湿部化学方面的研究;E-mail:liujianjie2008@126.com。
2009-11-25(修回)
本研究得到浙江省自然科学基金“纤维素非匀相酯醚化反应性与纸页施胶时的物理化学原理”项目(编号:Y406226)的资助
本文文献格式:刘建杰,李群,牛立平,等.抄造工艺参数对ASA施胶性能的影响[J].造纸化学品2010,22,(2):5-9,67.
猜你喜欢
关东学刊(2022年3期)2022-10-14 11:48:52
少年博览·小学低年级(2021年9期)2021-09-08 14:34:17
少年博览·小学低年级(2021年4期)2021-08-05 07:56:36
少年博览·小学低年级(2021年5期)2021-08-05 05:51:03
阅读(快乐英语高年级)(2021年4期)2021-07-11 10:58:16
造纸化学品(2019年4期)2019-09-18 04:41:40
江河文学(2018年4期)2018-11-12 21:01:51
湖南林业科技(2017年1期)2017-02-06 05:29:05
中国造纸学报(2015年1期)2015-12-16 19:35:26
中国造纸(2015年7期)2015-12-16 12:40:46
