洗水闭路循环检测控制系统的应用
2010-08-29 07:49常宏星
山西焦煤科技 2010年4期
常宏星
(山西焦煤西山煤电集团公司屯兰矿选煤厂)
洗水闭路循环检测控制系统的应用
常宏星①
(山西焦煤西山煤电集团公司屯兰矿选煤厂)
介绍了洗水闭路循环检测控制系统的必要性及可行性。针对屯兰矿选煤厂洗水工艺情况,对循环水和浓缩机浓度不能满足工艺要求的状况进行了分析研究,制定系统方案。经济效益、环境效益前景可观。
洗水闭路;传感器;浓度;监控
我国选煤厂工艺简化及电子和计算机技术的迅速发展,为选煤厂自动化检测控制提供了广阔的发展空间。尤其是跳汰、重介、浮选等主要生产环节在线测控系统的不断发展与完善,检测控制逐步向纵深发展。这些科研成果的推广应用,为选煤厂带来了明显的经济和社会效益,并缩短了与国外先进技术的差距。而洗水闭路循环又是选煤行业生产工艺中不可或缺的一环,它不仅是选煤厂环境保护方面的源头,也是减少洗选用水,节约水资源的前题。西山煤电集团公司屯兰矿选煤厂洗水闭路循环检测控制系统正是基于上述两方面进行的研究与应用。
1 煤泥水处理工艺情况
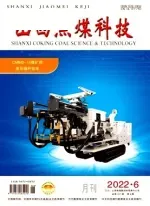
该厂煤泥水处理主要利用分级、浓缩、澄清、絮凝、分选和脱水的生产工艺,对生产洗水进行净化并实现循环,在生产过程中,由于原煤性质的不稳定以及在煤泥水处理过程中人工方式添加药剂仅凭经验,很难适应实际变化,造成循环水和浓缩机底流浓度不能满足工艺要求。
煤泥水系统工艺流程示意图见图1。
屯兰矿选煤厂煤泥水本身偏酸性,在酸性条件下不利于煤泥的沉淀,自2010年开始,该厂开始配洗马兰矿2#煤,马兰矿2#煤的特点是:
1)煤质的可选性变难。
2)其铝土页岩泥化在洗选过程中造成煤泥水严重泥化,煤泥水中细泥含量增大,煤泥水较难沉淀。
3)若细泥不及时沉淀,所形成的细泥在工艺系统中不断循环聚集,会严重影响正常生产及洗水闭路循环。
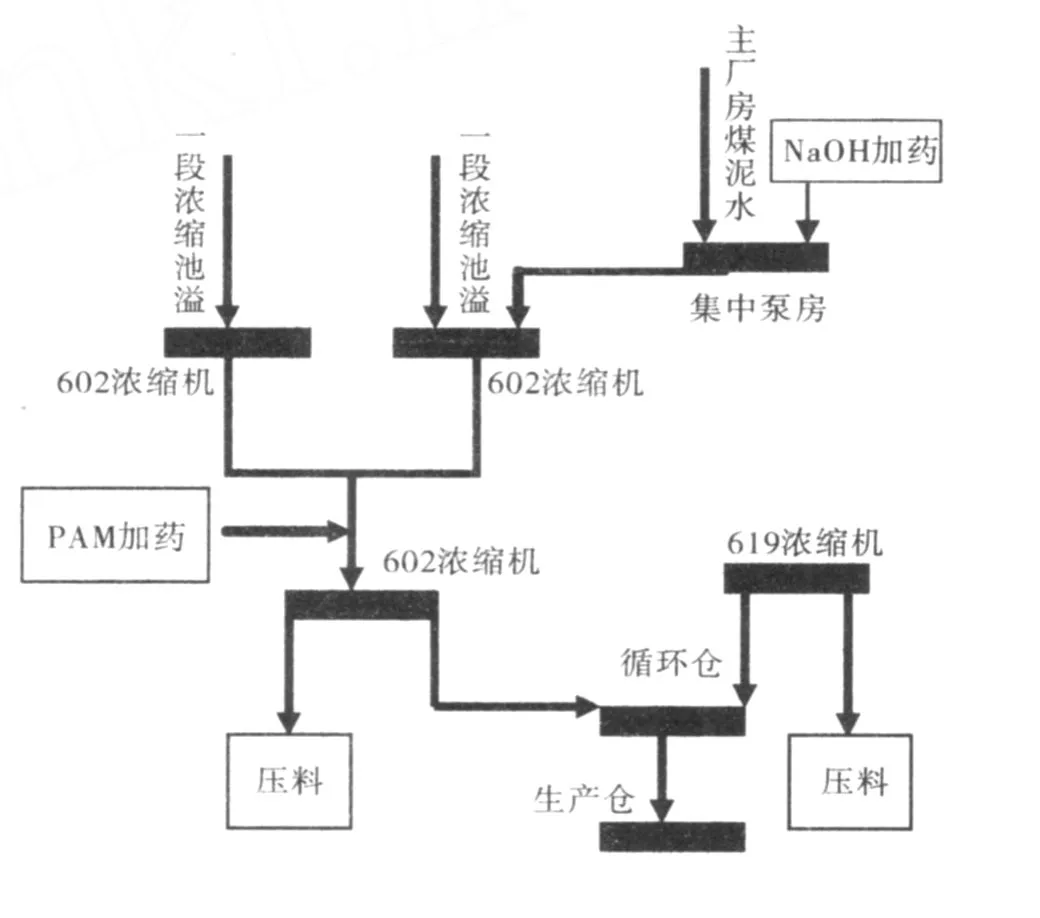
图1 煤泥水系统工艺流程示意图
针对该厂面临的问题,在现有条件下做好酸性泥化煤泥水处理设施的配备,以确保正常生产。为此,依据马兰矿选煤厂酸性泥化煤泥水处理实践以及汾西矿业集团曙光矿选煤厂煤泥水处理实践经验,对屯兰选煤厂泥化煤泥水处理进行加药系统改造。
2 洗水闭路循环检测控制系统
1)根据洗水闭路循环系统情况,对其内部添加监控设施:
a)在循环泵的出料管道添加超声波检流计。
b)在循环仓内添加PH值检测器,检测PH值。
c)安装实时监测器,通过一段浓缩池601、602、607进行浓度检测。
传感装置检测到布置在现场洗水闭路循环上各点水量和洗水浓度数据后,传输回自动监控系统,数据信号经处理在集中显示画面上显示,并根据信号显示的状态确定现场运行情况及产品带走水分损失量进行自动补充,如有水量、洗水浓度超限或故障立即报警,故障处理完毕,解除报警。
2)根据监控数据确定药剂添加。
a)根据工艺要求,絮凝剂投放点设在612浓缩池入料管。
以现有612浓缩机的入料参数:流量Q=1 600 m3/h,;入料浓度C=20~40 g/L;溢流浓度C=10 g/L左右,当投加浓度为1‰时,则1 h的加药量为3 840 L。
b)无机药剂可以采用硫酸铝或者聚合铝。
无机药剂的投加量控制在1.5~2.0 kg/t煤,投加浓度控制在2%~3%之间。
Q=1 600 m3/h,浓度40 g/L,干煤泥量64 t/h。
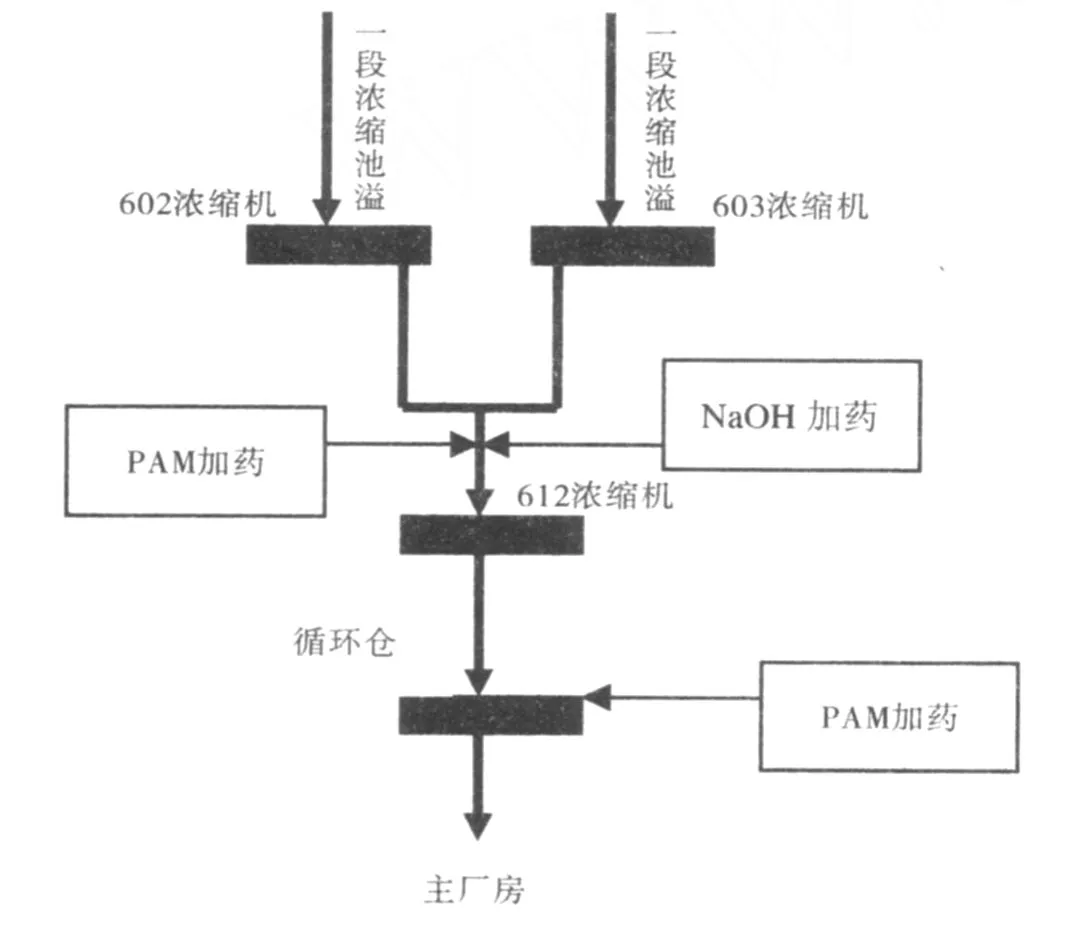
图2 加药流程示意图
无机加药量2 kg/t煤,硫酸铝加药量6 m3/h。
加药流程示意图见图2。
3 技术要求
洗水闭路循环检测控制系统的数据采集不受室内外温度、湿度变化影响;洗水闭路循环检测控制系统的设施设备有较好防锈、防尘性能;洗水闭路循环检测控制系统设施设备性能需稳定可靠;洗水闭路循环检测控制系统监控程序存贮器和数据存贮器除足以满足本系统需求外,还留一定的存贮空间以便扩展;洗水闭路循环检测控制系统报警处理可实现就地、集中相互转换;洗水闭路循环检测控制系统监控画面实行故障报警画面的自动切换。
4 效益分析
1)经济效益分析。
a)洗水闭路循环检测控制系统项目在该厂研制和应用后,洗水闭路循环检测控制以现有612浓缩机的入料参数为例,洗水中当浓度在30 g/L以上时,每小时添加絮凝剂1.8 kg/h,连续加药7 h,即可确保洗水浓度在8 g以下。通过定量投放、多点加药方式与以往传统的加药方式相比较,可节约1万元左右。
b)生产洗水定量补给,防止系统溢流,实现洗水闭路循环,不外排。可节约环保质量费用10万元左右。
2)社会效益。减轻了职工劳动强度,使环境得到有效保护,节约用水量,消除对正常生产的威胁,为该厂安全生产提供有力保障。同时为解决同类问题提供了解决方案。
5 总 结
针对生产实际中存在的问题只要抓住关键环节,进行改造,增强这些环节的能力,使每个关键环节都能按设计要求(甚至超过设计能力)发挥其作用,绝不把本环节应处理好的问题拖到下一个环节,真正实现各个环节的效用,就可以逐步理顺其工艺,最大限度地发挥整个工艺系统的能力。
[1] 张明旭.选煤厂煤泥水处理[M].徐州:中国矿业大学出版社,2005:179-180.
Application on Closed Water Circuit Detection System
Cang Hong-xing
The passage introduces the necessity and feasibility of closed water circuit detection system. Our factory washing process conditions are analyzed,but the concentration of circulating water and enrichment machines can not meet the technical requirements.In view of this situation,we formulate system solutions and make prospects for economic efficiency and environmental benefits.
Closed water;Sensors;Concentration;Monitor
book=4,ebook=114
TD928.9
B
1672-0652(2010)04-0016-02
2010-02-19
常宏星 男 1967年出生 2000年毕业于太原理工大学 工程师 古交 030206
猜你喜欢
选煤技术(2022年3期)2022-08-20
选煤技术(2022年2期)2022-06-06
北方建筑(2021年3期)2021-12-03
大电机技术(2021年5期)2021-11-04
选煤技术(2021年3期)2021-10-13
水利水运工程学报(2021年1期)2021-03-06
黄金(2021年12期)2021-01-08
煤质技术(2020年3期)2020-06-24
中国交通信息化(2019年3期)2019-06-18
中国钼业(2018年4期)2018-08-24