
莱钢620 mm带钢卷取远程控制改造
2010-08-23 08:33:20吴敏徐健
山东冶金 2010年1期
吴敏,徐健
(莱芜钢铁股份有限公司,山东莱芜271126)
莱钢620 mm带钢卷取远程控制改造
吴敏,徐健
(莱芜钢铁股份有限公司,山东莱芜271126)
莱钢620 mm带钢卷取系统采用远程网络化控制,基于西门子S7-300 PLC,使用Profibus-DP总线实现数控装置与主站的通讯,利用ET200M PLC分站实现控制系统的集成和各控制站之间资源的共享,降低了设备故障率、减少了停机时间。
带钢卷取;远程控制;网络化控制
1 前言
莱钢带钢生产线收集卷取系统设备主要由1#、2#运输链、1#、2#卷取机、5#、6#夹送辊、2#液压站、7#、8#操作台等组成。其中,与2台卷取机相关联的液压电磁阀有40多个,2个操作台需要进行处理的输入信号也有60多个,操作台到设备之间的信号电缆、控制电缆数量多,分接点多,整个控制系统线路十分复杂。在整个收集卷取系统中,液压控制系统具有十分重要的主导作用。所有液压电磁阀工作电压都为直流24 V,每个电磁阀的正常工作电流为1.5 A左右。如果在主PLC处直接控制,控制电缆的长度都在30 m左右,线路产生的压降为2.5~4.2 V,电磁阀不能正常动作。操作台与阀组之间存在大量的控制电缆。由于粉尘、油污、水汽、氧化铁皮、废钢等对线路的危害及热辐射,控制电缆经常发生绝缘损坏、短路等故障。随着带钢产能的提高,卷取系统部分实现自动化,从而形成完整的PLC监控网络,完成网络化远程控制改造势在必行。
2 解决方案
莱钢带钢生产线收集卷取区域核心控制部分硬件采用西门子S7-300系列PLC为主站,利用Profibus-DP总线进行连接。生产现场数据采集、信号控制由2台ET200M完成。所有的控制信号通过通讯电缆进行可靠传输,减少了故障点,提高了系统运行的可靠性。1#、2#运输链、1#、2#卷取机由西门子全数字直流调速装置完成,利用Profibus-DP总线通过CB24通讯板与主站进行通讯,取代了现场接线,PLC通过DP线控制数控装置,同时查看数控装置信息数据传递,从而实现完整、高效的网络化控制,并且实现各站之间资源共享,建立人机界面。采用西门子WINCC组态软件,增加系统监控功能。
以收集区S7-300 PLC控制站、1#、2#运输链、1#、2#卷取机等设备为基础,在7#、8#操作台内各安装1套ET200M PLC控制分站,将卷取区所有液压控制系统集成在远方操作台内,缩短了控制电缆的长度,降低了24 V线路损耗,保证了电磁阀工作的可靠性。网络化远程控制系统见图1。
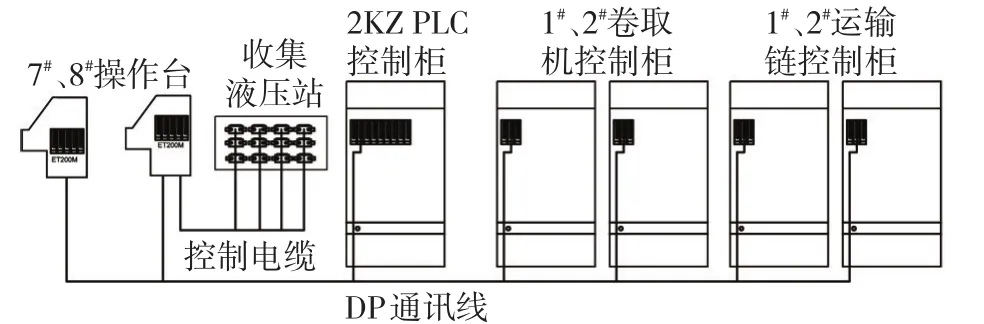
图1 基于S7-300 PLC的网络化远程控制系统
在2个操作台内各集成安装相当数量的PLC DI/DO模块和AO输出模块,用于采集操作信号、显示运输链及卷取机电机的电压电流信号,同时控制整个区域的液压电磁阀。在8#台内安装整个收集区域液压电磁阀的功率控制系统,包括24 V稳压电源、控制继电器以及其他相关功率元器件。该操作台与该区域液压控制站之间只有不到2 m的距离,减少液压电磁阀控制电缆的长度,减少了控制电缆的使用数量和分接点,减少了故障点。各操作台之间以及操作台与2KZ室内PLC总站之间采用双通讯电缆管、双通讯电缆敷设的模式,尽量避开热辐射源,且保证当1条通讯电缆产生故障时可以快速切换到备用电缆,确保了整个网络的高效、可靠工作。
3 结语
莱钢带钢生产线卷取远程控制系统改造后,整个卷取控制系统的故障停机时间只有5 min,而电磁阀电气控制系统故障停机时间为零,提高了设备利用率,节约费用200余万元。由于信号控制元器件和信号执行元器件都集成在7#、8#操作台内,在处理设备故障时不必为查找某个信号输入点、输出点而反复确认,节省了排除故障时间,降低了工作强度。
TG335.5+6
B
1004-4620(2010)01-0078-01
2009-04-27
吴敏,女,1971年生,1996年毕业于华东冶金学院自动化仪表专业。现为莱钢板带厂机动科工程师,从事工业自动控制与仪器仪表工作。
猜你喜欢
山东冶金(2022年4期)2022-09-14 08:57:50
孙子研究(2021年3期)2021-10-11 08:47:12
山东农机化(2021年4期)2021-08-24 08:06:10
山东冶金(2019年6期)2020-01-06 07:46:16
山东冶金(2019年3期)2019-07-10 00:54:06
山东冶金(2019年3期)2019-07-10 00:54:04
山东冶金(2018年6期)2019-01-28 08:14:30
新闻传播(2016年11期)2016-07-10 12:04:01
潍坊学院学报(2015年2期)2015-12-01 12:57:30
河北大学学报(自然科学版)(2015年1期)2015-02-27 13:06:12
