
煤矿用带式输送机跑偏原因分析及预防措施
2010-08-23 06:15刘雁琴
科学之友 2010年7期
刘雁琴
(大同煤矿集团有限责任公司马道头矿井筹备处,山西 大同 037003)
随着我国工业产业链的发展,带式输送机作为物料快速运输的主要设备之一,得到了越来越广泛的应用。它是冶金、电力和化工、港口等领域常见的连续动作式运输设备,尤其是在煤炭工业中,使用更为广泛。
带式输送机与其他散状物料输送机以及铁路、公路运输相比,有以下特点:
(1)输送能力范围宽,可以满足任何要求的输送任务。
(2)输送适应性强,可以适应坡度为30°~35°的地形。
(3)可以灵活的装卸料。
然而,由于种种原因,在生产中出现输送带跑偏引起其边缘与其他部件剧烈摩擦,致使输送带的边缘被磨损,甚至撕边及物料撒落。因此,增加了大量的人力投入,成为带式输送机使用中的一大痼疾。为解决这一问题,笔者针对同煤集团使用的各种型号带式输送机进行实地观察、分析、研究、总结,得出以下经验,供借鉴。
1 输送带跑偏的形式及原因分析、处理措施
输送带跑偏的主要形式有以下几种:
(1)在中间机架范围内跑偏见图1。
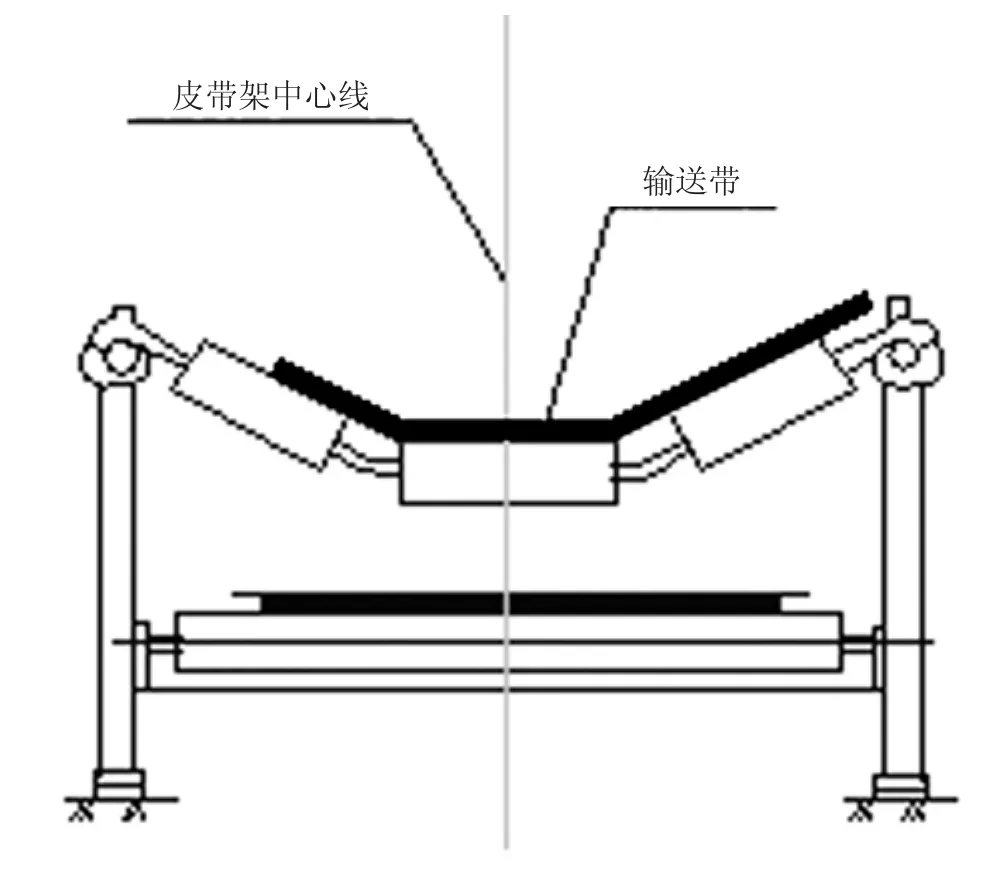
图1 输送带在中间机架范围内跑偏
根据笔者多年来的观察认为:输送带在中间机架范围内跑偏的主要原因是①托辊安装不正,也就是托辊的轴线与输送带中心线不垂直;②托辊或托辊架不平,中间机架与绳架钢丝绳高低不一致;③输送带的接口线与其中心线不垂直;④钢丝芯输送带内的钢丝绳受力不均,货载不均匀偏向输送带一侧;⑤输送带受到侧向力的冲击等原因而引起的在中间架范围内跑偏。托辊安装不正是以上跑偏原因中最常见的。究其原因主要是由于托辊安装不正导致托辊导向力与输送带运行方向不一致,所以偏置托辊按输送带运行方向前面的第二或第三托辊处出现输送带向后跑现象,造成输送带跑偏,即跑偏在托辊上跑后不跑前。
对于这类跑偏排除的方法是:输送带往那边跑,就把托辊的那一段沿着输送带运行方向前移一段距离(一般是一个槽距),或将托辊的另一端后移一段距离,从而改变托辊导向力方向来调整胶带方向。而这种调偏往往不可能立即见效或稳定,应当运转几分钟后再作判断,所以这类调偏最好是在输送机运转过程中给予排除。
其次,在某些时候在某处观察输送带时,有时会发现一会儿跑偏,一会儿又不跑偏的现象,这很可能是输送带接头不正的缘故。若接头不正造成输送带成弓形,在输送带有载运行时,输送带被拉直而产生不跑偏;在输送带空载运行时,输送带成自然态而产生跑偏。所以,遇到空载跑偏,且又不太严重时,不要急于调整,可以等到输送机满载运行时再观察和调整。
再次,有时还会发现输送带的跑偏没有规律,忽左忽右,这是由于输送带松弛的缘故,只要适当增加输送带的拉架力,跑偏就会自行消失。
(2)输送带在滚筒处跑偏见图2。

图2 输送带在滚筒处跑偏
在上图中,图(a)为滚筒轴线与输送带中心线不垂直的情况,这种情况导致输送带向较松的一侧偏去;图(b)为滚筒轴线与水平面不平行的情况,这种情况将使输送带沿着滚筒较高的一侧偏去。这两种情况,只要将滚筒的位置调正,跑偏现象即可消失;图(c)为滚筒表面长期未作处理,致使积垢严重,使滚筒变成锥形的情况,这时,输送带要向滚筒直径较大的一端偏去,即输送带跑偏在滚筒上跑高不跑低。这类跑偏,应及时清除滚筒上的积垢,另外,在带式输送机滚筒上端必须安装清扫器,防治污垢粘结到滚筒上。
(3)无载时不跑偏,有载时才跑偏。这类跑偏的原因主要在于给料不正或负荷不均匀而致,处理和纠正的方法是:①可能是由于送料漏斗安装不正,使落在输送带上的物料偏向一侧或者是由于物料在胶带上的块度、重量不均,引起输送带左右两半偏载,引力不均匀,向较轻一边跑去,即输送带跑偏跑轻不跑重,一般是通过校正给料输送机安装位置,使物料落到胶带中心,或者是在给料溜槽上安装可活动可调整挡板,控制物料落下的方向。
(4)在输送带破损处跑偏。这类跑偏的主要原因在于胶带破损,水分浸入使带芯发生缩曲,所以破损在此处出现。另外,若输送带边缘破损,由于两边摩擦阻力不相同也容易引起跑偏。所以在使用过程中,若发现输送带破损后应立即用硫化法修补。
(5)旧胶带不跑偏,新胶带更换后跑偏。这类跑偏的主要原因在于新胶带太厚或柔软性差,成槽性差,不能适应托辊的槽角而引起跑偏,纠正的方法是对输送带加负荷,对称静置一段时间使胶带产生塑变,适应托辊槽角,当然一般情况下,这种现象在新输送带使用一段时间后也会自动消失。
2 防止输送带跑偏的预防措施
近几年,为了防止输送带跑偏,笔者进行了反复实地考察、分析、研究、总结得出以下几点经验。
(1)对三联托辊两边倾斜托辊半径进行改变见图3,即用锥形托辊代替柱形托辊,使同一个托辊在运行过程中,保持角速度ω不变的情况下,使切向线速度υ随着半径的不同而改变。而由于托辊线速度 υ=ωr,所产生的切向力F=υ2/r=ω2r,托辊两端势必由于半径不同产生切向力差而影响托辊的导向扭距,从本质上解决输送带跑偏问题。
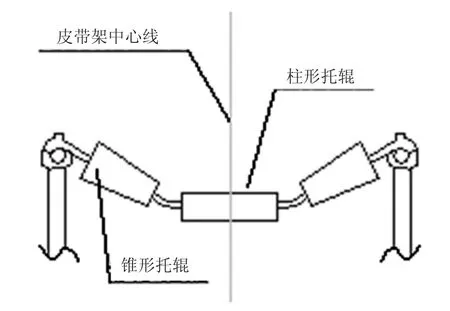
图3
(2)对滚筒外形进行改变,即用鼓形状代替柱形状。此方法是利用输送带跑偏,在滚筒上跑高不跑低而设计的,使输送带在运行中均往外形较高的中间跑,而使输送带永远在滚筒中间运行。
3 结束语
带式输送机跑偏在煤炭生产中已经成为磨损输送带影响输送带的一个重要原因,笔者愿以此文一些不成熟的意见供同仁们借鉴。
[1]《选煤机械》中国矿业大学选煤教研组编.煤炭工业出版社出版,1979.6
[2]孙九如,徐蒙良,卢维冬.《采掘机械》中国矿业大学出版社出版,1994.8
[3]李晓豁,谢锡纯.《煤矿机械与设备》中国矿业大学出版社出版,2005.1
猜你喜欢
科海故事博览·下旬刊(2022年4期)2022-05-07
起重运输机械(2022年2期)2022-03-04
起重运输机械(2021年23期)2021-12-21
家庭影院技术(2020年11期)2020-12-28
防爆电机(2020年5期)2020-12-14
建材发展导向(2019年11期)2019-08-24
科技视界(2017年18期)2017-11-16
山东工业技术(2016年15期)2016-12-01
中国新技术新产品(2014年2期)2014-06-01
中国新技术新产品(2014年2期)2014-06-01
