
基于Windows CE的大功率微波嵌入式控制系统的研究
2010-08-12 12:05刘文国胡安杨正新曾锃徐超
电子技术应用 2010年8期
刘文国,胡安,杨正新,曾锃,徐超
(1.湖南大学计算机与通信学院,湖南长沙410082;2.长沙隆泰微波热工有限公司,湖南长沙410013)
微波作为一种节能环保的新能源形式,近年来在国内外得到了迅猛发展,并且在陶瓷烧结、环保、脱硫等方面有了很多成功的实例[1]。微波加热技术是工业控制中的一种特殊应用,如何对其控制直接影响微波加热设备的应用前景。而微波加热设备,尤其是大功率微波加热系统,其繁杂的操作程序为其稳定运行带来很多不确定因素,因此亟需设计安全、智能的控制系统[2]。现阶段国内外大功率工业微波加热系统存在系统功能过于单一、控制精度不够等问题。针对这些问题,本文提出了一种基于Windows CE的大功率微波嵌入式控制系统。
1 方案论证
目前国内外大多数微波设备采用的控制方式为触摸屏+PLC控制系统。此系统用在实验炉上时,虽运行相对稳定可靠,但具有一定的局限性:系统功能不丰富,控制精度不高,采样频率偏低,系统接口不够开放,界面元素有限。
1.1 提出的方案
由于触摸屏+PLC控制系统的诸多局限性,本文提出了另外一种解决方案,即基于Windows CE的大功率微波嵌入式控制系统。该系统分为两部分:嵌入式主控系统板(以下简称EPC)、开发板和触摸屏(人机界面接口板,以下简称HMI板)。其中EPC作为下位机,主要进行数据采集并在上位机的指令下控制外部设备;HMI板作为上位机,运行基于Windows CE的监控程序,并分析处理EPC发送的各种数据;基于Windows CE的监控程序,提供了报警、控温等多种功能,实现系统的精确控制;触摸屏用于实时显示对用户有用的各种信息,如温度、功率比例和系统运行状态等,同时使用户可以方便地对系统进行操作,是用户和系统进行交互的中介。
该方案具有以下优势:(1)稳定可靠地传送数据;(2)准确采集丰富的数据信息,便于后续的数据信息处理;(3)界面友好、操作简单,能有效地实现远程监控,功能相对丰富齐全;(4)编程灵活性提高,便于继承已有的基于Windows的开发经验,能够有效降低开发成本。
1.2 主要硬件和软件的选择
选择应用广泛的S3C2440开发板,其优势在于:开发资料丰富、全面,扩展功能好,性能稳定;选择Windows CE操作系统,其能与桌面Windows系统有效通信,便于用户的使用,且性能稳定可靠;选择EVC(Embedded Visual C++)作为应用程序开发平台[3],其集成IDE环境可以使用户快速开发控制台、MFC等多种Windows CE应用程序,执行效率较高,而且能较大程度节省资源。
2 系统设计
采用基于Windows CE的大功率微波设备嵌入式控制系统,其基本设计思路是:EPC处理器将不断变化的高电压、电流、温度和功率等模拟信号经过模拟-数字转换处理后,通过RS232串口提交到HMI板,HMI板将获取的数据在触摸屏上实时显示,并将这些数据分析处理后,将控制信号通过RS232串口发送到EPC。HMI板把获取的数据实时显示在触摸屏上,进行分析处理后,通过RS232串口发送到EPC。EPC处理器接收到控制信号,经过计算后将该信号通过数字-模拟转换处理,用模拟信号来控制灯丝电流和磁场线圈电压等。HMI板和EPC之间的通信通过ModBus协议实现。系统原理图如图1所示。
2.1 硬件设计
HMI板是系统核心,实现对系统的监控。EPC主要进行数据采集并在HMI板的指令下进行操作,如实现对烟道风机、微波搅拌器等外部设备的控制,将采集的数据发送到HMI板进行处理等。系统进入工作状态后,HMI板打开RS232串口,以取得与EPC的通信。若打开失败,HMI板发出报警信息并对串口进行检测;若打开成功,根据HMI板和EPC通信过程中设定的协议(此处是ModBus协议),HMI板通过串口向EPC发送指令。EPC接收指令后,将其转换为可以识别的命令,进行相应的操作,然后将操作结果通过串口反馈给HMI板,同时EPC不断检测设备的状态信息。若出现异常,则通过串口将该信息发送到HMI板,HMI板同样将该信息转换为其可以识别的命令,发出报警。HMI板和EPC之间的通信交互以及命令格式的转换等通过ModBus协议实现。
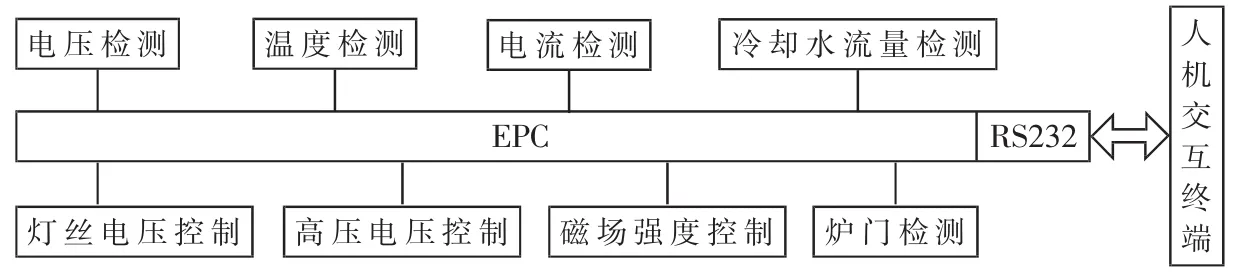
图1 系统原理图
ADUC841是主处理芯片(如图2),它集成了模数转换功能,其高速、高精度的ADC、DAC功能,以及在系统可调试、可下载的特点,特别适合在各种测控系统和仪器仪表中使用,是目前最容易掌握、开发和应用的单片机之一。

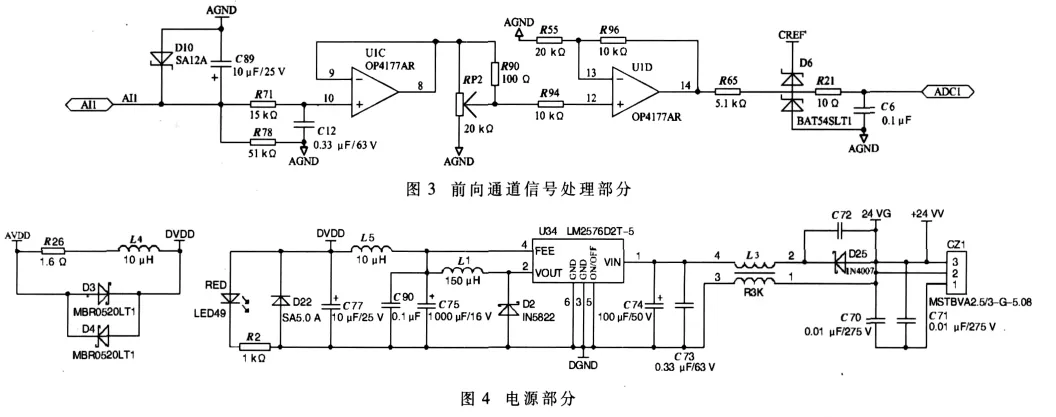
图3为前向通道的信号处理部分。模拟信号自左边进入后,经过第一个运算放大器进行信号隔离,然后在第二个运算放大器处进行一定比例的放大,在进入主芯片ADUC841进行模-数转换前,设置起保护作用的BAT54SLT1,避免运放损坏时导致单片机的ADC通道损坏。
电路设计过程中,要尽可能提高抗干扰能力,以图4电源部分为例,采用了LM2576系列的稳压器,它能提供降压开关稳压器的各种功能,与其他系列的稳压器相比,具有优异的线性和负载调整能力,并且成本低廉。
2.2 软件设计
Windows CE操作系统定制时主要添加了桌面精简及监控程序自启动的功能。通过对系统功能的需求分析,监控程序应实现如下功能:(1)控制系统的启动、停止和复位;(2)模糊PID系统校正状态修正;(3)参数的读和写,主要是温度的读取和设置、控制周期和功率比例的设置;(4)报警,包括通信、阳极电流、炉门、冷却水流量、磁控管温度等的报警;(5)工作模式的选择和切换,工作模式有3种:手动模式、自动模式、恒温模式;(6)温度节点和温度区间的设置,折点的插入、删除以及曲线的加载保存;(7)设定的温度曲线图和实时温度曲线图的显示;(8)对微波搅拌器和烟道风机的控制,主要体现在工作模式和启停温度上;(9)运行记录的显示与存储,显示和存储温度、控制周期等参数的变化;(10)事件记录的显示,记录系统的启停时间和一些异常情况,便于系统的维护;(11)HMI板、EPC之间的串口通信。
根据以上功能,将该监控程序分为6个模块,每个模块实现一个或数个功能。Basic,实现功能(1)、(2)、(3)、(4)、(5)、(11);Graph实现功能(7);CurveSetting实现功能(6);Options实现功能(8);RunLog实现功能(9);EventsLog实现功能(10)。程序流程图如图5所示。

图5 监控程序流程图
3 系统实现与应用
本系统在应用过程中运行稳定可靠,不仅实现了串口通信、实时温度曲线显示、微波源控制等各种功能,而且提高了温度的控制精度(达到±1℃),且界面友好,操作简单。
但在使用过程中也遇到了一些问题,主要集中在内存溢出问题上。由于Windows CE系统没有虚拟内存机制,动态内存分配导致大量的内存碎片,系统运行十几小时后便内存耗尽。解决方法是采用静态内存分配,然后系统再次运行,内存溢出问题便得到了有效的解决。
系统应用在微波马弗炉中,以氧化锆高级瓷牙烧结为例,马弗炉烧结温度约为1 530℃,升温时间60 min,保温时间15 min,整个烧结周期为125 min,相比于传统的微波烧结方式,烧结温度降低了100℃,周期缩短了2/3,而瓷牙的品质得到提高。
在高温微波烧结设备中采用该控制系统后,使得设备具备了丰富的功能,同时由于该系统性能稳定,控制精确以及操作方便,深受国内外用户的好评。在此控制系统基础上,正在研究增加CAN/RS232接口转换[4]和Ethernet/RS232接口转换功能,有待系统的进一步升级应用。
[1]贾国光,杨正新,曾锃,等.基于嵌入式双向通信的大功率波源线性智能控制系统[J].机电一体化,2007,13(6):40-43.
[2]汪建宇,罗祥远.微波加热自动控制系统[J].微计算机信息,2003,19(10):16-17.
[3]张冬泉,谭南林.Windows CE实用开发技术.北京:电子工业出版社,2006.
[4]徐超,曾锃,杨正新,等.工业应用领域CAN/RS232接口的现状与未来[J].机电一体化,2010,16(4):18-20.
猜你喜欢
装备制造技术(2020年11期)2021-01-26
装备制造技术(2019年12期)2019-12-25
电子制作(2019年16期)2019-09-27
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
北京航空航天大学学报(2017年3期)2017-11-23
通信电源技术(2016年4期)2016-04-04
通信电源技术(2016年5期)2016-03-22
火控雷达技术(2016年1期)2016-02-06
西部广播电视(2015年8期)2016-01-16
