CA6140车床大修大拖板的“三、四装夹定位法”
2010-08-07 02:29:24张淑玲
制造技术与机床 2010年3期
张淑玲
(唐山工业职业技术学院,河北唐山063020)
CA6140车床大修大拖板是必须精刨的工作之一。大拖板是车床上的一个重要的移动部件。它的底面有平导轨和V形导轨,与床身导轨相配合,可沿床身导轨作纵向直线运动。它的上面有两条燕尾导轨,供中拖板横向直线运动。大拖板的材料为灰口铸铁,形状复杂,外形呈工字形,机床经过一定时期的使用,各导轨面都有不同程度的磨损,在离卡盘近的导轨磨损最严重,离卡盘远的导轨磨损小,近导轨磨损的深度是远导轨磨损深度的2~6倍。刨削加工时,需把磨损面刨平为止。一般情况所需加工量(深度),在0.3~1 mm之间(导轨面需要粘导轨带或导轨板的除外)。由于大拖板的刚性较差,外形又复杂,精度要求高,因此在加工过程中若装夹不合理极容易变形。通过调查发现,某单位从1970年开始大修机床,平均每年大修各种机床52台,其中车床占70%。40年来,在加工的各种型号的大拖板中,大拖板底面平导轨与V形导轨的扭曲度有65%超标,一般情况都在0.15~0.25 mm之间,差的多的在0.3 mm左右,而CA6140标准是全长上要求不得大于0.1 mm。因此如何正确选择定位基准和装夹方法,如何合理安排各工步的先后顺序,就成了加工大拖板保证其相互位置精度的关键。
1 定位基准
通过读图,大拖板各水平表面的尺寸标注,都是以底面决定的,所以底面应是大拖板的设计基准。当以底面为定位基准加工上面时,定位基准和设计基准重合,减少了定位误差。可以保证较高的加工精度。对于大拖板燕尾导轨的顶面,是以底面为定位基准加工的,在车床的使用过程中,因该面不是滑动面,因而没有磨损;又由于大拖板与拖板箱之间有齿轮啮合,结合面去除余量的多少,关系到齿轮啮合的松紧,所以应先以燕尾顶面为定位基准进行加工,可以保证拖板箱结合面加工余量去除的最少,进而保证良好的齿轮传动。所以在开始加工时,应先以燕尾顶面为定位基准,最终加工时应以底面为定位基准。
2 “四、四装夹定位法”
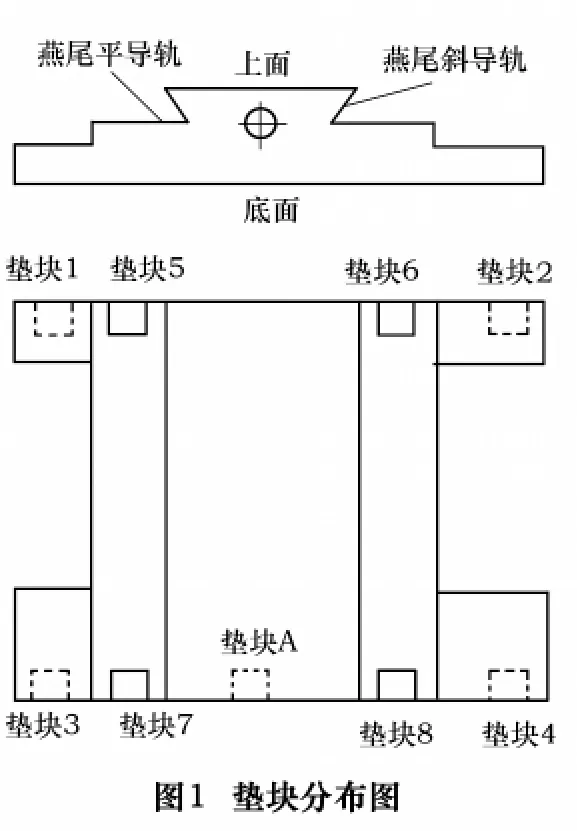
因大拖板外形非常独特,80%成H形状,刚性较差,装夹不当时非常容易变形,使它的扭曲度超标。在以往的装夹过程中,通常采用四、四装夹定位法。四、四装夹定位法是:刨削大拖板上面的燕尾导轨时用4个垫块,两种等高块,两高两低,分别垫在底面拖板箱结合面、底面平导轨压板结合面上。如图1垫块1、2、3、4(这两个面没有磨损是原始面)。刨底面导轨时,用4个等高块垫在已加工好的燕尾平导轨上,垫块5、6、7、8。称为“四、四装夹定位法”。这种延续下来做法的最大缺点是燕尾两平导轨的平行度和底面平导轨与V形导轨的平行度误差很大,钳工刮研的强度很大。
根据调查同一台龙门刨床从70年代至2005年刨出的大拖板以CA6140为例,燕尾两平面导轨的平行度最好是0.15 mm,最差的是0.28 mm。底面平导轨与V形导轨的平行度最好的是0.22 mm。因此,为了提高维修大拖板的加工精度,通过仔细分析四、四装卡定位法,找到了其误差大的原因是因为拖板箱结合面在组装时为了保证齿轮的啮合,一般二次加工过,所以与底面的平导轨压板结合面没有图纸上标注的固定值,所以没有专用的固定垫块,刨削加工时,以燕尾顶面找正时(燕尾顶面没有磨损是原始面)都要在高垫块或低垫块上垫些薄垫铁和铜皮,而它们之间不一定是紧密接触,可能有一定的间隙,这样,在装卡压紧时,可能产生微量位移,而对于4个垫块来说,不可能产生相同的位移量,所以就产生了扭曲变形。大拖板卸下后恢复原状,造成了平行度误差。
3 “三、四装夹定位法”
为了减小平行度误差,分析大拖板图纸,大拖板的设计基准是底面,用底面上没有磨损的面做定位基准,符合设计与定位重合。为最大限度地减小装卡时产生的位移。根据三点可确定一个平面的原理,在刨削上面燕尾导轨时,将底面的4个垫块去掉一块,用3块垫铁,如图1。把3、4垫块去掉,用A垫块垫在燕尾中线下的拖板箱结合面上,由于有1、2等高垫块,所以为了存在较好的平衡状态,将A垫块垫在燕尾导轨的中线下方,这样也是为了便于装卡拖板。在装夹定位时应特别注意几点,首先在开始用1、2,A架起大拖板时必须燕尾顶面1、2端比A端要高些,这样才能总在A垫铁上加垫薄垫铁和铜皮;其次是1、2垫铁必须等高,没有飞刺,大拖板平导轨压板结合面也必须擦干净锉平没有飞刺,这样产生的位移只有A垫块一处而且是这半部全部位移,这样就减小了扭曲变形,也就减小了平行度数值。加工平导轨和V形导轨的装夹法没有改变,仍是用四块垫铁,不同的是压拖板的压板的宽度是“四、四装夹法”压板的1/2。这样就减小了压板本身产生的力矩。
4 注意事项
(1)在装夹定位时,把大拖板燕尾顶面与工作台贴实,使0.02 mm塞尺不能够通过。
(2)压板的位置布局要合理,不应妨碍刀具的运动,压板最好不压在待加工面上,以防变换压板位置面引起的变形。
(3)为了提高加工时的稳定性,垫块的位置要在燕尾顶面宽度的范围内;压板应当靠近平导轨,但至少要有50 mm空隙,让刀具通过。
(4)为防止刨削时拖板颤动,拖板找平找正后,三根螺栓用扭力搬手拧紧一样的力,经试验,小于100 N拖板颤动大;大于120 N拖板变形大;当为110 N时,拖板既颤动不大,变形也不大。
5 验证
按上述装夹好后,用2块百分表顶在拖板箱结合面两边,两块百分表不能在后定位点同侧。先把切削深度定在0.2 mm时实验。开动机床刨燕尾导轨的平导轨,两边百分表读数如下:刀具这边+0.026 mm,另一边-0.019 mm;再增加切削深度为 0.3 mm,共计 0.5 mm,百分表读数如下:刀具这边 +0.032 mm,另一边 -0.02 mm;最后光刀,切削深度为0.1 mm,百分表读数如下:刀具这边+0.008 mm,另一边表针没动。上面燕尾导轨加工好后,翻过来刨下面平导轨和V形导轨。CA6140拖板长度575 mm,燕尾平面导轨宽度179 mm,它们的比为 3 .3∶1。刨平导轨和V形导轨的装夹法没有改变,仍是用四块等高垫铁架在燕尾平导轨上,这样下面导轨与V形导轨的扭曲度就受燕尾两个平导轨扭曲度的影响。从理论上说,燕尾两平导轨扭曲度差1,下面平导轨与V形导轨的扭曲度为3.3。所以,所刨拖板平导轨与V形导轨的扭曲度为0.008 ×3.3=0.0264 mm。拖板全部刨好后,测量实际扭曲度为0.09 mm。
6 结语
经调查,按此方法大修大拖板,某单位在近三年的时间内,刨削各种型号的拖板68件,其中扭曲度在要求以内的56件,超标的12件,超标的从65%降到18%。按原来“四、四装夹法”刨出的CA6140大拖板,钳工刮研最少需要三天,后采用“三、四装夹法”的新装夹方法后,钳工刮研可以两天完成。综上所述,在机床大修行业中,用普通刨床刨拖板时,采用三点定位比较合理。
猜你喜欢
大众标准化(2022年17期)2022-09-27 07:59:54
中学生数理化·七年级数学人教版(2021年9期)2021-11-20 06:11:50
北京航空航天大学学报(2020年10期)2020-11-14 09:26:04
中华民居(2020年4期)2020-09-21 06:31:26
新天地(2020年7期)2020-08-04 09:18:33
特别文摘(2018年10期)2018-12-24 10:03:04
电子测试(2018年1期)2018-04-18 11:53:30
制造技术与机床(2017年11期)2017-12-18 06:46:41
质量技术监督研究(2015年5期)2015-02-10 06:01:00
时代农机(2014年11期)2014-09-23 03:48:22