
数控铣镗床滑枕进给精确定位补偿系统的研究
2010-08-07 02:29王海军王莘澳
制造技术与机床 2010年4期
王海军 王莘澳
(齐齐哈尔二机床(集团)有限责任公司设计研究院,黑龙江 齐齐哈尔161005)
对于数控机床,其加工精度是衡量数控机床制造水平的一个重要因素,其中数控铣镗床滑枕在工作过程中,受温度因素影响,长度会变化,使滑枕的理论与实际定位值产生偏差,从而严重影响了数控铣镗床的加工精度。为了消除温度变化对数控铣镗床滑枕定位精度的影响,建立数控铣镗床滑枕进给精确定位补偿系统已成为必然。数控铣镗床滑枕进给精确定位补偿技术的成功研制可大大提高数控铣镗床的加工精度,降低数控铣镗床的调试周期,从而降低制造成本,极大提高企业的竞争力。
1 设计思想
数控铣镗床的滑枕内部装有铣轴和镗轴,由于铣镗轴的高速运转产生的热量会传递给滑枕,使滑枕产生热膨胀,从而影响加工工件的平面度。
机床规格不同滑枕大小也不同,而滑枕自身形状又不规则,其受热伸长量与温度的关系不容易测得。而材料固定、形状规则的杆件,其伸长量与温度变化关系很容易通过试验测得,这个杆件称为基准杆。将基准杆的一端固定在滑枕的前部,另一端自由伸展,当滑枕在某一温度下伸长时,将带动基准杆移动,通过与基准杆尾部接触的位移传感器可精确地检测出位移量,将这个位移量减去基准杆自身的伸长量就可确定滑枕的伸长量。伺服电动机补偿就是通过滚珠丝杠向相反方向驱动滑枕实现的。
2 结构及工作原理
2.1 数控铣镗床滑枕进给精确定位补偿系统的结构设计
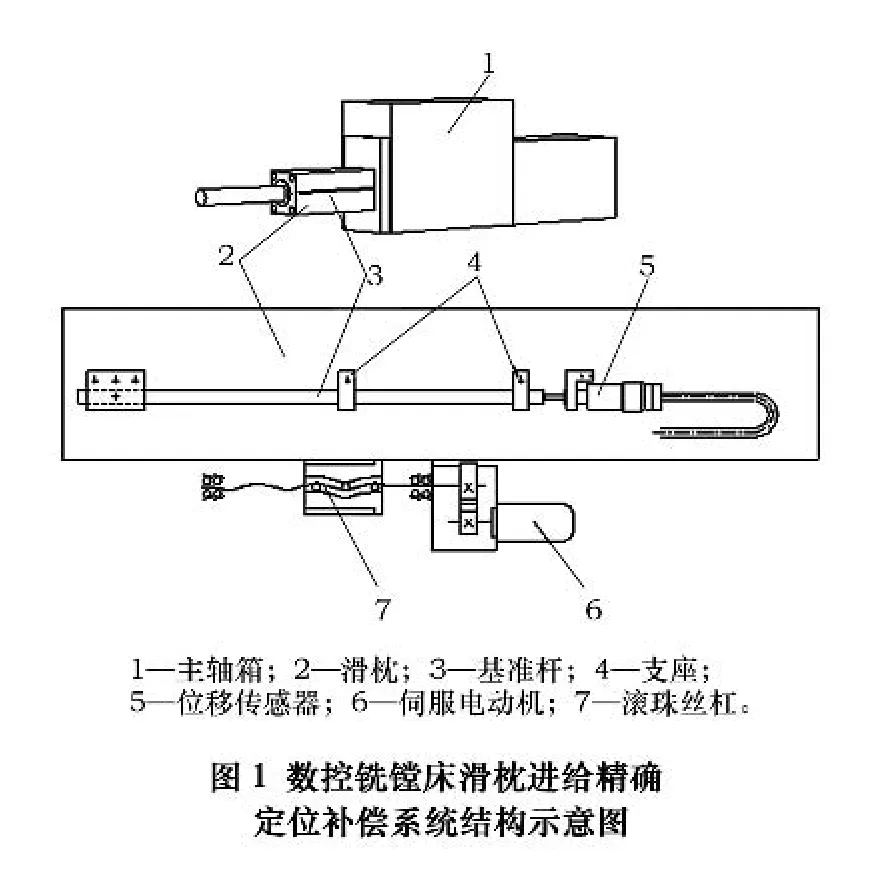
如图1所示,滑枕2安装于主轴箱1内,并且相对于主轴箱1运动。该装置的基准杆3一端固定于滑枕2的前部,另一端为自由端,在长度方向上采用两个支座4支承,保证其水平伸展。位移传感器5在常温下安装,与基准杆自由端端部接触,当温度升高时,基准杆3自由端位置发生变化,位移传感器5检测到这一变化量,并将变化量数据传送给数控系统,数控系统将这一数值减去基准杆自身的受热伸长量,其差值便为滑枕的受热伸长量,最后数控系统控制伺服电动机6驱动滚珠丝杠7带动滑枕2反向运动,从而对滑枕2伸长给予补偿。补偿流程如图2所示。

基准杆3自身在不同温度下的伸长量可通过热膨胀系数公式求得:
式中:ΔL为热膨胀产生的长度变化;L为基准杆原长度;a为基准杆材料的热膨胀系数;ΔT为基准杆温度的变化。其中热膨胀系数a可以通过试验测得。通常情况下,滑枕2在工作中温度的变化范围为20~60℃,在这个温度范围内测量若干个温度下基准杆3的伸长量ΔL,基准杆3的伸长量ΔL随温度的变化产生线性变化,进而算出热膨胀系数a。这个系数可作为常量输入机床数控系统。
位移传感器5测得的值是基准杆3自身伸长量与滑枕2伸长量之和,位移传感器5将测得值反馈给数控系统,数控系统通过数据处理得到滑枕2的伸长量,进而控制伺服电动机6进行对滑枕2的精度补偿。
2.2 数控铣镗床滑枕进给精确定位补偿系统的工作原理
滑枕通过滚珠丝杠与伺服电动机相连,滑枕上固定有基准杆及位移传感器。基准杆为材料固定且形状规则的杆件。基准杆的一端固定在滑枕上,另一端自由伸展且其端面与位移传感器相接触。通过对滑枕进给的精确定位研究,建立了一套系统的补偿理论。适用于不同规格数控落地铣镗床的滑枕的精度补偿。
3 应用范围
目前数控铣镗床滑枕进给精确定位补偿系统已广泛用于 FA—130、FA—160、TK(H)6913、TK(H)6916、TK(H)6920、TK(H)6925、TK(H)6926等,镗轴直径范围为φ130~260 mm,主轴转速范围为650~3000 r/min,进给速度范围为6000~15000 mm/min。可实现多轴控制及五轴联动的数控铣镗床的滑枕精度补偿。此系统的成功研制和应用,使数控铣镗床的加工平面度由原来的0.1 mm减小到0.015 mm甚至更小。使我国的数控铣镗床的加工精度达到了国际水平,缩短了我国与世界先进数控铣镗床制造企业的差距。
4 结语
数控铣镗床滑枕进给精确定位补偿系统的成功研制和应用使数控落地铣镗床的加工精度达到了国际先进水平,从而使采用该装置的数控落地铣镗床在国际市场上有了更强的竞争力。目前采用该装置的数控落地铣镗床已实现产业化,广泛用于国防军工、航空航天、机械、能源、船舶、核电等复杂、异形件的加工行业,对民族装备工业的振兴及国民经济的发展具有重要意义。
猜你喜欢
农机使用与维修(2022年11期)2022-11-17
内燃机与配件(2022年2期)2022-01-17
青少年科技博览(中学版)(2021年9期)2021-12-21
设备管理与维修(2021年20期)2021-11-26
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2018年9期)2018-09-19
制造技术与机床(2017年6期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
中国市场(2016年45期)2016-05-17
语文世界(小学版)(2015年12期)2016-01-22
