数控技术在机械加工中的应用
2010-07-27 06:40:18李显宽
中国新技术新产品 2010年9期
李显宽
(江门市技师学院,广东 江门 529070)
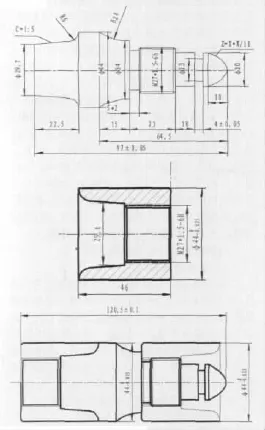
如图所示为抛物线加螺纹配和锥配的组合件图样,该组零件是某劳动部门为参加数控车床技术大比武的考生指定的动手操作试题,故为单件生产。其考试所用的工具,量具和刃具见附表1

附表1
从考试角度看,该组合件选题较好,结构不复杂,对数控车床组合件的加工很有代表性。有需要宏程序加工的抛物线,也有最基本的螺纹配,还有需要一定技术的锥配。本题对考生来说四个小时做完难度不小,但如果加工工艺能安排合理,又有一定的操作熟练程度是可以完成的。我发现一些考生的动手能力需要加强外,大部分考生对零件的加工工艺没有深入了解,因此考试中出现了工序安排不合理导致工件精度下降,考试时间拖延甚至报废等现象发生,监于此,本人试图对该组零件的加工工艺和加工技巧进行一些分析,以帮助考生们更好地掌握类似零件的加工方法和技巧。
1 工序安排
1.1 下料∮50×150mm,考试时料已备好,故此工序略。
1.2 粗车图2外圆,粗精车图2内锥孔及内螺纹,其装夹与工步如下:
(1)用三爪自定心卡盘夹持毛坯一端,伸出长度80mm。(2)装刀:1号刀90度外圆车刀,2号刀内孔刀,3号刀内螺纹刀,4号刀切刀。(3)用外圆刀车端面,以端面与轴线的交点为Z向编程零点。(4)用外圆刀试车外圆,对X向。(5)钻孔∮20mm,深度为80mm。(6)用内孔刀试车内孔对内孔刀,内螺纹刀和切刀左刀尖的Z向和X向。(7)编程,粗车外圆的程序可以用G90,留1mm余量。粗精车内轮廓时可以用G71和G70,在精车内轮廓时一定要用刀尖半径补偿G41,才能保证锥度和圆弧的正确性。车内螺纹时可以用G92。(8)粗车外圆∮44mm成∮45mm,长度70mm.粗精车内轮廓保证内圆柱孔∮25.6mm,通过测量圆柱孔尺寸保证圆锥小端直径∮29.6mm。粗精车内螺纹M27×1.5-6H,测内螺纹时需用螺纹塞规,在检测时要注意:因内螺纹在里侧,拿塞规时一定要注意拿正,以防测不准。若螺纹塞规不进,在保证其他没问题的情况下,只需在车螺纹程序里将螺纹底径增大即可。(9)车完螺纹后用内螺纹刀在Z=-45mm处倒内螺纹收尾角。1.2.10用切槽刀切断,保证总长45mm.
1.3 车图1左端,其装夹与工步如下:
(1)切下螺纹套后将轴工件调头,夹持已粗车的外圆∮45mm部分,卡爪顶住小台阶面。(2)车端面保证总长98mm.(可以手动车,也可以用G94做小程序车)。(3)将原来的内螺纹刀卸下,在3号刀位装上外螺纹刀。(4)以端面和轴线的交点为Z向编程零点,重新对外圆刀和切刀的Z向,和外螺纹刀的X向和Z向。(5)编程,粗精车外轮廓时可以用G71和G70,先将抛物线处加工成R10的圆弧,在精车外轮廓时一定要用刀尖半径补偿G42,才能保证圆弧24的正确性,轮廓应将图上∮44mm外圆车完,然后加工抛物线Z=X*X/10,难点在抛物线的程序要用宏程序(附宏程序如下)。切槽编程时要注意对的是左刀尖,并要记住螺纹收尾时的倒角。外螺纹的车削用G92。
加工抛物线的宏程序:
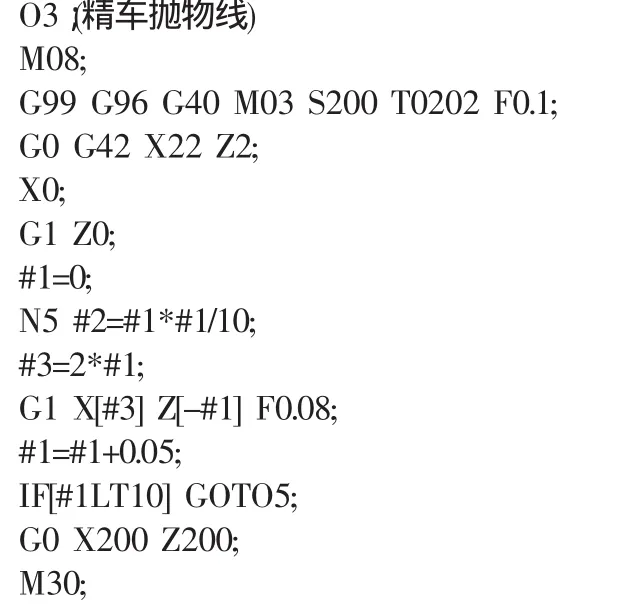
(6)粗精车外轮廓 (R10mm圆弧,∮20mm外圆,∮26.8mm外圆,R24mm圆弧,∮44mm外圆),为保证尺寸的正确性可以用二次精车法,在粗车前先将径向尺寸放大一个精车余量,做粗精车,车后测量,看尺寸大多少,再在刀偏里减多少再做一次精车即可,最好将粗车和精车两个程序分开,以便单独做精车。精车抛物线Z=X*X/10。粗精车槽 5×2和 4±0.05。车外螺纹M27×1.5-6h,用螺纹环规测量。
1.4 精车螺纹套外圆,其装夹与工步如下
(1)将螺纹套旋在外螺纹上。(2)编程,精车外圆时可以用G90。(3)精车螺纹套外圆保证尺寸∮44mm。(4)手动用外螺纹刀倒两端外圆角。
1.5 粗精车图1左端外圆锥和内孔,其装夹和工步如下
(1)将套卸下,轴调头,用铜皮垫住轴上∮44mm外圆,找正,夹紧。(2)车端面,保证总长97mm。(3)以端面与轴线交点为编程零点,只对外圆刀和内孔刀的Z向即可。(4)编程,粗精车外圆锥和圆弧时可以用G71和G70,精车时要用刀尖圆弧补偿G42来保证圆锥和圆弧的正确性。粗精车内孔时因为有倒角所以用G71和G70。当然也可以用G90,但最后倒孔口角较麻烦。(5)粗精车外圆锥C=1:5和圆弧R6时要用已车好的套来配车,测量配合后轴向间隙a,根据公式X=a/5计算出X的值做径向补偿。这样才能保证内外锥以及圆弧的配合,才能保证配合后总长120.5±0.1mm。粗精车内孔,保证∮24mm和孔深20mm.。
2 工序安排和编程中容易忽略的问题
2.1 车抛物线,圆弧和圆锥面时一定要加刀尖圆弧补偿41和42,否则车出的抛物线摸样象但检测时不对。而圆弧和圆锥面配合时接触面也达不到要求。
2.2 加工时应先加工套类工件,不能先加工轴。否则套类工件的外圆∮44mm无法加工更不能保证跳动度0.03mm的要求。有很多考生都是错在这儿,以至于无法加工。
2.3 在精车内外轮廓时最好都用G96恒线速来车,这样才能保证加工表面粗糙度的一致性。但G96之前需要G50限速
2.4 车轴类工件上的外圆锥=1:5和外圆弧6时,要用已经车好的内锥和内圆弧测量,不能单靠机床保证外锥和圆弧的尺寸,否则不能保证配合时接触面积,更不能保证配合后总长。
2.5 尽管数控车床精度比普通车床高点,但对尺寸精度要求较高的各面不能单靠机床保证,而应通过二次精车或其他手段来保证尺寸的正确性
[1]彼得·斯密德,数控编程手册.北京:化学工业出版社,2002
[2]唐应谦,数控加工工艺学.北京:中国劳动出版社,1997
猜你喜欢
上海涂料(2021年5期)2022-01-15 06:09:26
装备制造技术(2021年2期)2021-07-21 05:38:22
名城绘(2019年3期)2019-10-21 10:21:57
制造技术与机床(2019年8期)2019-09-03 01:14:28
经济技术协作信息(2018年11期)2019-01-14 03:07:22
制造技术与机床(2017年11期)2017-12-18 06:46:44
制造技术与机床(2017年8期)2017-11-27 02:10:00
中国新技术新产品(2015年19期)2015-09-02 08:29:24
锻压装备与制造技术(2015年2期)2015-06-26 09:00:25
机械工程师(2014年8期)2014-12-02 01:39:02