
基于射频卡定位技术的炼钢厂天车物流从站设计与实现
2010-07-09 11:29:28杜卫华李金文高树红
制造业自动化 2010年2期
杜卫华, 张 婕,李金文,高树红
(1. 承德石油高等专科学校 电气与电子系,承德 067000;2. 承德科维电子设备厂,承德 067000)
0 引言
在炼钢厂,生产管理需要获得混铁炉铁水的入炉量、出炉量,按班、日、月进行统计汇总,获得转炉每炉钢的入铁量、废钢放入量、产钢量,这些数据的获取可通过现场天车吊运物料的重量变化、天车的位置变化再与炼钢厂的工艺流程相结合,计算机就可以根据重量逻辑、位置逻辑和时序逻辑来定性、定量判断天车进行了何种作业,从而自动计量出兑入铁水量、加入废钢量、出钢量和连铸消耗等,代替了抄报员的繁重工作。炼钢现场电磁干扰比较严重,天车的作业性质决定其数据只能无线传输,所以天车物流子站的设计是物流管理系统的核心。
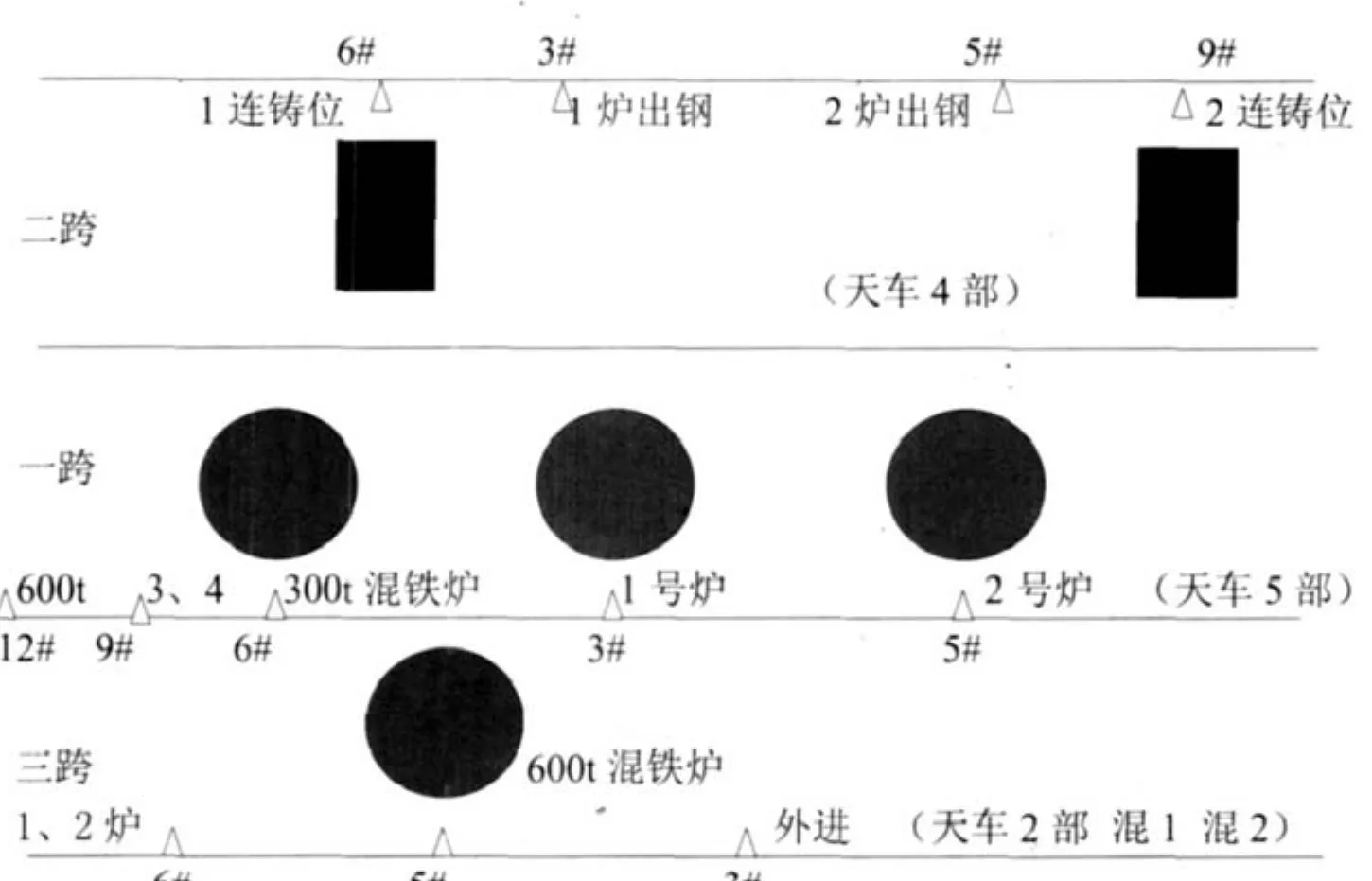
图1 天车定位分布点及射频卡安装位置(地址)
本文以河南凤宝炼钢厂天车物流管理系统的天车物流子站设计为例,介绍了物流子站的设计方案。现场情况如图1所示,共有三跨:600t混铁炉跨,加料跨,浇钢跨,为了实现天车吊运作业内容和吊运物料种类进行判断,我们根据实际需要选定以下12个位置作为天车定位点(每个定位点加装位置标识即加装射频卡)。
1 子站结构及工作原理
子站系统采用模块化设计方法,由射频卡定位模块、重量调理模块、数据远传模块组成。
1.1 射频卡读卡器的设计
1.1.1 射频卡定位原理
射频识别是一种非接触式的自动识别技术,它通过射频信号自动识别目标对象并获取相关数据。RFID识别系统通常由射频卡标签、读写器、天线组成。工作时,读写器通过系统天线发送一定频率的射频信号,当射频卡标签进入发射天线工作区域时产生感应,从而获得能量并被激活。激活后的射频卡标签将自身编码等信息通过其内置天线发送出去,系统天线接受到射频卡标签发送来的载波信号,经读写器对其进行解调和译码,并将译码后的数据送到主系统进行相关处理以判断该卡的合法性,利用射频卡的这种特性就可以在天车定位点安装射频卡,在天车侧面安装射频卡读卡器,及时获取天车的位置信息。
1.1.2 射频卡读卡器的设计
1)读卡器天线设计
读卡器中的天线用于产生磁通量,而磁通量用于向射频卡片提供电源,对读卡器天线的设计有三点要求:
(1)天线线圈的电流最大,用于产生最大的磁通量。
(2)功率匹配,最大程度地利用产生磁通量的可用能量;
(3)足够的带宽,以无失真地传送数据调制的载波信号。
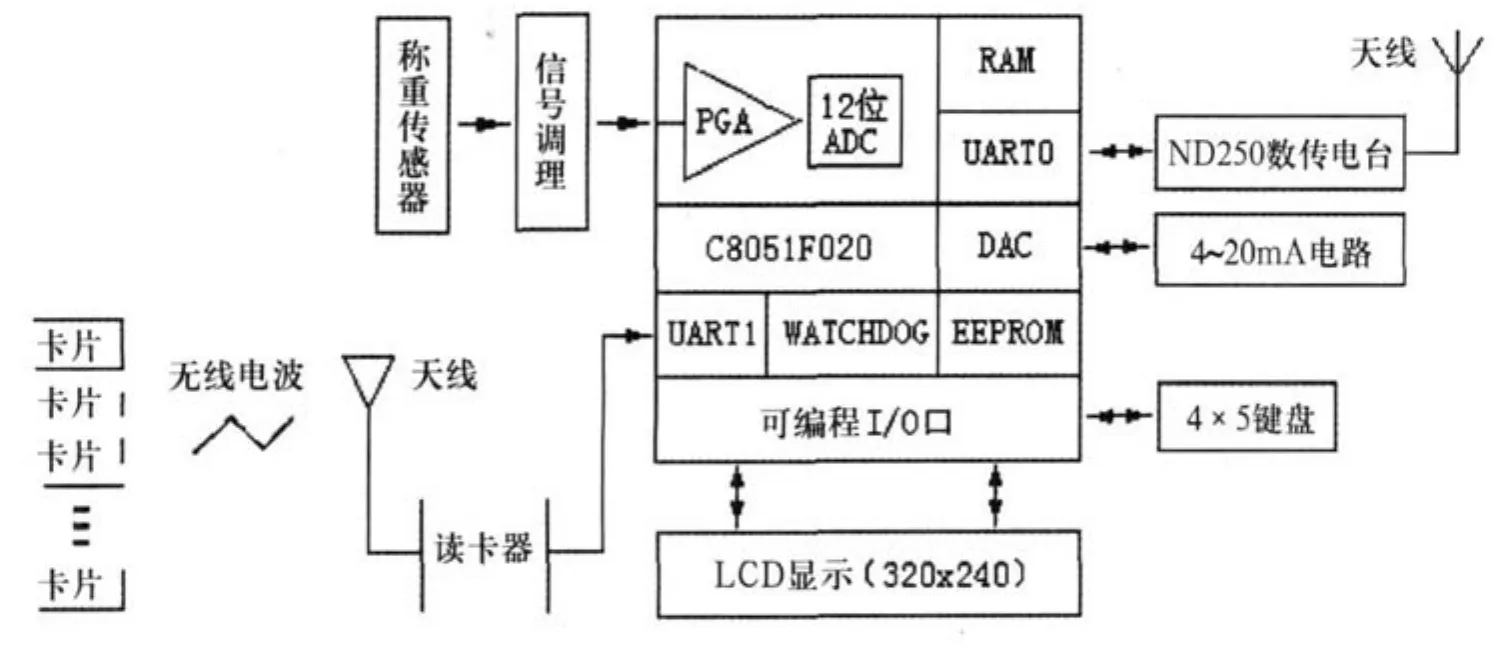
图2 系统电气原理图
根据频率范围的不同,使用不同的方法将天线线圈连接到读卡器发送器的输出端,通过功率匹配将天线线圈直接连接到功率输出级,或通过同轴电缆来馈送到天线线圈。由于MFRC531是低功耗设计,因此卡和天线之间的耦合系数必须满足一定的值,卡和天线之间的耦合系数不能低于0.3,天线的直径要求介于0.5~1.5mm之间。 在本设计中,天线采用65cm×54cm、天线导体宽度为本1mm、圈数为三圈的方形天线。这样,天线的电感通过下列公式计算得到[3]:

其中:L:读卡器天线感应;I :天线导体长度(1圈);D:天线导体宽度(必须介于0.5~1.5mm之间);N:天线导体圈数(3圈)。
2)读卡器电路设计
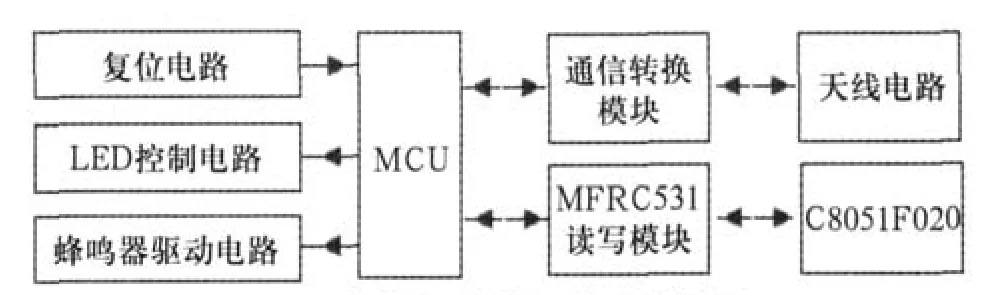
图3 读卡器硬件组成原理框图
读卡器的硬件组成见原理框,如图3所示。Mifare射频卡进入距离射频天线100mm内,读卡器就可以读到卡中的数据。读卡器读到Mifare卡中的数据后,系统单片机要将所读卡号及时间一起存入存储器,同时指示灯闪一次,喇叭响一次,表示完成一次操作。

图4 读卡器及Mifare射频卡安装图
读卡要执行一系列的操作指令,调用多个C51函数。包括装载密码、询卡、防冲突、选卡、验证密码、读卡、停卡,这一系列的操作必须按固定的顺序进行。
读卡器和主CPU(C8051F020)之间采用应答方式通讯,可随时把卡号及读卡时间传送给主CPU。
1.2 称重传感器信号调理、秤体安装
称重传感器采用QS-M鱼背式传感器,传感器的灵敏度为2.0±0.005mV/V,最大供桥电压15V,信号调理电路由AD620高精度集成运算放大器和OPA27组成的滤波电路组成,电路增益通过调节Rg来实现,即 G=49.4/Rg+1,电气原理图如图5所示。
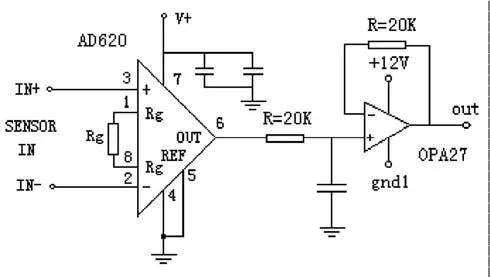
图5 QS-M传感器信号调理电路
鱼背式传感器安装于定滑轮轴或称重轴下方,每根轴装有2只传感器,传感器测得滑轮轴上钢丝绳张力,从而得到被吊重物的重量,传感器安装图如图6所示。
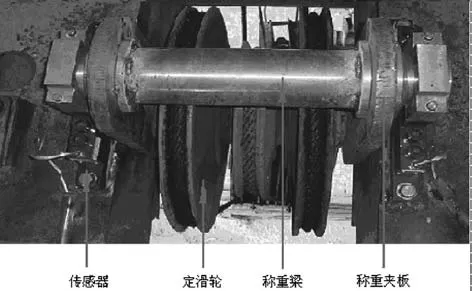
图6 传感器安装图
1.3 C8051F020单片机[1]
C8051F020是美国CYGNAL公司推出的混合信号系统芯片,是高度集成的片上系统,它嵌入了一款高速、低功耗、高性能的8位微处理器,最突出的特点是高速指令处理能力。C8051F020采用CIP-51微控制器内核,与MCS-51指令完全兼容。CIP-51采用流水线结构,与标准的8051相比,指令执行速度有很大的提高。片内集成了多通道12位和8位A/D转换器以及一个双12位D/A转换器,两个增强型UART串口,便于模拟量和数字量的采集,该单片机还集成有4KB内部数据RAM和64KB Flash,片内还配置了标准的JTAG接口,调试方便。
1.4 图形式LCD显示
系统采用 320X240 点阵图形式液晶显示模块,显示清晰、分辨率高、文本图形显示、具有EL背光。根据需要显示站号(S)、重量(W)、射频卡位置(P)等信息。
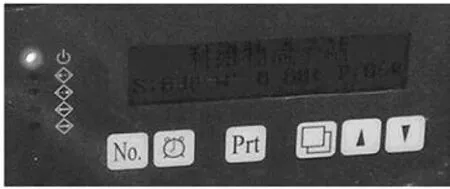
图7 子站前面板LCD显示图
1.5 通讯接口[2]
通过交叉开关把C8051F020单片机的P0.0,P0.1设置为TX0,RX0。 采用SP3223转换器实现TTL电平与RS-232电平相转换,数传电台采用ND-250A,其主要特点是日本原装,采用FET放大电路,体积小,功耗低。
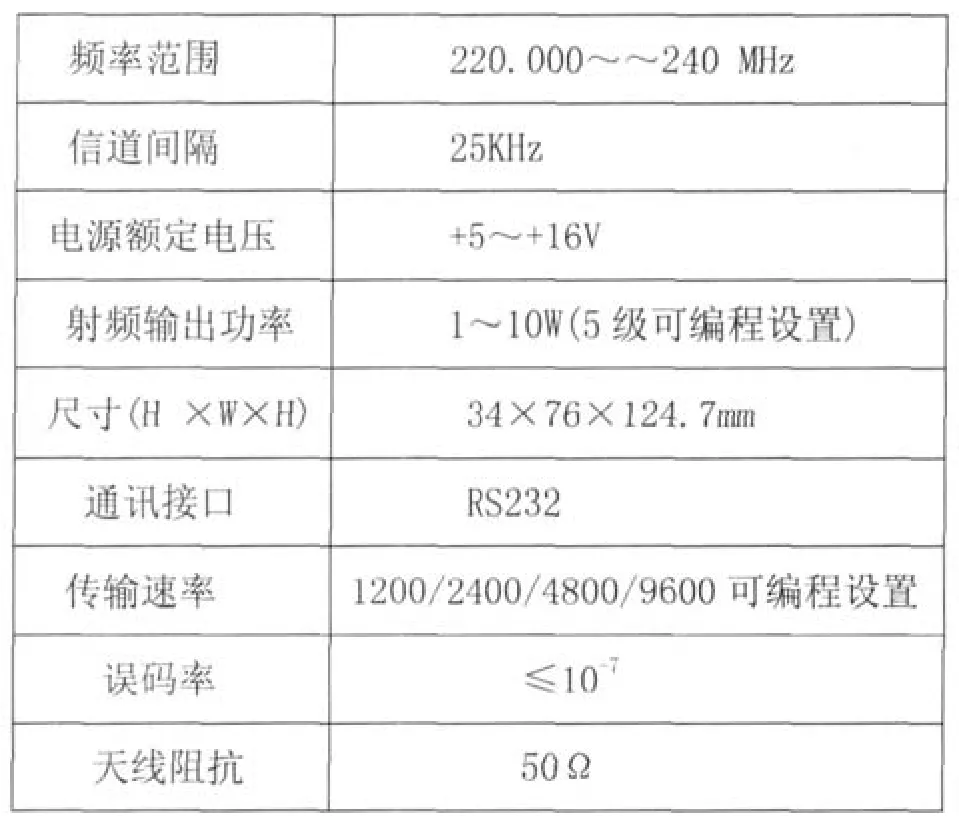
表1 ND-250A数传电台主要性能参数
2 系统软件设计
2.1 主程序设计
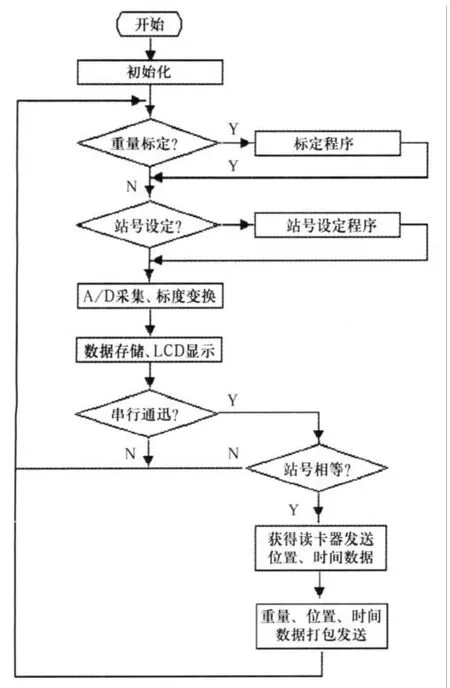
图8 主程序流程图
软件设计采用模块化编程结构,包括初始化子程序、数据采集处理子程序、数据存储子程序、LCD显示子程序、按键获取程序、传感器标定子程序、站号设定子程序、串口通讯子程序。所有程序代码采用C语言编写,可以方便地调试和下载程序,主程序流程如图8所示。
2.2 通讯程序
地面上主站为及时获得每个天车重量(毛重、皮重)、位置信息,由逻辑推理后可自动生成各种报表,动态流程画面。主站采用轮寻点名方式通过无线数传电台ND250发送站号指令,所有子站收到站号指令后均与机内用户设定的站号比较,站号相同的子站把最新数据(包括位置数据、毛重量数据、净重量数据)通过数传电台ND250打包发送回去。为了降低无线传输中的误码率,采用循环冗余校验(CRC)的误码检测技术,在数据包后面添加数据校验和,为了减少数据包长度,提高传输效率,本系统采用了8位的CRC校验,生成多项式为[5]:G(x)=x8+ x5+ x4+ 1,CRC编码由程序完成。
3 结论[4]
射频卡代替传统的光电开关组,CPU采用SOC芯片单片机,无线传输部分采用功率、频段、BAUD可调的日精数传电台,系统抗干扰能力强、可靠性高、维护工作量小。该子站已在河南凤宝炼钢厂运行一年,满足设计要求。
[1] C8051F02x Data Sheets ,Cygnal Corporation.
[2] 李刚,林凌.与8051兼容的高性能、高速单片机-8051Fxxx.北京:北京航空航天大学出版社,2002.
[3] 莫德举.刘丽丽.RFIC卡读写器研发[J].仪器仪表学报,2003(8):14-16.
[4] 王广淘,扬喜梅.天车对位下料装置改进方法的探讨[J].铸造设备研究,2007(4):26-28.
[5] 宋汉珍.微型计算机原理[M].北京:高等教育出版社,2005.
猜你喜欢
高技术通讯(2021年7期)2021-08-30 08:36:42
电脑爱好者(2020年17期)2020-09-14 12:12:41
江苏农业科学(2017年13期)2017-09-28 06:27:24
电脑知识与技术(2017年11期)2017-07-27 07:21:01
电子技术与软件工程(2016年24期)2017-02-23 13:35:11
中国公共安全(2017年11期)2017-02-06 05:28:03
西南石油大学学报(自然科学版)(2016年6期)2017-01-15 14:13:56
电脑知识与技术(2015年35期)2016-03-07 12:51:48
武夷学院学报(2015年3期)2015-07-18 11:03:48
电子世界(2014年15期)2014-04-29 06:20:15
