
液压挖掘机大小臂销孔的修复
2010-07-02 02:41:44陈增法赵会生
浙江水利科技 2010年3期
陈增法,赵会生
(1.浙江江能建设有限公司,浙江 杭州 310020;2.武警水电第六支队,湖北 宜昌 443133)
在水利水电施工中,液压挖掘机的应用非常广泛。由于施工环境恶劣,加上工期紧,任务重,设备没有足够的时间进行维护和保养,造成大臂与小臂连接销孔、小臂与铲斗连接销孔的磨损。或者由于操作人员只重产量,不重保养,造成大小臂销孔的损坏。这不仅影响设备的使用,而且会影响到施工的进度,因此必须定期对销孔进行修复。
1 修复前的准备工作
1.1 场地准备
销孔修复前,应将设备停在平整的场地内,并在设备的附近放置一块钢板,在修复的过程中便于修复设备的定位。
1.2 拆除其他部件
如果是修复小臂与铲斗连接的销孔,须将铲斗从小臂上折掉。如果是修复大、小臂连接的销孔,则将小臂拆掉,同时还要将小臂油缸从小臂上拆除。
1.3 销孔的清理
销孔内部一般有很多油污,在开始修复前要将油污清理干净。如果不清理干净,不仅会会影响焊接的质量,而且在修复销孔进行切割、电焊等工作时,存在有很大的安全隐患。因此在修复之前必须将销孔内的油污清理干净。
1.4 配件采购到位
销孔内的耐磨衬套、骨架油封、销轴等采购到位。
2 销孔修复
由于水利水电工地多处于山区,条件多数比较艰苦,很多条件都不具备。因此应根据当地的修理、加工条件,选用适当的方法进行修复。有条件的可采用小型镗床加工销孔的方法修复,没有条件的可以采用加工过渡衬套的方法修复。当销孔的衬套座孔磨损较小时,可以采用小型镗床镗孔修复;磨损较大时,则采用加工过渡衬套的方法修复。
在对小臂与铲斗连接的销孔进行修复时不适合采用加工过渡衬套的方法,因为小臂销孔的头部本身尺寸较小,增加过渡衬套会使头部的厚度减小,强度降低,影响使用。当小臂销孔磨损严重,无法修复时,将原来的销孔头部割掉,重新加工一个销孔头部,焊接在小臂上。在焊接时要保证销孔的轴线与小臂中心线的垂直度。
2.1 采用小型镗床镗孔的方法修复
2.1.1 堆 焊
采用J502焊条,对磨损的孔内圈进行堆焊。堆焊时要逐层进行,每堆焊好一层,将焊渣清理干净,然后再堆焊第二层。每堆焊一层,测量孔的尺寸,堆焊到内孔的最大尺寸小于耐磨衬套的外径5~7mm为止。
2.1.2 镗 孔
在镗孔时必须保证两边的孔在同一轴线上,并且要保证轴线与大臂或小臂的中心线垂直,因此在镗孔前先对镗床进行定位。定位时以大臂或小臂的侧面为基准线,将镗床的轴伸入销孔内,用直角尺量镗床轴的表面与侧面的垂直,保证镗床轴的轴线与销孔的轴线相平行。因小臂的销孔头部凸出小臂的侧面,可以事先加工一个专用的直角尺(如图1)。调整镗床轴的位置,使镗床轴的轴线与销孔的轴线重合。为保证轴线重合,在堆焊前,可在原销孔的基础上,在外侧划圆,调整时以此圆为基准。镗床的位置调整好后,将镗床固定在事先铺好的钢板上。为保证精度,也可将大臂或小臂固定。
准确定位后开始镗孔。镗孔时,在镗第一层时,镗床转速不能过快,因为堆焊的内孔表面不平整,转速过快会损坏镗刀,待内孔表面镗平整后,可以适当的调快转速。每镗一层,就要用游标卡尺测量孔径,以便调整镗刀。待孔的内径尺寸与耐磨衬套的外径达到过盈配合时为止。
2.1.3 安装耐磨衬套
由于镗好的孔内径与耐磨衬套的外径是过盈配合,在安装之前先用火加热销孔,然后将耐磨衬套用锤子敲进去。切不可用锤子直接敲击,因为耐磨衬套的材质比较脆,用力过大或过猛会造成耐磨衬套的损坏。
2.1.4 检 验
将完好的销轴装入销孔内,用直角尺测量销轴的表面与大臂或小臂侧面的垂直度。如果是小臂则用专用的直角尺来测量。
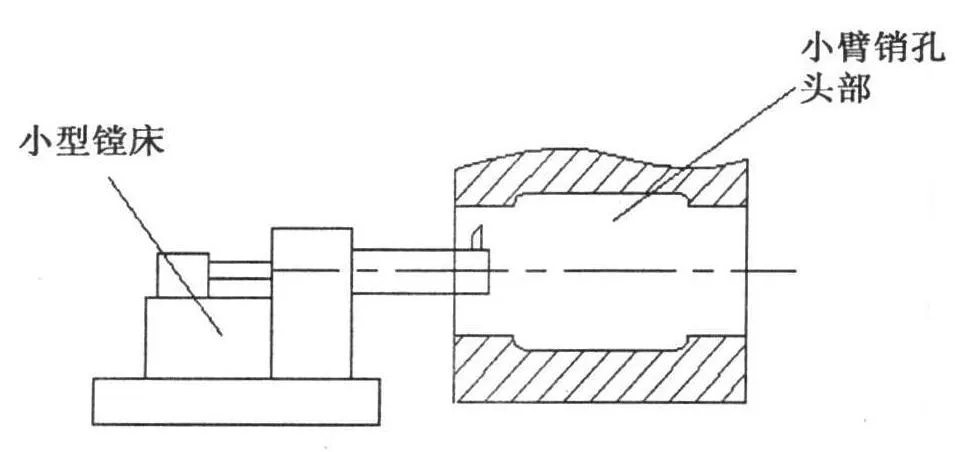
图1 小型镗床镗孔示意图
2.2 采用加工过渡衬套的方法修复
2.2.1 加工过渡衬套
过渡衬套的内径与耐磨衬套的外径相一致,但要达到过盈配合的要求。过渡衬套的外径两端要进行倒角,以便与大臂进行焊接。过渡衬套的宽度要大于耐磨衬套的宽度,大于的尺寸要能安装两个骨架油封。过渡衬套加工好后,进行热处理,使过渡衬套有足够的强度。过渡衬套的壁厚应不小于15mm。加工好的过渡衬套直接与耐磨衬套安装在一起。因为2个衬套是过盈配合,安装时需对过渡衬套进行加热,再将耐磨衬套压入。加热可以将过渡衬套放入煮沸的水中加热。
2.2.2 加工辅助销轴
辅助销轴上加工两个凸台,凸台的外径与耐磨衬套的内径为过盈配合。辅助轴的长度应大于销孔头部的宽部。将加工好的两个组合衬套安装在凸台上,两个组合衬套的间距要与大臂的间距相一致。
2.2.3 扩大原销孔
在扩大原销孔时要以加工好的组合衬套的外径为基础,与组合衬套的外径基本一致。扩大原销孔可以直接用气割切割。在切割前,依据原销孔在大臂头部划圆,切割时,以此圆为线切割,并且切割面要平整。切割后,在大臂头部的内外两侧进行倒角,以便于焊接。
2.2.4 定 位
将组装好的辅助销轴装入切割好的孔内,以大臂的外侧面和辅助轴的外表面为基准,用直角尺测量其垂直度,调整好后,用钢筋固定在大臂上。
2.2.5 焊 接
由于在加工过渡衬套和切割大臂销孔头部时均已经倒角,预留好了焊接坡口,形成了四道焊缝A、B、C、D,可以直接在坡口上进行施焊。施焊时要逐层焊,A焊接一层后,再对B焊接一层,D焊接一层后,再对C焊接一层,焊接第二层仍然依照此顺序,避免应力集中,造成冷却后有裂纹。在焊接的同时要经常敲打焊缝及周围的母体,消除应力。每道焊缝焊完一层后要对焊缝表面的焊渣进行清理,避免焊缝内出现夹渣,影响焊接强度。
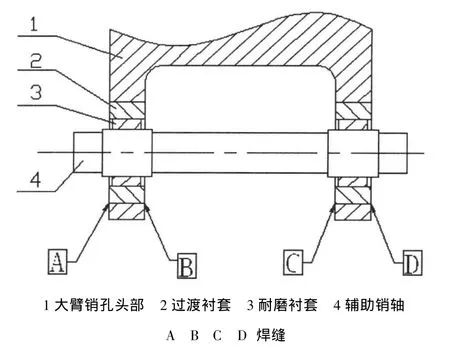
图2 加工过渡衬套修复示意图
2.2.6 拆除辅助销轴
待冷却后将辅助销轴取出。因辅助销轴与耐磨衬套是过盈配合,在拆除时可以用火对大臂销孔头部进行适当的加热,用锤子敲出。因辅助销轴较长,在敲打时可能会比较困难,则可以直接将辅助销轴的是间割断,用火加热后敲出。
2.2.7 检 验
将完好的销轴装入销轴内,用直角尺测量销轴外面与大臂头部侧面的垂直度。
2.3 润滑油道保护
在进行堆焊磨损的销孔或安装过渡衬套时,要注意润滑油道的的保护。若在修复过程中对原来的油道不可避免的遭到破坏时,则必须采取其他补救措施。
4 组 装
4.1 安装骨架油封
因骨架油封与油封槽是有压缩量的,因此在安装时可以用旧的骨架油封垫在新骨架油封外侧,敲打旧油封,不致于损坏新油封。在安装时要注意骨架油封唇口的方向,否则将起不到密封的作用。
4.2 组装其他部件
将拆除的其他部件进行组装。
组装后可以启动挖掘机,进行操作,检查每个动作是否顺畅。
5 结 语
在对销孔进行修复时,通过焊接、定位等工序使磨损的销孔得到修复。在修复的过程中关键要保证修复后的销孔与原销孔轴线的同心度和焊接的质量,才能保证修复后的销孔能够正常使用。
猜你喜欢
机床与液压(2023年1期)2023-02-03 04:57:52
城市轨道交通研究(2022年2期)2022-11-18 09:45:42
建筑机械化(2021年9期)2021-09-30 08:52:08
装备制造技术(2021年2期)2021-07-21 05:38:32
设备管理与维修(2021年18期)2021-01-29 02:09:20
制造技术与机床(2018年9期)2018-09-19 06:47:56
制造技术与机床(2017年6期)2018-01-19 02:41:14
中国科技纵横(2017年7期)2017-05-16 14:55:22
光学精密工程(2016年6期)2016-11-07 09:07:41
中国市场(2016年45期)2016-05-17 05:15:26
