
网络化数控加工中数据传输方法研究
2010-06-28 12:34:42黄志伟
装备制造技术 2010年3期
王 磊,黄志伟
(湛江师范学院物理科学与技术工程学院机电工程系,广东湛江524048)
网络化制造是按照敏捷制造的思想,采用Internet技术,建立灵活有效、互利互惠的动态企业联盟,有效地实现研究、设计、销售各种资源的重组,从而提高企业的市场快速响应和竞争能力的新模式,其本质是制造技术与网络技术结合的一种先进制造模式[1]。而数控技术,作为先进制造技术的一种代表性技术发展迅速,和网络技术的结合日趋紧密。
网络化数控加工技术具体包括以下内容:网络化数控加工模型的建立,产品特征造型的网络发布与浏览,产品的仿真加工,数控代码的传输,远程数控加工和监控。其中数控代码数据的传输方法是网络化数控加工的重点技术之一。
1 基本原理
网络化数控中数控程序的传输,必须符合一定的条件。在采用传输数控程序的同时加工工件,对于数据的实时性有着严格的要求。这个实时性,就是指在加工过程中,当数控机床需要时,始终有数控程序供应给机床,这要求与数控机床连接的网络控制器,始终保持一定的数据缓冲[2]。当数控程序过于庞大,加工周期长的情况下,网络控制器一次接收的数据超出数控系统的数据缓冲空间,部分数据将被丢失,导致数据过载。数据过载时,刀位点产生跳跃,数控机床或者不能正确解析数控程序而自动停止,或者加工继续而导致工件精度超差,情况严重时甚至会损坏刀具和机床。而网络控制器如果长时间没有接收到数据,将导致欠载,欠载将不能继续给数控机床供应数控程序,加工出的工件将出现明显的粗糙度差别。因此,如何把数据缓冲维持在一个合理的水平,是问题的关键。只有在网络控制器的接收和发送数据速度达到匹配时,数据缓冲就可以维持在合理的水平上。数据传输线路规程,就是通过建立合理的数据发送和接收规则,来达到控制数据缓冲量的目的。
2 技术方案
数控程序数据传输,可采用延缓机制和流控机制相结合的方法,来处理速度匹配问题。如系统原理图图1所示的数据传输过程中,数控程序分割为大小合理数据包后循环发送,在发送完一个数据包后,延缓一定的时间,使每个数据包由网络服务器发出的平均速度与网络控制器和数控机床间通信的波特率相等,这就是延缓机制。但是,由于机床存储容量的限制,数控机床和网络控制器间采用流控协议来保证数据传输的安全,导致实际的发送速度可能低于选择的波特率,如果单纯采用延缓机制,将可能导致网络控制器的数据缓冲区满载,以至于数据溢出,从而丢失部分数控程序。因此网络控制器和网络服务器间,同样需要采用流控机制,网络控制器接收到来自数控机床信号后,转发给网络服务器,网络服务器根据得到的信号,选择继续发送或者停止发送,这就是网络服务器和网络控制器间的流控机制。但如果只采用流控机制,将导致在数控程序传输的开始阶段就将网络控制器的数据缓冲区充满。因此,必须采用延缓机制和流控机制相结合的方法,来保证缓冲区的数据维持在一个合理的范围内,不发生溢出,也不会空载。
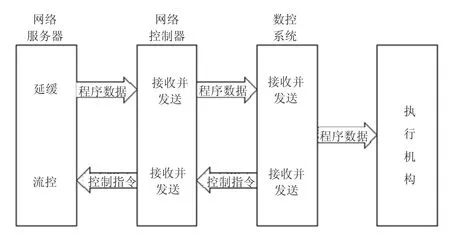
图1 数控程序数据传输原理图
延缓时间可从以下公式中求解。
定义下列变量:
B——DNC控制器和数据机床间的波特率,此处,lbaud=lbps;
Da,Db,Dc,Dd——串行通信时起始位、数据位、校验位、停止位的位数;
Ts——计算机上发送一个数据包需要的时间(s);
Tp——延缓时间(s);
Cp——计算机上发送文件时数据包的字节数(byte);
Cb——DNC控制器缓冲区的大小(byte);
可以计算出DNC控制器每秒传输的字节数Vc,

每个数据包由DNC控制器输出的时间Tg为

得到延缓时间Tp为

由此可以发现,数据包的大小Cp的选择非常重要,Cp与DNC控制器的缓冲区大小与Cb有关。Ts是计算机发送一个数据包所用时间,这个时间与当时计算机的负载情况和计算机的运算能力相关。
3 数据传输过程
数控程序传输线路规程制定的发送过程如下:在发布数控程序发送命令后,启动数控程序发送线程,在线程中首先创建连接网络控制器的Socket,在连接成功后,向网络控制器发送初始化信息,同时启动接收线程,网络控制器在接收到初始化信息后,做好数控程序的发送和接收准备,对于需要触发信号的数控机床,网络控制器侦听串口,在接收到数控机床发送的触发信号后,网络控制器发送初始化成功信息和己接收到触发信号信息给网络通信平台,网络通信平台在接收到初始化成功信息后,开始发送数控程序,首先按照设定的网络控制器数据缓冲大小循环发送数据至缓冲满载,然后恢复接收线程,等待网络控制器发送的请求发送信息,在接收到网络控制器发送的请求发送信息后,发送下一个数据包。这样循环发送,直至数据全部发送。
4 结束语
采用文中叙述的数据传输方案,能有效避免网络化数控加工过程中数据传输时产生的数据过载或数据丢失现象;直接对数据缓冲进行操作,安全性更高;系统构架上可以插入监控功能模块,可实现对加工过程的实时监控;采用延缓机制和流控机制相结合的方法,在程序上实现较为复杂。
[1]国家计委高技术产业发展司发展网络化制造对策研究课题组.发展网络化制造对策研究报告[C].北京:2002.
[2]阎伟国.网络化制造模式下DNC关键技术研究[D].大连:大连理工大学,2003.
猜你喜欢
液压与气动(2022年1期)2022-12-07 09:08:09
液压与气动(2021年1期)2021-04-08 15:08:40
科学与财富(2020年35期)2020-03-11 03:01:50
制造技术与机床(2019年12期)2020-01-06 03:17:26
制造技术与机床(2018年12期)2018-12-23 02:41:20
电子制作(2018年10期)2018-08-04 03:24:46
电子制作(2017年20期)2017-04-26 06:57:41
新闻传播(2016年11期)2016-07-10 12:04:01
分析测试学报(2015年3期)2016-01-13 06:18:12
河北大学学报(自然科学版)(2015年1期)2015-02-27 13:06:12
