中温厌氧工艺处理豆制品废水实验研究
2010-06-05 00:47:44谢慧星,毕亚凡,黄永文
化学与生物工程 2010年8期
豆制品废水是一种典型的高浓度有机废水,其COD高达18 000~20 000 mg·L-1、BOD5达5000~8000 mg·L-1,蛋白质、总氮浓度较高,易酸化,并且产生量较大,处理较难。据统计,一个年产3000 t大豆分离蛋白的生产车间每天约排放150~200 t乳清废水,相当于25万人每天排放的生活污水[1]。近几年基于对食品安全的考虑,国内各大中城市分别对豆制品加工企业进行整合、集中,形成了其加工废水集中处理、排放的局面。由于豆制品废水中的有机物含量高、BOD/COD值在0.3~0.5,可生化性好,目前国内一般采用多级生物法处理,其中厌氧生物处理在较好地净化废水的同时可生产沼气、回收能源而被大量应用。目前常用于豆制品废水的厌氧生物处理工艺有上流式厌氧污泥床(UASB)、折流板反应器(ABR)、两相厌氧处理工艺等[2]。
作者采用自制的中温厌氧反应器对豆制品废水进行处理,考察了反应器上清液的残留COD浓度、产甲烷量随厌氧反应时间的变化情况。
1 实验
1.1 豆制品废水及厌氧污泥
豆制品废水(pH=4~5)取自某豆制品加工厂,其主要污染物为多聚糖、蛋白质、脂肪酸,另外还含有一定量的无机酸和无机盐等,主要水质指标见表1。

表1 豆制品废水污染指标/mg·L-1
厌氧污泥为取自湖北省某生化科技有限公司污水处理站中温厌氧反应塔内的颗粒化厌氧活性污泥。
1.2 实验装置
自制中温厌氧反应器装置(图1)主要由厌氧反应器、恒温水浴槽、排液(碱)集气装置等组成。其中,1.5 L中温厌氧反应瓶(玻璃材质)3个,消化器外接排液(碱)集气装置,内装质量分数5%~6%的氢氧化钠溶液,厌氧产生的沼气(主要含CO2和甲烷)经集气瓶内碱液洗涤吸收以去除其中的CO2,并由250 mL量筒计量排出的碱液来读取甲烷体积。厌氧反应器置于SHZ-C型恒温水浴振荡器中,确保反应器内污泥的均匀分布及恒温(35~37℃)。
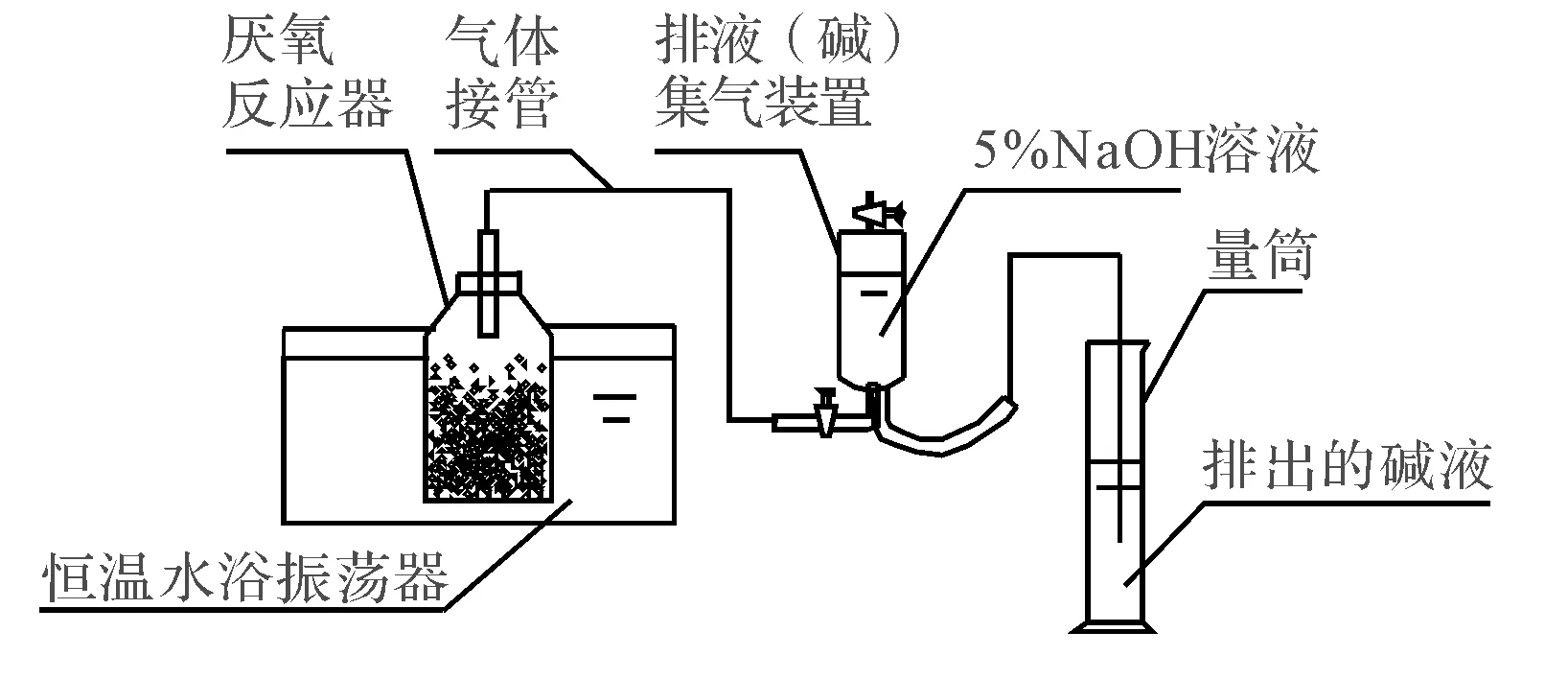
图1 中温厌氧工艺实验装置示意图
1.3 方法
取3份350 mL厌氧污泥置于3个厌氧反应器中,分别向其中加入等体积的由葡萄糖等配制的营养液,并置于恒温水浴锅中进行厌氧污泥的驯化与培养。厌氧反应器的运行过程一般分为启动阶段、负荷运行阶段、稳定运行阶段。
第一阶段为厌氧反应器的启动驯化阶段,采取低浓度进水,调节进水pH值。实验温度从20℃开始(实验开始时间为11月中旬),初期以每天升高2℃的速度控制反应器温度。在投加营养液5 d后将反应器中上清液滗出200 mL,再补充新的营养液。当温度上升至30℃后,每天升高1℃直至达到中温厌氧反应的最佳温度36℃,并按上述方法添加营养液。在污泥驯化的过程中,每隔6 h通过排液(碱)集气装置记录一次产气量。
第二阶段为负荷运行阶段,温度维持在36℃左右,当反应器的产气量达到稳定后,向其中加入稀释2倍的豆制品废水(COD浓度约为7320 mg·L-1),分别测定不同反应时间反应器上清液的残留COD浓度,并记录产甲烷量。
第三阶段为提高负荷和稳定运行阶段,此阶段进水采用COD浓度为14 899 mg·L-1的豆制品废水,分别测定不同反应时间反应器上清液的残留COD浓度及累计产甲烷量。
2 结果与讨论
2.1 残留COD浓度及产甲烷量随厌氧反应时间的变化
厌氧反应器启动完成后,逐渐增加豆制品废水的进水浓度和进水量,以使厌氧菌能适应废水生长。实验发现,经过48 h的连续运行,废水COD的平均去除率达到76.4%。可见反应器对废水已经具有适应性,可进一步提高进水浓度。将废水进水浓度从7320 mg·L-1提高到14 899 mg·L-1,进水量从200 mL提高到250 mL,在厌氧反应温度35~37℃的条件下,废水在反应器中的残留COD浓度及COD去除率、产甲烷量随厌氧反应时间的变化分别见图2、图3。
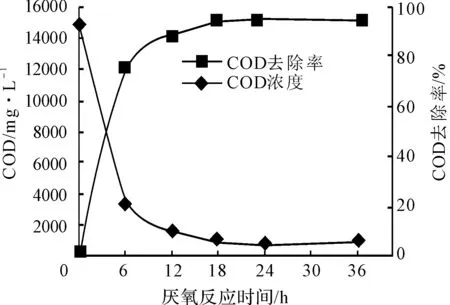
图2 豆制品废水残留COD浓度及COD去除率随厌氧反应时间的变化
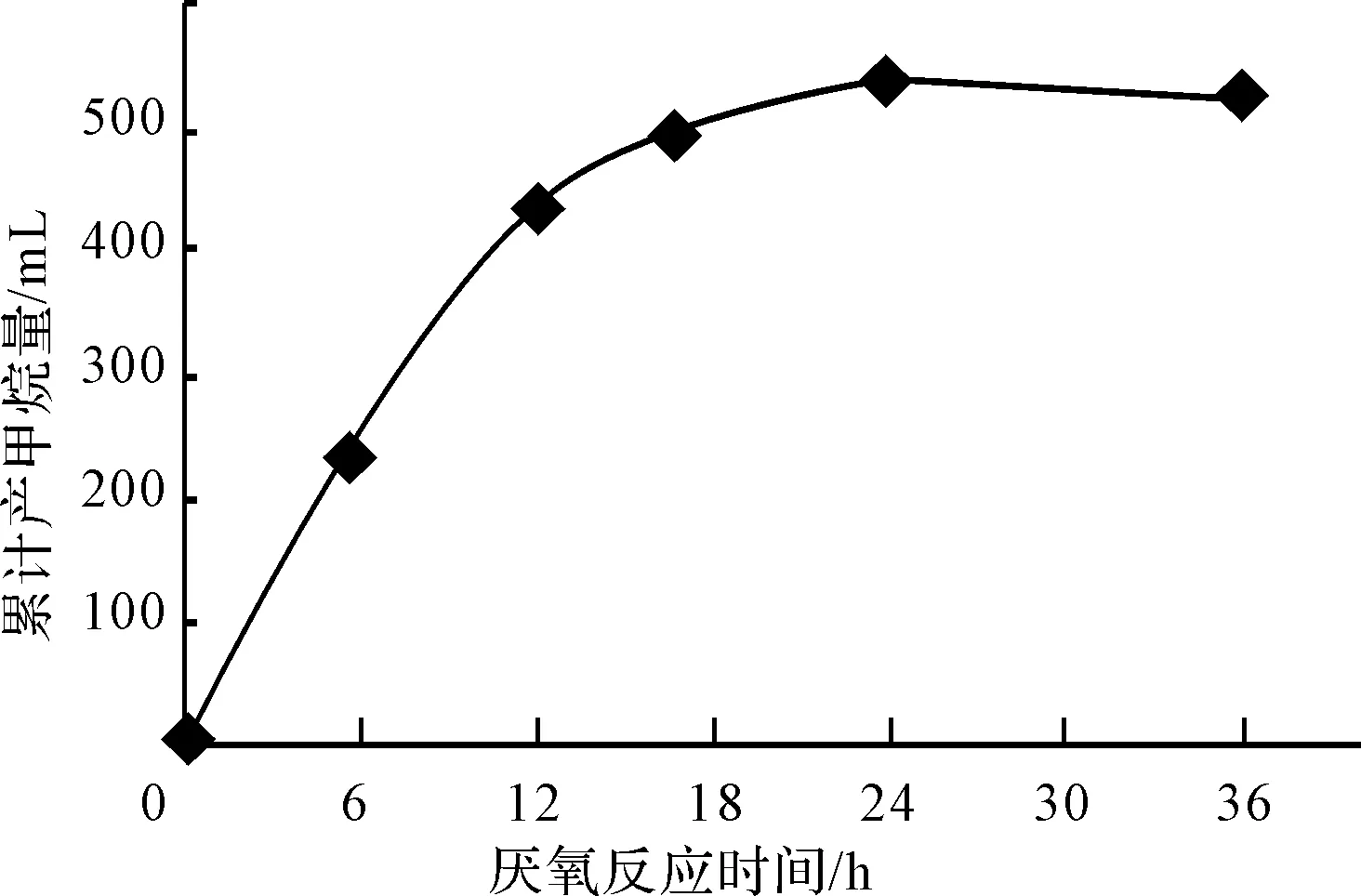
图3 豆制品废水累计产甲烷量随厌氧反应时间的变化
由图2和图3可知,厌氧反应过程对豆制品废水的COD去除率与产甲烷量呈正相关。厌氧反应在0~12 h内处于零级反应阶段,计算其零级反应的动力学常数为36.67 mL·h-1。反应进行12 h后,豆制品废水的COD去除率达到89.49%,产甲烷势为0.133 L·(g COD)-1;反应进行24 h后,废水中残留COD的降解不明显;连续运行36 h后,豆制品废水的COD去除率达到94%。由此可见,该类废水的厌氧可生化性较好,但由于其中的有机物含碳量不高,所以产甲烷势不高。也说明该类废水可采用厌氧处理工艺处理,并获得一定量的沼气能源。可为厌氧反应器的工程设计水力停留时间提供参考。
2.2 加入铁屑形成内电解对厌氧反应参数的影响
有文献指出,铁在厌氧产甲烷过程中起到十分关键的作用,铁离子作为厌氧微生物胞内氧化还原反应的电子载体负责电子的输送[3],同时还参与细胞色素、细胞氧化酶的合成[4]。毕亚凡等[5]研究黄姜皂素废水厌氧处理发现,加入铁屑形成内电解后优化了整个流程,提高了产甲烷过程的速率。为了验证铁元素在厌氧产甲烷过程中的作用,本实验以向反应器加入少量铁屑与不加铁屑进行豆制品废水(COD浓度为14 899.2 mg·L-1)处理的对比,结果见表2。
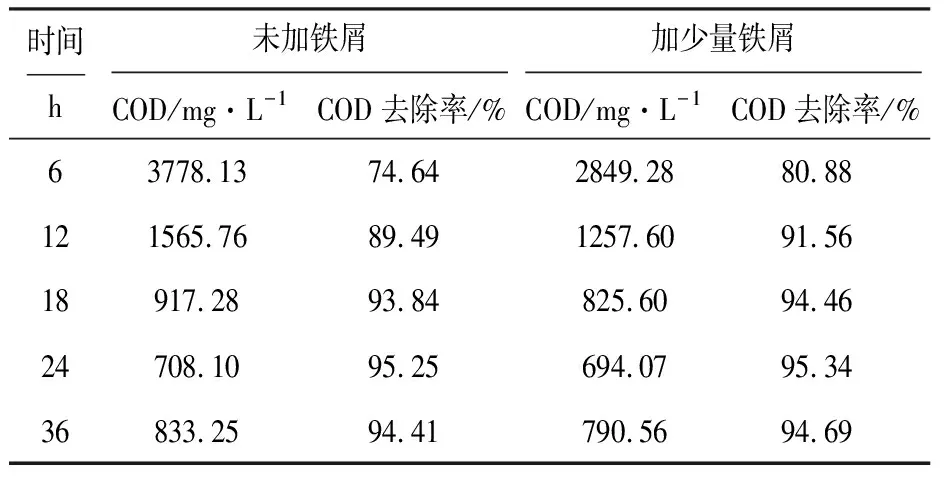
表2 加与未加铁屑时豆制品废水残留COD随厌氧反应时间的变化
由表2可知,向反应器中加入少量铁屑确实能提高厌氧反应的速度,厌氧反应12 h,废水的COD去除率已达到91.56%,较不加入铁屑时提高了2.07%,并且其厌氧反应速率明显提高。厌氧反应36 h后,废水残留COD浓度变化不大。显然,厌氧反应器中加入铁屑后,其铁屑表面形成了极多的微电解池,不仅降低了反应器内的电极电位(ORP),同时也补充了产甲烷菌所需的微量元素(Fe、Co和Ni),增加了厌氧产甲烷菌的活性,有利于其生长和增殖。
3 结论
(1)在温度为(36±1)℃的中温厌氧环境下,厌氧菌对高浓度豆制品废水的COD具有较好的去除效果。厌氧反应12 h,COD去除率达到89.49%,产甲烷势为0.133 L·(g COD)-1。
(2)向厌氧反应器中加入少量铁屑形成内电解后,经厌氧反应12 h,废水的COD去除率较不加铁屑时提高了2.07%。说明加入铁屑能明显改善厌氧产甲烷菌的生存环境,加快整个厌氧反应的进程,可解决厌氧产甲烷反应时间长、处理效果不佳的问题。
(3)豆制品加工废水水温一般为35~40℃,其有机物含量高,BOD/COD值在0.3~0.5,厌氧可生化性好,适合采用中温厌氧工艺处理。
参考文献:
[1] 胡朝宇,李亚峰,刘鑫,等.大豆蛋白废水处理方法研究[J].辽宁化工,2009,38(9):626-628,631.
[2] 唐受印,戴友芝,刘忠义,等.食品工业废水处理[M].北京:化学工业出版社,2001:113-117.
[3] Zandvoort M H,van Hullebusch E D,Fermoso F G,et al.Trace metals in anaerobic granular sludge reactors:Bioavailability and dosing strategies[J].Eng Life Sci,2006,6(3):293-301.
[4] Zandvoort M H,Geerts R,Lettinga G,et al.Methanol degradation in granular sludge reactors at sub-optimal metal concentrations:Role of iron, nickel and cobalt[J].Enzyme and Microbial Technology,2003,33(2-3):190-198.
[5] 毕亚凡,汪建华,严向东,等.黄姜皂素废水厌氧处理间歇试验研究[J].工业水处理,2005,25(9):45-48.
猜你喜欢
小学生作文·小学中高年级适用(2024年4期)2024-05-31 04:45:48
机械工程师(2022年5期)2022-05-14 03:27:26
中国特种设备安全(2021年8期)2021-02-10 06:04:06
陶瓷学报(2020年2期)2020-10-27 02:16:04
孩子(2019年1期)2019-01-23 10:12:16
江西建材(2018年2期)2018-04-14 08:00:43
发明与创新·中学生(2017年3期)2017-03-31 14:44:35
河北建筑工程学院学报(2015年2期)2015-04-29 12:23:52
河北建筑工程学院学报(2015年4期)2015-03-24 09:48:11
环境工程技术学报(2014年5期)2014-07-19 06:44:22