
金刚石串珠绳锯切温度的理论研究
2010-05-30 09:44徐西鹏
中国机械工程 2010年9期
国 宁 黄 辉 徐西鹏
华侨大学,厦门,361021
0 引言
在1969~1970年意大利VERONA的S.Ambrogio石材博览会上,首次展出了带电镀串珠的串珠绳和加工设备[1]以来,金刚石串珠绳锯以其准备时间短、切割灵活、低噪声、低粉尘、低污染、节能等特点,在矿山开采、异型石材加工和大型建筑的构件拆迁工程中得到成功应用和推广[2-3]。
随着金刚石串珠绳锯应用范围的不断扩大,对其性能的要求也越来越高。与金刚石圆盘锯加工相比,串珠面临更加恶劣的锯切环境。
(1)金刚石串珠绳锯加工弧区很长。普通圆锯片受锯片大小影响,加工弧区长度受限,而金刚石绳锯可以根据生产需求而增长,一般其加工长度是普通圆锯片加工弧区的几百甚至几千倍。
(2)金刚石串珠绳锯具有很低的断续比。金刚石串珠绳上每米一般有35~40个串珠,每个串珠的长度是6.5mm,所以金刚石绳锯的断续比都在0.23~0.26之间,而普通的圆锯片的断续比都在0.8左右[4]。可以看出金刚石绳锯的断续比只有普通圆锯片的1/3。在加工过程中,就增加了对串珠的冲击,使得串珠上的金刚石磨粒更容易脱落。
近几十年里,很多学者对金刚石绳锯制造技术作了许多研究和改进,但大多是针对绳锯加工过程中的受力分析以及磨损,对于锯切过程中加工弧区的温度变化,以及温度对绳锯影响的研究却很少。金刚石绳锯加工过程中的加工状态复杂性使得温度对串珠及加工状态的影响更加突出[5]。
为了深入了解绳锯加工过程中温度变化特性对绳锯寿命与加工效果的影响,本文以移动热源理论为基础建立了绳锯加工弧区温度场模型,研究了加工参量对绳锯加工弧区温度的影响,其理论结果为改进绳锯的制造提供依据。
1 金刚石绳锯加工的物理过程
图1所示为绳锯加工时的工作状态。金刚石串珠绳锯由串珠、隔离套和钢丝绳组成。加工过程中绳锯以v s的转速运动,对工件材料进行锯切加工,同时又以v f的速度向下进给。将每颗串珠假设为一个热源,在绳锯加工的过程中,有多颗串珠同时在弧区内作用,即有多个小热源同时在弧区内对弧区温度场产生影响,因此可以采用热源叠加法对弧区温度进行研究[6]。
2 金刚石绳锯加工弧区温度场模型
2.1 理论模型的简化条件
为了简化问题,建立金刚石绳锯加工弧区的温度场理论模型时作出如下假设:①假定在开始计算的时刻绳锯上一颗串珠正好完全进入弧区(图1);②加工材料为均质;③串珠是均匀的导热介质;④不考虑冷却液的作用;⑤忽略切屑的摩擦影响;⑥假设加工过程中所消耗能量全部转化为热能,且热量全部传递到工具上;⑦边界条件为绝热边界;⑧每个小串珠为一独立的热源。
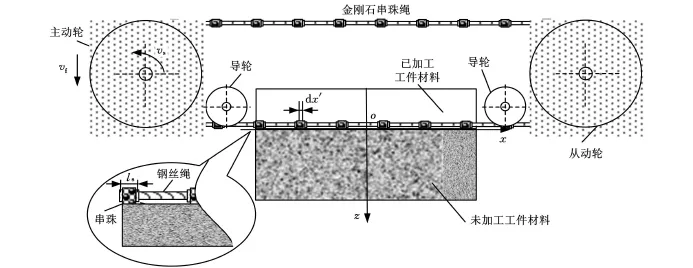
图1 金刚石绳锯加工示意图
2.2 绳锯与大切深断续加工温度场模型的比较
虽然目前尚无绳锯加工温度场理论模型的研究,但参考目前已有的大切深断续加工的温度模型可以发现,该模型与绳锯加工模型有许多相似之处。在文献[4]中,大切深断续磨削时,磨削弧区热源在一倾斜面上移动,同时该倾斜面以速度vf水平移动。热源移动面与工作台进给速度方向之间呈一定角度β(图2a),这个角度随着切深的增大而增大[4]。
对于金刚石绳锯切割加工,在正常加工条件下,金刚石绳锯的弯曲与金刚石绳锯的加工弧长相比是可以忽略的。整个金刚石绳锯可以假设成一个平面热源。将串珠绳加工弧区旋转90°(图2b),可以发现两者的形式大致相似。对于绳锯而言,其热源移动方向与工作台进给速度方向之间的夹角为90°。因此可参考已有的大切深断续磨削温度模型研究成果,建立金刚石串珠绳锯加工弧区温度场模型。
2.3 绳锯加工温度场模型的建立
建立模型选用的参数如表1所示。
1942年,Jaeger[6]给出了半无限体表面上带状匀速移动热源问题的解析,其后,高泽孝哉和河村未久引用Jaeger的分析结论,分别按均布和三角形热源模型(图3),推导出磨削接触弧区温度场的计算公式[7-8]。
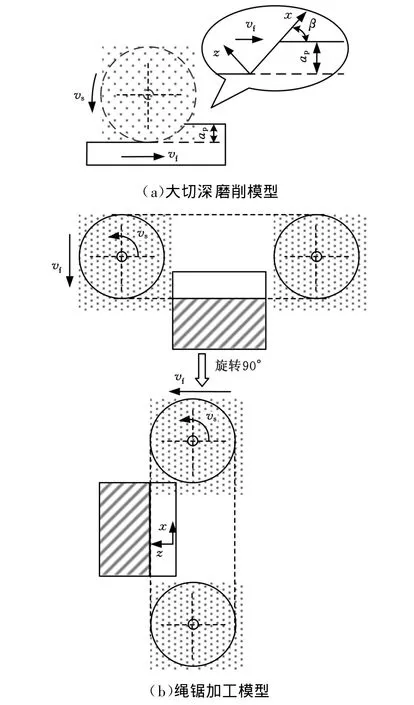
图2 金刚石绳锯与大切深磨削加工过程对比

表1 金刚石绳锯加工过程参数表
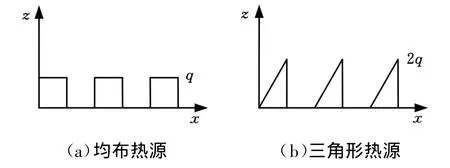
图3 均匀分布热源与三角形分布热源
取绳锯锯切方向为 x轴,取绳锯进给方向为z轴,在加工弧区lc的中心位置建立坐标系如图1所示。在一颗串珠上任取一个微元d x′进行研究,该微元离坐标原点的距离为 x′。该微元d x′是一个对工件材料进行作用的无限长的以一定速度运动的线热源。根据热源叠加法理论,将这一微元以弧区边界为上下限进行积分,就可以得到连续加工时弧区内的温升情况。同时由于金刚石绳锯的加工是典型的断续加工,因此在此基础上引入卷积函数的概念[7]。
2.3.1 均布热源模型
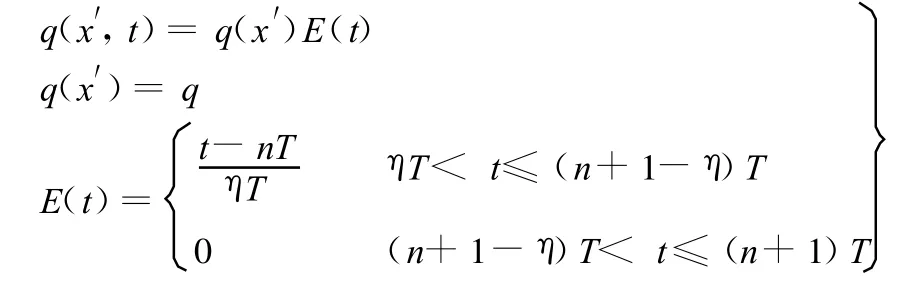
金刚石绳锯锯切时假设单颗串珠为均布热源模型,其热流密度随时间t的变化可表达如下:

因为整个加工弧区的热源可以看成一个移动的带状热源,而该带状热源又可以看成是无数条移动的周期变化的线热源叠加,故根据热源叠加法理论,将无数条这样的线热源温度场对整个加工弧区长度进行积分即可求出金刚石绳锯整个加工弧区的温度场。由此可得热源呈均匀分布时,对于工件材料上任意一点(x,z),其锯切温度随时间t变化的模型如下:

式中,dτ为时间微元。
将式(1)求解得

式(3)为均布热源作用下的金刚石绳锯锯切温度公式。
2.3.2 三角形分布热源模型
金刚石绳锯锯切时,假设单颗串珠为三角形分布热源模型,可以表达如下:
与均布热源温度场推导相类似,先求出弧区上任一条随时间周期变化的无限长线热源q(x′,t)d x′引起工件的温升,再将弧区内所有的线热源作用下工件的温升进行叠加,得到工件材料上任意一点(x,z),其锯切温度随时间t的变化:

式(5)为三角形分布热源下的金刚石绳锯锯切温度场公式。
3 计算实例与分析
3.1 计算实例
以G654石材的绳锯切割加工为例进行理论计算并分析加工弧区的温度变化。在DRM-1导热系数测定仪上用热脉冲法测定了工件材料的热特性系数,结果如表2所示[9]。

表2 石材工件的热特性参数表
算例中均采用相同加工参数,vs=30m/s、v f=1m/h,在相同参数下实验测得功率 P=1000W。热流密度为
式中,n为锯切弧区内串珠的个数。
将各数据代入式(3)、式(5),计算得工件表面量纲一温度变化曲线如图4所示。

图4 均布热源与三角形热源温度曲线比较
图4 所示为在相同加工条件下,分别采用均布热源和三角形热源计算的温度曲线。图4a中曲线是弧区中点处的温升曲线,现将此点假设为 A点。从图4a可以看出,A点温度随加工时间呈上升趋势,曲线为锯齿状。图中曲线的一次波动就对应一颗金刚石串珠经过该点的温升。也就是每颗串珠即热源经过A点都会引起该点温度上升,当钢丝绳经过A点时温度下降,如此往复。由于没有负热源的加入,所以温度会持续上升。从图4a可以看出,在均布热源和三角形热源作用下该点温度变化基本相同,但是三角形热源作用下的峰值温度会高一些。图4b是沿x方向加工弧区内各点的温度情况。在计算中取加工弧区长度为 l c=500mm。从图4b可以看出,加工弧区内各点温度相同。均布热源与三角形热源作用下弧区温度形态基本相同。
由于弧区内热源呈周期变化,弧区内工件表面温度也呈周期变化,这种周期变化的温度向工件深处传递并且随深度增加而递减。图5是弧区中间点位置处,距离加工表面距离 z分别为0、0.05mm和0.1mm三个深度方向的温度曲线,可以看出,随着弧区深度的增加,温度值逐渐减小,并且波峰与波谷明显趋于平缓。

图5 弧区内沿工件层深度方向的温度变化情况
3.2 加工参数对绳锯弧区理论温度的影响
利用推导出的金刚石绳锯温度场模型,可以对不同加工参数下的金刚石绳锯加工弧区的温度特性进行研究。当加工参数不同时,加工所消耗的功率各不相同,采用DX3三相功率电能表对不同的v s和不同的v f下绳锯机所消耗的功率进行了测量(表3、表4)。

表3 不同 v s下对应功率表(v f=1m/h)

表4 不同 v f下对应功率表(v s=30m/s)
图6是在不同vs下弧区中点位置的温度曲线变化图。当v s增大时,单位时间进入弧区的串珠数量增加,从图6可以看出每颗串珠产生的温升增加。当进给速度一定时,绳锯的v s提高,绳锯消耗的总能量增加,而在每个瞬时弧区内的串珠数量不变,因此平均每颗串珠所消耗的能量增加,从而使得每颗串珠产生的温升也增加了。

图6 v s对加工弧区温度影响
图7 为在不同进给速度下弧区中点位置的温度曲线变化图。从图7可以看到,当进给速度增大时,弧区温升增大。这是因为当进给速度增大时,绳锯施加在工件上的力增大[10],消耗能量增多,从而使得弧区内温升增大。

图7 v f对加工弧区温度影响
图8 是不同断续比对加工弧区温度的影响。从图8可知,随着断续比的增大,加工弧区温度升高。断续比为1时(连续锯切),锯切温度最大,断续比为0.5时,锯切温度有明显下降,而当断续比为0.24时,温度也下降显著,这说明绳锯的断续比对其温度影响很大。

图8 断续比对锯切温度影响
4 结论
(1)参考大切深断续磨削加工温度场理论模型,建立了单颗串珠为均布热源及三角形热源时,金刚石串珠绳锯加工弧区温度的理论模型。
(2)通过理论计算可以发现,在两种理论模型中,金刚石绳锯加工弧区的温度随加工时间的增加呈波浪性上升,但在同一瞬时,温度不随加工弧区的位置而变化。
(3)绳锯加工弧区的温度随着绳锯加工点线速度的增大而升高,随着进给速度的增大而升高,随着断续比值的增大而升高。
[1] 吕智,唐存印.金刚石绳锯技术的发展和未来[J].珠宝科技,2004,16(4):1-5.
[2] 杨志红.金刚石串珠绳锯在石材加工中的应用[J].石材,2008(1):14-17.
[3] 孟庆鑫,王海波,贾鹏,等.水下金刚石绳锯机切割单层油气管道冲击特性研究[J].中国机械工程,2008,19(6):640-644.
[4] 曾伟民.锯切过程中工具与花岗石界面特性研究[D].泉州:华侨大学,2002.
[5] Huang H,Guo N,Xu X P.Experimental Investigation of Temperatures in Diamond Wire Sawing Granite[J].Key Engineering Materials,2009,404:185-191.
[6] Jaeger JC.Moving Source of Heat and Temperature at Sliding Contacts[J].Proceedings of the Royal Society of New South Wales,1942,76:203-224.
[7] 侯振冰,何绍杰,李恕先.固体热传导[M].上海:上海科技出版社,1984.
[8] 李伯民,赵波.现代磨削技术[M].北京:机械工业出版社,2003.
[9] 尤芳怡.石材磨削温度的测量与分析[D].泉州:华侨大学,2006.
[10] 黄辉,黄国钦,郭桦,等.锯切花岗石过程中金刚石串珠的磨损特性[J].机械工程学报,2008,44(8):112-117.
猜你喜欢
石材(2022年1期)2022-05-23
煤气与热力(2021年3期)2021-06-09
粉末冶金技术(2021年1期)2021-03-29
石材(2020年10期)2021-01-08
装备制造技术(2020年2期)2020-12-14
石材(2020年7期)2020-08-24
石材(2020年5期)2020-07-27
石材(2020年2期)2020-03-16
创新作文(1-2年级)(2017年10期)2018-04-16
电子制作(2017年19期)2017-02-02
