减轻1 000 mm2大截面导线压接散股程度的措施
2010-03-28 06:20郎福堂
电力建设 2010年12期
郎福堂,杜 伟
(北京送变电公司,北京市,102401)
0 引言
导线液压接续施工是架线施工中的一项重要隐蔽工序[1]。接续管和耐张线夹与导线的握着力是输电线路安全运行的重要保证[1-4]。随着输电线路电压等级的不断提高和输电容量越来越大,导线截面也随之加大,宁东—山东±660 kV直流输电工程的一般线路段使用JL/G3A-1000/45-72/7导线,这是国内输电线路首次使用1 000 mm2截面导线。接续管和耐张管的压接工艺是1 000 mm2截面导线工程应用的关键技术之一。参照SDJ 226—87《架空送电线路导线及避雷线液压施工工艺规程》[2]中的有关规定,在对1 000 mm2截面导线进行压接试验时,铝管压接完成后,管口附近的导线出现了严重的散股现象。因此,如何在保证导线与金具液压连接握着强度的前提下,减轻铝管管口处出现的“导线散股”程度,提高1 000 mm2截面导线压接质量,就成为了一个重要的研究课题。
1 导线压接散股的原因和影响
1.1 导线压接散股的原因和影响因素
导线压接施工时在管口处均会产生不同程度的散股现象,原因是:导线铝绞线弹性模量比钢芯小,压接后铝绞线延伸量比钢芯大得多;另外,压接时铝绞线各层的受力不相同,外层相对受力大,压接后铝股外层变形伸长量大于内层,铝股与钢芯、铝股内外层之间存在相对位移;并且压接顺序是从铝管的中部向端部压接,由于铝股延伸,变形量会向管口积聚,最终导致铝管管口附近出现导线散股及鼓肚现象。
导线压接散股的严重程度主要与以下因素有关:(1)导线的截面积。截面积越大的导线压接后导线铝线层压缩和延伸量越大,与钢芯的相对位移也越大。(2)导线绞制层数。导线绞制层数越多,内层线股握紧钢芯所需压模施加的压力越大,压接伸长量越大。(3)导线的铝钢比。相同外径的导线铝钢比越大,铝截面越大,压接引起的铝股压缩量和延伸量越大。(4)压接铝管外径。相同内径的铝管外径越大,压接引起铝管的绝对延伸量越大。(5)铝管的实际压接长度。压接长度越长,所引起的累计延伸量越大。
JL/G3A-1000/45-72/7输电导线的截面积为1 045.38 mm2,铝钢比为23.25,压接铝管外径为φ72 mm,铝管一端的实际压接长度为350 mm,压接铝管尺寸详见表1。该型大截面导线具备了使压接施工产生严重散股的条件:导线截面积大、四层绞制、铝钢比大、铝管外径大、铝管压接长度长等。

表1 1 000 mm2导线压接铝管参数Tab.1 Parameters of crimping tubes for 1 000 mm2cross-section conductor
1.2 导线严重散股的影响
导线压接后严重散股对导线产生的影响主要表现在以下方面:(1)力学性能。导线压接后严重散股时,内外层导线不能同等受力,这样会降低导线机械强度。(2)外观工艺。外观质量差,不能满足《1 000 mm2导线架空送电线路施工及质量验收规范》中“连接后管口附近不得有明显的松股现象”的质量要求[4]。
2 减轻大截面导线压接散股程度的措施
2.1 使用大吨位压接机
提高压接机压力可容许模具进一步加长,以加大铝管与导线之间的正压力,同时铝管和导线间的接触表面增大,摩擦力相应增大,使铝管受压后减少铝管延伸和导线外层股线的延伸和变形积聚,在径向上充分往铝股空隙处挤压。表2中的试验数据表明,压接机吨位越大,压接后铝管的延伸量越小。另外,使用大吨位压接机,由于减少了压接模数,既可提高压接效率,也可使压接管压后不易弯曲。
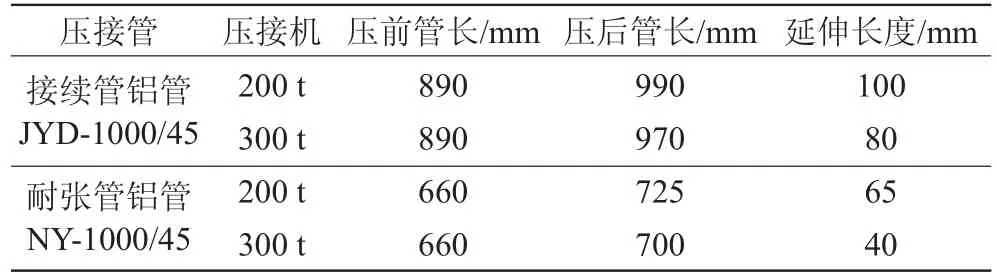
表2 不同压接机和压模的压接试验数据Tab.2 Testing data of compression jointing with different crimping machines and dies
2.2 改变铝管压接方向
2.2.1 改变耐张管铝管压接方向
为叙述方便,文献[2]规定的耐张管铝管压接方向称为“正压”,与规定的压接方向相反的压接顺序称为“倒压”。
“倒压”工艺是从耐张管导线侧管口处开始,逐模向耐张管钢锚侧施压,这样铝管的延伸量逐步向耐张拉环的方向累积,导线也会同向延伸,压接管管口处的散股现象则不会产生。
采用“倒压”工艺时,耐张管铝管压接前后状态及压接顺序如图1所示。穿耐张管铝管时,在铝管所能穿到钢锚极限位置处画定位印记A,在铝管另一端口处导线上画定位印记D,A到耐张线夹钢锚压接末端处的距离为L1,A到铝线端头的距离为L2,从钢锚侧管口向内量L1并在铝管上标记为E,从钢锚侧管口向内量L2并标记为F,如图1(a)所示;从D点沿导线向外量ΔL标记为D1,将铝管管口从D点调整对齐到D1,如图1(b)所示;耐张铝管的压接顺序如图1(c)所示,从D1向A1压接。

2.2.2 改变接续管铝管压接方向
为叙述方便,文献[2]规定的接续管铝管压接方向,即压接从铝管的中部向靠近导线的端部压接称为“正压”,从接续管铝管端口向中部压接的工艺称为为“反压”,从接续管铝管一端向另一端压接的工艺为“顺压”。
接续管铝管按照“反压”工艺压接,先压一端的铝管会向另一端延伸,导线向自由端延伸,铝管先压端管口的松股现象则不会产生,而后压一端铝管与导线的延伸受到先压一端的约束,铝管与导线的变形情况比较复杂。试验证明,采用“反压”工艺压接时,铝管会产生严重的弯曲变形,且后压一端的钢芯和铝股之间会产生相对滑动,因此,“反压”工艺存在重大的技术风险,不宜采用。
接续管铝管采用“顺压”工艺时,先压一端的铝管会向另一端延伸,导线向自由端延伸,铝管先压端的管口的松股现象会得到抑制,而后压一端的铝管与导线的延伸会向管口方向积累,后压一端管口导线将仍会出现散股现象。
“顺压”工艺的示意图如图2所示。穿接续铝管时,自导线切割印记N分别向导线两侧量取(L5-L4)/2处画铝管定位印记A,在接续管铝管上从两管口分别向内量取(L5-L4)/2处画铝管压接印记B1、B2,如图2(a)所示;从A点向外侧量ΔL标记为A1,将铝管管口从A点调整对齐到A1,在另一侧管口导线上作标记A2,如图2(b);压接时从到A1向A2压接,如图2(c)所示。

试验证明,“顺压”工艺能够消除接续管铝管先压一端管口的散股现象,而且不存在后压一端延伸量无法释放导致接续管严重弯曲的钢芯与铝股相对滑移的问题,因此,综合比较“正压”、“倒压”和“顺压”三种压接工艺,“顺压”是3种工艺中最佳的方案。另外,推荐采用从牵引场一侧向张力场一侧的压接顺序。张力展放过程中,导线在张力和放线滑车摩擦力的作用下,铝管后压一端管口的散股现象向张力场方向传递,使后压一端管口导线的散股程度得到一定程度缓解。
2.2.3 压接预偏值
采用耐张管铝管“倒压”、接续管铝管“顺压”工艺时,应将铝管向先压一端偏移一定距离ΔL,预留出铝管的压接伸长量,具体偏移量必须通过试验确定。通过试验发现,铝管的压接伸长量与模具长度、模间重叠大小、钢模内侧与铝管间的磨擦力等因素有关,模具越长、模间重叠越小、钢模内侧与铝管间的磨擦力越大,则铝管的压接伸长量越小。试验中,JYD-1000/45接续管在“顺压”时,其预偏值取45~50 mm;NY-1000/45耐张线夹“倒压”时,其预偏值取40~45 mm。
2.3 使用导线卡箍
在钢芯铝绞线绞制完成后,铝股间存在着较大的应力,当导线被切断时,铝股之间的应力会自然释放,铝股之间将产生不可逆转的变松散现象,如果不加约束,松散会很快向远离断头的方向传递。在断线前和穿管过程中,使用卡箍卡紧导线,并保证在导线的断线、剥线、穿管、压接等过程中卡箍使用“不空档”,就可以对铝股施加一定的约束,从而减轻由于铝股间扭曲应力造成的松散现象。
2.4 导线摆放平直
在进行张力场场地布置时,应将导线锚线地锚设置在距张力机导线出口稍远处,给导线液压压接操作留出足够的空间,保证导线液压压接操作时能够将被接续的导线摆放平直,避免导线弯曲对导线松股造成影响。在液压压接断线前,首先调直液压压接范围及以外6~10 m范围内的导线;液压压接时,扶平液压机两侧的导线,消除导线自重对液压管的下压力。
2.5 注意铝管旋进方向
穿铝管时如果按铝股绞制方向相反的方向旋进,则会造成铝管端口处的铝股松散现象;如果铝管旋进方向与铝股绞制方向一致,则能保证铝管端口处铝股紧密。当接续管铝管穿管时,被接续导线一侧朝旋紧方向旋进时,其另一侧必然是旋松方向,因此,在接续管铝管穿管后应兼顾两侧,通过旋转铝管使铝管两侧铝股紧密程度一致。
3 结语
减轻1 000 mm2大截面导线压接散股程度的几项措施,已推广应用于宁东—山东±660 kV直流输电工程线路工程。实践证明,这些措施能够有效地减轻1 000 mm2大截面导线压接散股的程度,其中改变压接方向、便用大吨位压接机是比较有效的措施。在工程中推荐的耐张线夹铝管压接顺序为“倒压”;接续管铝管压接顺序为从牵引场向张力场方向“顺压”。耐张管铝管“倒压”和接续管铝管“顺压”的关键是提前通过试验确定铝管压接伸长量。
[1]李庆林.架空送电线路施工手册[M].北京:中国电力出版社,2002:596.
[2]SDJ226—87架空送电线路导线及避雷线液压施工工艺规程[S].北京:水利电力出版社,1987.
[3]朱艳君,寻 凯,孔耕牛,等.大截面导线压接产生散股原因分析及消除措施[J].电力建设,2010,31(4):94-99.
[4]郎福堂.1 000 kV特高压架空输电线路工程紧线施工工艺研究[J].电力建设,2007,28(10):24-29.
猜你喜欢
化工设备与管道(2022年2期)2022-08-02
化工管理(2021年10期)2021-04-25
科技资讯(2019年3期)2019-04-25
电线电缆(2016年5期)2016-02-27
中国特种设备安全(2015年5期)2015-11-17
轻兵器(2015年19期)2015-09-10
轻兵器(2015年19期)2015-09-10
中学生数理化·八年级物理人教版(2015年3期)2015-08-26
云南电力技术(2015年2期)2015-08-23
电线电缆(2015年1期)2015-02-18