
浅谈烟支净质量控制系统的维护
2010-03-28 03:56李孟宇
装备制造技术 2010年8期
李孟宇
(广西中烟工业有限责任公司,广西 南宁 530001)
广西中烟公司卷烟设备目前有两种类型的烟支净质量控制系统,一种是DL-S卷烟机的MR2控制系统,其即将被淘汰;另一种是PROTOS(国产称为ZJ17)控制系统,其有3种规格型号:
(1)武汉709所根据HAUNI公司授权生产的国产化SRM90控制系统,系采用逻辑电路来控制;
(2)大树智能科技(南京)有限公司在SRM90技术基础上研制的ZN89控制系统,通过采用工控机代替逻辑电路板来实现烟支净质量控制;
(3)深圳鸿捷源科技有限公司在SRM90技术基础上研制的HJYSRM-N1控制系统,其也是采用工控机代替逻辑电路板来实现烟支净质量控制。这三种控制系统的控制原理、系统采集的外围信号及外围机械和电气结构基本是一致的,区别是在于系统内部电路结构和数学算法及人机界面的不同。
因MR2控制系统即将淘汰,在此就不进行讨论。SRM90、ZN89、HJYSRM-N1控制原理及外围结构基本一致,故其维护思路也基本相似。
1 烟支净质量控制系统工作原理
烟支净质量控制系统结构如图1所示。
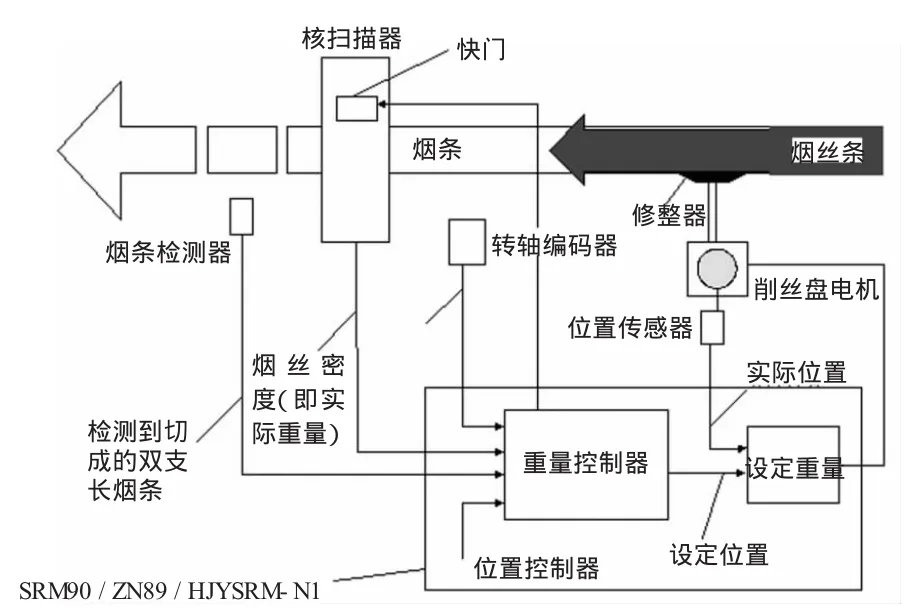
图1 烟支重量控制系统原理图
烟支净质量控制系统的作用,是使烟条净质量尽可能接近预设定的目标净质量,从而使标准净质量偏差减至最小。根据放射性射束穿过烟条后所产生信号的大小,可以测定烟条的密度,也即烟条密度愈大,吸收的放射能也愈大。
如图1所示,核扫描器起着测量传感器的作用。当转轴编码器检测到卷烟机机速达到设定的最小值,同时烟条检测器检测到切成的双支长烟条,核扫描器内的快门被打开,净质量控制器开始工作。放射性物质发出的射束穿透烟条,使电离室中气体的离子电导率随射束强度而变。电子设备将电离室中的信号差转变为脉冲信号,脉冲信号被送到重量控制器,信号值与烟条的密度(净质量)有关,两个脉冲之间的距离,就是烟条密度的量度,即代表实际烟条净质量,两者之间呈如下关系:
较小的脉冲间隔=低密度=烟条净质量小
较大的脉冲间隔=高密度=烟条净质量大
净质量控制器开始工作后,就将测到的烟条的实际净质量与其设定值进行比较。若不一致时,控制器就会计算出一个新设定的位置,使修整器重新调整其位置。
位置传感器测定修整器的实际位置,电动机调整修整器的位置,直到修整器达到新位置而反馈给控制回路的信号与计算的设定位置信号相等时为止。修整器移动与烟条净质量之间的关系如表1所示。
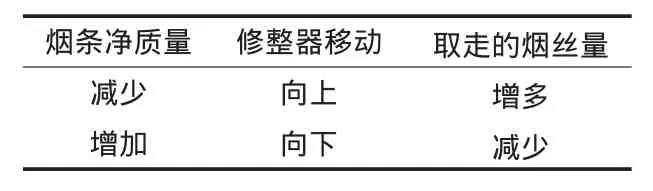
表1 修整器移动与烟条净质量之间的关系表
2 烟支净质量控制的两个基本概念
2.1 短期标准偏差(mg)
短期标准偏差:每次计算都是根据1000支烟支净质量进行,表示1000支烟偏离这批烟支平均净质量的“离散”情况。这一数值说明机器的短期性能,数值低表示生产的烟支品质好。
短期标准偏差增大,通常是由于机器特性所致。净质量控制(对1000支烟条的短期测量)对于短期标准偏差的影响不大。扫描器系统中聚集的水分和尘埃,会使短期标准偏差增大,测量管和电离室之间会发生这种沉积。
2.2 长期标准偏差(mg)
长期标准偏差:每次计算都根据10个100支烟平均净质量进行。这一数值说明净质量控制系统工作的好坏,数值低表示“离散”小,及重量控制系统生产的烟支品质好。
3 烟支净质量控制系统的维护保养
烟支净质量控制系统保养得如何,直接影响到系统能否正常稳定地运行。
通常情况下,机台操作人员仅限于使用100至122报告,在设备运行时,操作人员需不时要做循环取样操作→R2(在取样报告111上进行操作,结果在报告112上读取)检查烟支净质量是否符合所定的品质控制标准,如数值超出了预定的偏差范围,则要及时进行调整122-03;其他报告必须由经培训且具有一定经验的电工和修理工操作。在日常保养中,机台操作人员需清洁测量管;当设备正常生产时,要把真空度调定在85~95 kPa;观察烟丝余量是否在所需烟丝量的25%~35%的范围,不在,则需电工调整VE的电气参数或修理工调整机械机构;调109报告查看烟丝分布,如发现切口不处于烟支端部压实区的中点,则修理工必须要对其进行调整。
3.1 核扫描器放射源泄漏测试
放射源泄漏测试,每半年需进行一次测试试验,以确定放射源是否完好无缺。此项工作由专业厂家来进行。一是测试其放射性是否衰减,二是测试其放射性是否泄漏,三是进行专业保养整个核扫描器。
在每次进行设备保养时,车间技术人员均需调133报告来进行扫描器测试,完成测试后,可能会出现3种显示结果:
(1)“扫描器情况良好”(SU IN GOOD CONDITION),表示一切都好;
(2)“扫描器在规格范围内”(SUWITHIN SPECIFICATION),表示在每半年的例行测试保养时,扫描器应进行调整;
(3)“扫描器超出限度”(SU OUTOF LIMITS),表示需要专业厂家来调整。
3.2 测量管
测量管每天都必须要进行清洁。因测量管极易损坏。按规定,在清洁测量管时,需用软尼龙瓶刷,但因无此工具,故操作工均用钢丝毛刷进行清洁。为此,测量管必须要定期拆出进行检查,如出现深划伤、刻痕或破损,则应马上进行更换。否则,核扫描器检测到的是不准确的信号,烟支净质量变化将很大,会出现超调现象。
3.3 电子控制箱
SRM90、ZN89及HJY-1的电子控制系统,均由微电子元器件构成,所以为防止电子控制系统装置过热引起电子元器件损坏或系统工作不稳定,必须定期清理电子控制箱的散热通风装置,检查各冷却风扇工作是否正常,视控制箱情况定期清扫灰尘,紧固接线端子。
3.4 活动快门机构
活动快门机构动作是否灵活可靠,也直接关系到扫描器测到的烟丝密度信号是否准确。在轮保调133报告对扫描器进行测试时,可通过活动快门机构的开关指示及电磁阀动作的声音,基本能判断活动快门机构是否能正常工作,如发现活动快门机构动作不灵活可靠,需通知专业厂家来进行检查保养。
3.5 传感器转轴-机械极限点
传感器转轴的运动范围所产生的电压信号,必须要在修整器控制系统工作范围之内。在轮保时需利用122报告中的122-6(起始位置参数)来测试设定情况,其参考值如下表2所示:

表2 122-6测试电压参数表(部分)
如果发现偏差较大就必须校正调定,否则就会出现烟支净质量失控现象。调定只限于修整器的下限位置,其步骤如下:
(1)接通机器电源,关停辅助驱动;
(2)关停净质量控制,即把124-04置于OFF;
(3)打开VE前左方防护门,传动修整器调整电机的设定旋钮,使修整器处于低极限位置,此时修整器应处于最上端,侧板与修整器盘间的间隙应为0.2mm;如不是,则应重新调整修整器连杆机构,使其达到0.2mm的宽度。
(4)此时130-05的显示值应>+8.7 V,如低于此值,必须从新调定转轴的止动点,步骤如下:
第一步——从架上移开位置传感器;
第二步——松开紧锁螺母;
第三步——传动转轴传感器探头进行调整;
第四步——检查130-05的显示值;
第五步——如显示值达不到要求,继续重复上述步骤,直到得到所需的读数。
(5)如果转轴的调整范围不够用,可转动偏心调整旋钮来重新调定高度调整机构的止动点。
4 常见故障分析
烟支净质量控制系统大多数故障,均由外围和参数设置不当引起的,这些故障绝大多数均可通过120、121、123、130、131、132、133(注:ZN89 无 131、132 菜单,HJY-1 无 132 菜单)这些菜单及显示器上显示的故障信息和警告信息找到故障点,并采取相应措施进行调整、维修,排除故障。
4.1 卷烟机启动而烟支净质量控制系统未启动阶段,产出的烟支偏重或偏轻;控制系统启动后,烟支克重却正常
根据现象,首先判断烟支净质量控制系统无硬件故障,其次依据烟支净质量控制系统未启动时,修整器的位置决定此时烟支的克重,由此判定应该是122-16(启动位置)参数设置得不好所致。首先查看传感器转轴-机械极限点是否正常,如不正常,则进行调整;其次在120报告中完成“改变缓冲存储器”;再次使卷烟机在高于烟支净质量控制系统开始启动的速度运行一段时间;第四是记下报告103中“修整器位置”的平均值;第五是参照122-16的数值表,选择最接近的数值,并把对应的参数输入122-16。再运行设备,烟支克重正常。
4.2 显示器无任何故障报警信息,但烟支净质量调整没有任何变化
首先调130报告查看,02显示快门已打开,说明系统已开始工作,但05的修整器位置的数值基本保持不变;其次利用122报告中的122-6(起始位置参数)来测试修整器是否能随此参数的改变而运行,经改变起始位置参数,修整器能运行,但130-05的显示值无任何变化,由此判定故障出在位置检测控制这部分;检查位置传感器,正常;检查位置传感器到系统电子箱之间的接线及端子,发现电缆线被机械磨坏,重新焊接包扎后上电,故障被排除。
4.3 显示器出现“修整器最大(小)位置”警告信息
出现此信息,说明现在生产的烟条净质量过小(大)。修整器本应少(多)取走烟丝,以增加(减少)烟条净质量,但此时修整器已离烟条很远(近),烟支重量控制系统不能再进一步影响烟条重量。因此所生产的是过轻(重)的烟支。可按先易后难的步骤进行检查:
(1)检查真空度是否过低(高),如是则做相应调整;
(2)检查回丝量是否太少(多),应该控制在25%~35%的范围,如不在,则进行电气调整,或机械调整;
(3)检查参数 122-02、122-04、122-05设定是否有误,如是,则重新设定;
(4)检查修整器的调整范围是否足够,如不够,则重新调整。
4.4 长期标准偏差增大
出现此现象的原因比较多,可能的原因有:
(1)机器在运行时,扫描器快门机构未开启或未完全开启。未开启的原因可能是:
其一,查看130-06系统检测到的机器运行速率是否小于123-03设定的速率;
其二,查看130-01是否显示为“ON”;
其三,快门机构的电磁阀或控制线路有故障。
未完全开启的原因,一般是由于快门机构不灵活所致,此时需专业厂家拆开进行处理。
(2)扫描器信号(130-07、130-08)超出预选定的范围。此时对其进行测试进行查看,如测试结果确是超出预选定的范围,则需厂家人员来进行调整处理。
(3)扫描器温度不正常,此时也需厂家人员来进行处理。
(4)扫描器测量管有周折、刮痕、破损等缺陷,此时需拆下进行更换。
(5)修整器的运行位置设置得不好,需进行调整直至达到要求。
(6)位置传感器的位置不准确,此时需重新进行调校直至达到要求。
(7)系统出故障,对系统电气进行检查维修找出故障点。
(8)烟丝物理结构或烟丝湿度波动过大,将对烟支直径有直接的影响,而直径又会影响净质量控制系统。此时烟支净质量控制器的控制,可能已不足以保持正确的烟支净质量。
(9)烟丝组份对烟支直径的影响。烟丝组份的改变,如造碎率发生变化,则会影响烟支的硬度。在烟支净质量不变时,短烟丝比率的增加会使烟支硬度降低,这会导致烟条直径减小。
(10)烟条直径与重量控制系统之间的关系。根据物理定律,核扫描器的特性与烟条直径有关,这表现在烟条直径的响应上。一根直径较小的烟条,虽然其烟丝含量与一根直径较大的烟条相同,但扫描器的测量结果却会表明它的净质量小。
于是,净质量控制便根据烟条直径变化所造成的错误净质量读数来调整修整器的高度,以改变烟条的直径。
5 结束语
烟支净质量控制系统是集电子技术、测量技术、自动化技术、电力半导体技术、计算机技术于一体的机电设备。维护好此系统,维护人员不但要有自动化系统方面的知识,也要有其他专业的知识,如机械结构、烟草加工工艺等知识,还需有较强的责任感和良好的职业道德及实践经验。
在平时的工作学习中,需要我们不断提高自己的多领域多方面的理论知识,充分利用系统各报告单显示的数据和信息,善于总结实践经验,积极探索如何更好地维护保养烟支重净质量控制系统的途径,同时又要制定一套科学的管理制度。只有这样,我们才能用好、维护好烟支净质量控制系统,为提高产品质量和降低原辅材料消耗服务。
[1]常德烟草机械有限责任公司.ZJ17高速卷烟机重量控制系统操作手册[K].1999.
[2]乔建军,栗卫军,张胜利.卷烟机烟支重量控制系统分析[J].烟草科技,2001,(9):17-18.
猜你喜欢
南方农业(2022年13期)2022-08-03
金刚石与磨料磨具工程(2021年3期)2021-12-06
设备管理与维修(2021年1期)2021-03-05
湖南文理学院学报(自然科学版)(2020年4期)2020-11-25
西南农业学报(2020年3期)2020-05-05
江西农业学报(2019年6期)2019-06-26
制造技术与机床(2019年3期)2019-02-27
电子制作(2018年22期)2018-12-21
制造技术与机床(2018年10期)2018-10-13
消费导刊(2018年8期)2018-05-25
