
型钢生产与重庆钢铁集团公司的技术改造
2010-03-28 03:56姜金良李兴国
装备制造技术 2010年10期
姜金良,李兴国
(重庆钢铁集团公司,重庆 400080)
随着型钢市场的变化,型钢生产和生产线建设也出现新特点:产量变化不大,专业化轧机出现并进一步发展。这一现象,顺应了型钢专业化生产的发展方向。重庆钢铁公司大型轧机起始于1938年,现在已经不能适应当代型钢的生产,决定进行技术改造。
1 国内型钢生产概述
1.1 国内型钢产量和规模
近几年,国内型钢轧机的建设非常迅速,主要集中在万能轧机,大型钢的产量也不断增加,据冶金协会统计数字显示,2009年国内大型钢的产量达到947万t,主要集中在河北、山东、安徽3省,占总量的70%以上,呈现出地区不平衡和产品不平衡现象。产量具体分布见表1。

表1 2009年国内主要省份大型钢生产统计表(单位:万t/年)
1.2 国内型钢生产特点
H型钢作为结构用钢,近几年发展很快,生产H型钢的企业有马钢、莱钢、日照钢铁、津西、长治等工厂[1]。我国H型钢的产能已经达到1000万~1300万t。而工、角、槽钢等其他型材品种,产量增长很少,生产的企业也以国内主要的大型钢铁企业为主。
1.3 国内型钢生产装备
型材的多样性导致装备多样性,主要分为以下情况:
(1)万能轧机生产重轨和H型钢。重轨和H型钢由于其特殊的断面形状,翼缘较宽,用传统二辊轧机生产时,翼缘宽展量得不到足够得变形,万能轧机的引入,带来技术进步,目前全国建成以及正在建设的万能轧机生产线已接近饱和。
(2)连轧机生产对称断面异型钢材。连轧的推广使,简单断面型钢生产得到成功应用,连轧生产线产品主要以对称断面的槽钢、角钢和大圆钢为主,规模较高,但是不能生产严重不对称断面的异型钢材,该类生产线国内还不多。
(3)传统的型钢轧机。我国横列和跟踪布置的两辊轧机较多,多为Φ450~Φ650mm的中型轧机[2],这部分轧机工艺落后,自动化水平差,属于国家政策淘汰范围。可以适当对该类型轧机进行改造,生产专用型钢,比如:桥梁用C型钢、M型钢、E型钢、F型钢、王型钢、汽车轮辋用5.5~8.0轮辋钢、铁路用K60垫板以及周期断面的钢钎等专用型钢轧机[3]。
2 重钢大型轧机改造简介
重庆钢铁集团公司型钢大型轧机,原属清朝汉冶萍公司汉口铁厂设备,1938年搬迁至大渡口,为重庆钢铁公司原型,主要生产38 kg重轨、M和E系列矿用钢,近几年开发了系列船用和桥梁用球扁钢,为国内船用球扁钢主要生产基地。随着市场变化,该轧机产品已经不能满足市场需求,需要对其技术改造。
2.1 生产工艺简述
改造后的重钢大型轧机,生产的主要品种为高档的船用、桥梁用、工程车辆以及核电等特种需求的钢材,钢种的覆盖范围,也直接扩展到500MPa级以上,并预留了产品深加工和表面预处理工艺。

(1)坯料。根据产品特征,经过对产品宽度和长度(计量单位mm)计算,坯料选型如下:(2)产品大纲。型钢产品设计,是依据市场调查报告和目前稳定运行的市场体系综合分析而设计。常规产品按照目前稳定运行的销售统计设计,新扩展产品依据市场调查结论设计。综合分析后认为,型钢改造的年生产能力设计为50万t,设计的产品大纲如下:

表2 设计的产品大纲表
(3)生产工艺。大型型钢生产,按照热轧交货设计,部分产品热处理交货(规划),部分产品做深加工和表面预处理(规划),热轧生产线的工艺如下:
在线产品——坯料加热(均热)→950mm开坯机→800 mm中轧(2架)→800mm预轧→800mm完成轧制→1800mm热锯分段成倍尺→轧件热预弯→步进冷床冷却→1200mm悬臂矫直机矫直→轧件成排编组→1800mm冷锯锯切定尺→成品检验→码垛打捆(在线产品)。
离线产品(规划)——接在线产品→1800mm冷锯锯切定尺→检验→深加工(机械预处理、热处理)→成品检验(含探伤)→码垛打捆。
2.2 生产线布置形式
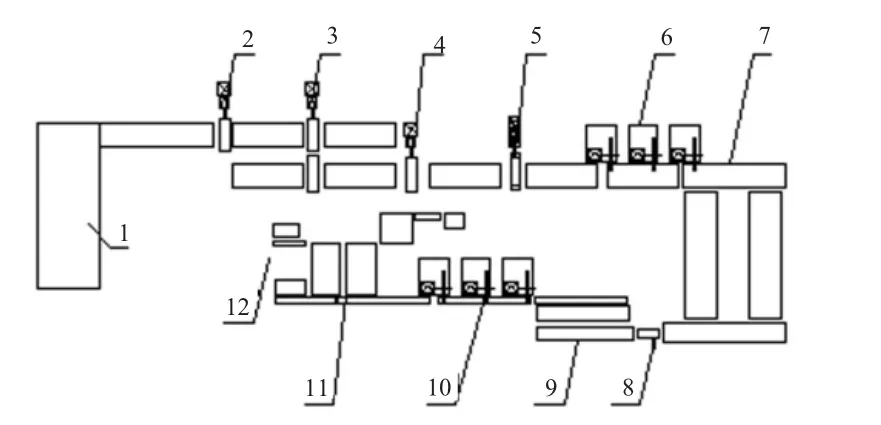
图1 工艺平面布置简图(离线产品在规划当中)
整个生产线布置呈顺列布置,轧机分4列5架,分别由950mm和800mm的闭口和半闭口型钢轧机组成,开坯轧机和中轧机列利用目前存量资产,其他轧机新增,具体平面布置图见图1。
2.3 采用新技术
型钢技术改造采用了一系列成熟先进的技术,主要如下:
(1)加热炉采用空气单蓄热燃烧型式,采用汽化冷却节约能源;
(2)全线采用自动轧钢,自动化高度集成,具备轧件跟踪,程序优化功能;
(3)热锯、冷锯采用液压比例调节,自动适应锯切压力变化;
(4)冷床上料装置采用自动热预弯系统,减轻温度应力带来轧件弯曲;
(5)冷床采用步进机构和平移链条结合形式,节约投资;
(6)轧件采用长尺冷却,提高金属收得率;
(7)成品采用自动码垛,改善包装质量。
3 结束语
型钢的生产和发展,是源于型钢市场的变化。虽然国内钢材总体产能过剩,但是专用型钢生产,仍然不能满足市场的需求,一部分产品仍然需要大量进口,特别是高档型钢。型钢产品以其特殊的形状和特殊用途,在市场中占有一定地位。随着下游产业的发展,型钢产品的需求会更向多样化发展。在钢厂技术改造中,建议向专用轧机的方向发展,同时注重向轧后整理和深加工方向拓展,使型钢产品不断推陈出新,繁荣我国的型钢事业。
[1]徐 峰,何彩红,徐 勇.国内热轧H型钢工艺特点[J].钢铁研究,2009,(4):59-61.
[2]钱大川.型钢生产新技术与产品标准汇编实用手册[K].北京:中国冶金出版社,2007.
[3]袁志学,马水明.中型钢生产[M].北京:冶金工业出版社,2005.
猜你喜欢
钛工业进展(2022年1期)2022-03-14
一重技术(2021年5期)2022-01-18
沈阳大学学报(自然科学版)(2021年2期)2021-05-07
水资源与水工程学报(2021年1期)2021-04-23
商品与质量(2020年23期)2020-10-09
中国房地产业(2019年22期)2019-06-06
天津冶金(2018年1期)2018-06-13
重型机械(2017年3期)2017-07-19
专用汽车(2016年1期)2016-03-01
安徽冶金科技职业学院学报(2015年3期)2015-12-02
