
支承套(薄壁筒)加工工艺设计及分析
2010-03-01 03:55:30张力
装备制造技术 2010年12期
张力
(辽源市科学技术协会,吉林 辽源 136200)
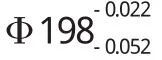
图1是衬筒零件,零件具有直径大、壁薄长度较长的结构特点,属于典型直筒薄壁类零件。在生产过程中,存在不易装夹、易振刀、尺寸不稳定等现象,加工困难,故障率高。针对以上难题,本文探索出一套行之有效的加工方法,使问题得以顺利解决,并针对类似零件的加工,提供了技术支持。
图1 某薄壁筒零件简图
1 零件的工艺分析
从零件的结构上看,结构较薄,内孔较大,无论径向、轴向端面的厚度都很薄,所以加工困难;又因零件表面渗碳,硬度较高,所以精加工不能采取车削方法,如在普通磨床上磨削,零件容易变形,达不到精度要求,该零件为单件生产,所以精
加工应在车床上用磨头进行磨削。
2 工艺方案的制定
本件加工的关键问题,在于精加工,由于零件精度表面又硬,且零件单薄,在加工中容易变型,因此,精加工采用在车床上用磨头的方法进行磨削。
如若在普通磨床上进行磨削,要经过内磨、平磨和外磨等3道工序,而且由于零件结构单薄和装夹不便,及零件容易变型等因素,难以达到精度、粗糙度、技术条件等要求。
而在车床上采用磨具磨削时,其装夹方便可靠,加工合理简单,能达到精度、粗糙度、技术条件等要求,并提高了生产率。
该零件为单件生产,工艺路线为:毛坯→粗车→表面处理→粗车→各种机械加工→热处理(淬火)→车床上磨削。
(2)用三爪卡盘夹紧零件内孔,车去端面D加厚处的余量留磨量0.3~0.35mm。调个装夹零件Φ198mm,车去表面E的余量。
(3)钻Φ20mm×8mm孔,然后热处理淬火。
(4)用四爪卡盘夹紧零件,以表面A为基准,按表面C和内孔Φ186mm较正,然后轻轻夹紧零件。磨削零件端面及内孔Φ186+0.045mm达到精度、光洁度、技术条件要求交检。
3 结束语
经过实践验证,按上述工艺方法和加工手段,对该零件加工后进行了认真的检测,结果印证了该方法保证了产品的各个尺寸及加工精度,完全符合设计要求,保证了产品质量。在今后的加工中,还需要完善和改进这种加工工艺,使之更科学,更先进。
[1]施勇成.薄壁壳体类铅件的数控加工[J].南通职业大学学报,2006,(1):73-75.
[2]杨叔子.机械加工工艺师手册[M].北京:机械工业出版社,2006.
猜你喜欢
西安航空学院学报(2024年1期)2024-02-21 09:20:42
一重技术(2021年5期)2022-01-18 05:42:06
装备制造技术(2021年1期)2021-05-21 07:55:16
制造技术与机床(2018年12期)2018-12-23 02:40:56
制造技术与机床(2017年6期)2018-01-19 02:41:06
制造技术与机床(2017年7期)2018-01-19 02:30:00
制造技术与机床(2017年9期)2017-11-27 02:14:14
凿岩机械气动工具(2017年3期)2017-11-22 07:21:54
制造技术与机床(2017年4期)2017-06-22 11:18:31
制造技术与机床(2017年4期)2017-06-22 11:17:37
