新型节能环保电磁加热辊在铝塑复合板行业中的应用
2010-02-23 09:11马忠喜上海联净环保科技有限公司上海201100
中国建材科技 2010年5期
邹 斌 马忠喜(上海联净环保科技有限公司,上海 201100)
1 前言
铝塑复合板最早由德国的Alusingen公司于1969年开发出来,已经经过了40多年的发展;在我国,铝塑复合板的生产始于20世纪90年代,经过近20年的进展,2008年全行业产值近200亿元。近10年来,平均每年以20%左右的速度增长,中国已成为世界上最大的铝塑复合板生产国、消费国和出口国。
铝塑复合板生产的工艺与设备,在近20年间,也经历了从高档舶来品到合资、国产等一系列过程。国内厂家利用其在塑料机械行业的多年经验,结合铝塑复合板产品的特性,90年代中期就成功地开发出国内第一条全自动连续热辊压法生产线。随着对温度、压力、张力、速度等控制手段较为深入的了解,国产化的铝塑复合板生产线工艺和设备经历了多次技术变革。在看似复杂的工艺过程中,最关键的一点是复合温度与压力的配合,其中复合温度需通过适应高分子粘接膜的温度曲线来实现。而设备的关键之处又在于对复合辊进行透彻的研究。这方面国产化的成果是有目共睹的,在几乎没有多少资料可以借鉴的国产化之初,到如今,每条国产复合生产线只需操作人员6名,即可完成从PE上料至铝塑复合板成品码放的所有工作。
但随着世界经济主流走向低碳、节能环保,国家产业政策进行了前所未有的结构化升级,素以“电老虎”之称的铝塑复合板生产线的高能耗,加上多数国内生产厂家弥漫高温和呛人导热油气味的极其恶劣的生产现场,以及常常见诸报端的油渗漏引发的火灾,使得整个铝塑复合板行业的发展遭遇了巨大瓶颈。
在这种政治、经济、环境大气候营造的背景下,针对铝塑板复合生产线关键设备-复合加热辊的新产品研发、生产以及取代,已成为每一家铝塑复合板生产厂家翘首企盼的刚性需求。本文将介绍一种采用电磁感应加热原理制作的加热辊,上海联净经过三年多的研究和实践,表明这项新技术在节能降耗上是非常具有推广价值的,取得了良好的预期效果。
2 传统加热复合辊的弊端
目前普遍采用的铝塑复合板生产线工艺和设备中,复合辊加热通常采用强制循环导热油加热系统,150~250℃高温的导热油经油泵将其送到复合辊加热,由于高温油要经过轴的一端进入,由另一端流回到油加热中心,由此带来一系列的弊端:
(1) 高能耗:以一条典型的铝塑复合板生产线为例,加热辊共8个,其中4个辊对应4台导热油加热装置,加热功率各18kW,外加3kW油泵4台;另4个辊对应2台电热油加热装置,加热功率各27kw,外加3kW油泵2台;即导热油加热和输送合计装机功率144kw。其中18kw的导热油输送泵在整个生产过程中必须常开。高温导热油在输送过程中管道沿途散热显著,按化工管路输送经验,至少8%~10%的热量会散失到环境中去。
(2)旋转接头密封泄漏:这是一个普遍存在的难题。不光是在铝塑复合板行业,其它相关行业如造纸、PVC压延、医药食品覆膜等等行业,该问题的存在对质量安全环保均造成极大困扰。导热油泄漏往往导致弥漫高温和呛人导热油气味的极其恶劣的生产现场,不少厂家不得不准备大量便携式灭火器材,以备不测,但常常还是难免油渗漏引发的火灾。铝塑复合板生产车间已成为工厂所在地政府清洁生产重点整治的对象。
(3)长期使用性能恶化:由于导热油长期加热循环使用,在辊内及输送管道中会因氧化而产生很多杂质粘于其内表面,致使污垢增加,导热性差,加热慢,辊面温差加大,严重时出现流道阻塞。
(4 )低精度:复合辊的轴承在现有的结构中,一定会发热,自然冷却无法实现降温的目的。在加工时只能采用高温轴承,由于高温轴承是大间隙轴承,所以工作精度不高,质量也不稳定。
有一些铝塑复合板生产线已尝试采用电阻丝加热棒加热辊设备,虽然可以缓解导热油泄漏带来的问题,但电阻丝加热棒的高温特性使得电阻棒的氧化无法避免,频繁更换电阻棒对生产造成的干扰使得生产厂家望而却步。
3 电磁加热的基本原理
电磁加热的基本原理图如下:
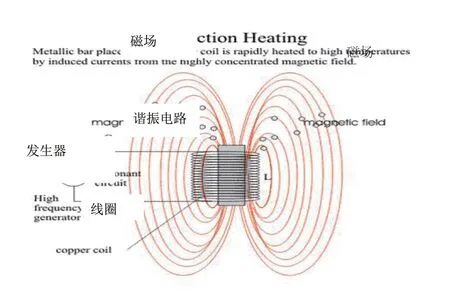
图1 电磁加热的基本原理
当交变的电流i通过感应线圈时,由于电流的磁效应,会在线圈内部产生相同频率的交变磁通φ,根据法拉第电磁感应定律,置于交变的磁通中的金属工件内部会产生感应电动势 e。由麦克斯韦(JAMES CLERK MAXWELL,英,1831~1879)电磁方程式,电动势 e的大小为:

式中 N是线圈匝数。假设为φ正弦变化量,其角频率为ω,即
φ=φmsinωt
式中为φm磁通正弦波的峰值。感应电动势为:
e = -Nφmωcosωt = Nφmωsin(ωt-π/2)
显然,这也是一个交变的等频率正弦量,最大值为Nφmω,并且相位上有 90度的延迟。可以得到感应电动势的有效值E为:

从上面公式可以看出,感应电势的大小与频率高低和磁场的强度成正比。因此,可以通过提高振荡频率和磁场强度的方法来提高感应电动势。
上面分析可见,感应加热是靠感应线圈把电能转化为金属内部的热能。感应线圈与被加热金属并不直接接触,能量是通过电磁感应传递的。另外需要指出的是,感应加热的原理与一般电气设备中产生涡流以及涡流引起发热的原理是相同的,不同的是在一般电气设备中涡流是有害的,而感应加热却正是利用涡流的热效应进行加热的。
这样,感应电势在工件中产生感应电流(涡流),使工件加热。其热量与电流电阻的关系为:
式中, Q为电流通过电阻产生的热量(J);I为电流有效值(A);R为工件的等效电阻();t为工件通电的时间(s)。
由上面两式可以看出,感应电势和发热功率与频率高低和磁场强弱有关。感应线圈中流过的电流越大,其产生的磁通也就越大,因此提高感应线圈中的电流可以使工件中产生的涡流加大;同样提高工作频率也会使工件中的感应电流加大,从而增加发热效果,使工件升温更快。另外,涡流的大小还与金属的截面大小、截面形状、导电率、导磁率以及透入深度有关。
感应加热的整个过程是这样的,首先通过感应线圈把电能转化成磁能,交变的磁场产生同频率交变的电动势 E;交变电动势 E作用于金属工件后,形成闭合回路,在工件表面产生电流——涡流,实现了从磁能到电能的转换。当磁场内的磁力线通过导磁性金属材料时会在金属体内产生无数的小涡流,使金属材料本身自行高速发热,从而达到直接加热金属料筒的目的。
4 电磁加热复合辊的优势
上述电磁加热技术具有能耗低、热效率高、温度提升快、温度控制精度高等优点,因此在许多行业被广泛应用。最近几年发展很快的电磁炉、电磁热水器等,均采用了该技术。运用到复合加热辊上,总体上具有如下优点:
(1)高效节能:仍以一条典型的铝塑复合板生产线为例,加热辊共8个,采用电磁加热复合辊,取消所有导热油加热装置和输送油泵。其中4个辊电磁加热装机功率各12kW;另4个辊电磁加热装机功率各9kW;合计装机功率84kw。仅取消输送油泵以及不存在高温导热油在输送过程中管道沿途散热,能量节约就在30%以上。此外,复合辊最耗能的阶段在开机升温阶段,当该阶段结束后,仅需补充由于热量散失带来的热量,由于电磁加热不存在热惯性,故电磁发生器的通断比会比导热油加热装置的通断比更低,此处节约的能量通常在10%~15%左右。故累计节能可达到40%~45%。
(2)环保安全:由于电磁感应加热辊从根本上避开了对环境造成巨大污染的导热油系统,故真正意义上实现了无燃烧废气排放、不消耗氧气、无噪音、无污染,没有过热油和过热蒸汽和相应的管道,确保生产环保安全。
(3)轴向温度均匀:由于采用RTD等高端的温控手段及加热冷却调节手段,电磁感应辊表面温度在设计好的导流片的内部导热油导流循环流动作用下,辊的轴向温度可控制在±1.0℃内。
(4)多点式温度控制:有可编程序控制器等自动化工控产品,采用多闭环智能控制系统和完善的保护系统,运行及其稳定;在加热辊端部,随着生产工艺的需要,可任意实现辊体中部温度和辊体端部温度的差异化,从而解决铝塑复合板行业普遍存在的侧边开胶脱落的问题。
(5)降低成本:使用电磁加热复合辊,免除了导热油配套系统的施工、维护、年检和相关配套费,免除了管道的敷设等;设备占地面积减少很多,运行人员也减少。
5 Ø400mm×1800mm加热辊辊面温度分布实验数据

图2 加热辊示意图
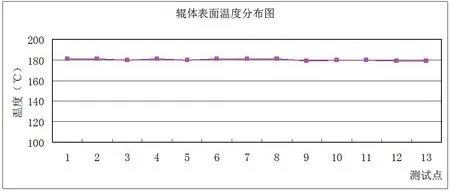
图3 加热辊辊体表面实测温度分布图

表1 加热辊辊体表面实测温度分布
电磁感应加热辊的研制,需要攻克机械、电气、自控、空调、工程数学等若干个不同行业的边缘学科交叉技术问题。其中尤以磁场强度有限元分析为核心,结合目前尖端的RTD自控手段的运用,取得机电仪一体化必备的稳定性数据。
图2以Ø400mm×1800mm加热辊为例,列出一组非常吻合生产现场需要的温度数据见图3,表1,从常温到设定温度的升温时间在50min左右,完全满足生产需要。
6 电磁感应加热辊与安全相关的技术问题
(1)电磁感应圈完全包容在辊体之中,不存在电磁波的外辐射问题。按照国家环保文件的规定:频率≥5MHZ需要进行电磁辐射测试,而电磁加热圈的工作频率远远低于规定频率,因此不需要考虑电磁波辐射防护问题。
(2)电磁加热装置带有过电流、过电压、IGBT过热等多种保护功能,装置运行可靠。当发生故障时,切断电源,并在电源面板上显示故障,如果需要的话可以向主机PLC输出故障报警信号,经PLC处理后在显示屏上显示,报警信号采用光电隔离输出。
(3)电磁加热电源取自原动力电源,感应圈和辊体完全隔离,避免了线圈漏电伤人的危险。另外,在DCDYIII电源上还设计了漏电检测保护电路,当出现漏电现象时,能够快速切断电源,保证设备和操作人员安全。
(4)电磁加热装置内置谐波滤波器,减少了EMC辐射,装置运行时不会干扰其他控制器的正常工作。
7 限电令背景之下的电磁感应加热辊的应用
“十一五”规划提出单位国内生产总值(GDP)能耗降低20%左右的目标。2010年下半年,必须完成降耗4.48%的目标。随着“十一五”末期临近,尚未完成节能减排任务的地方心急如焚,强制性限电措施大有蔓延之势。目前浙江、江苏、山东、广西、甘肃等地已经开始限电或有较明确的限电预期。其中,浙江和江苏地区的阶段性限电从8月即已开始。
在上述限电令的大背景之下,实质已拉开以单位GDP能耗为主要经济衡量指标的产业结构调整。以保守数据估计,目前全国复合生产线约200~250条,总生产能力为2亿平方米左右,实际生产能力近8000万~1亿平方米。如能在铝塑复合板生产线上全部采用上述介绍的新型环保节能电磁感应加热辊,将带来不可估量的经济和社会双重效益。
猜你喜欢
中国油脂(2019年7期)2019-08-22
中国油脂(2019年5期)2019-05-13
中国油脂(2019年3期)2019-04-29
中国特种设备安全(2019年3期)2019-04-22
汽车观察(2019年2期)2019-03-15
中国油脂(2017年5期)2017-08-07
山东工业技术(2016年15期)2016-12-01
中国石油大学学报(自然科学版)(2015年2期)2015-11-10
中国建材科技(2012年6期)2012-09-01
中国建材科技(2012年6期)2012-09-01