
数控车床上异型梯形螺纹的加工技巧
2010-02-20 07:43周黎明
装备制造技术 2010年6期
周黎明
(宜兴技师学院实训处,江苏宜兴214206)
异型梯形螺纹是一种非标准的梯形螺纹,即其螺纹尺寸参数与标准梯形螺纹不完全一样。在车床上加工异型梯形螺纹,是一项技术难度较高的工作。其在普通车床上车削时,要求工人有比较熟练的操作技巧。螺纹加工精度和效率受人为因素影响比较大。数控车床的高精度加工性能,为异型梯形螺纹的车削提供了良好的加工基础。但在数控车床上加工异型梯形螺纹时,若不能很好地对加工方法、工艺和数控加工程序的编制进行细致分析,就不能加工出合格的工件。
1 加工方法分析
数控车削螺纹一般有3种方法:直进法、斜进法和左右车削法。
(1)直进法。又称成形法(见图1)。在车削螺纹时,车刀X向间歇地进给至牙深处,Z向不作移动。此种方法的螺纹车刀为三刃切削,导致加工切削力和切削热增加,排屑困难。当切到一定深度时,易产生“扎刀”和“爆刀”现象。但是当刀具材料和质量较好且螺距不大时,梯形螺纹仍能顺利加工。
(2)斜进法。又称单面切削法,螺纹车刀沿牙型角方向斜向间隙进给至牙深处(见图2)。此种方法螺纹车刀始终只有一个侧刃参加切削,从而使排屑比较顺利,刀尖的受热和受力情况有所改善,在车削中不易引起扎刀现象,可以采用G76指令来实现。
(3)左右借刀法。螺纹车刀沿X向进给至一直径处,在每一层面进行左右移动车削,直至左右端面,再沿X向进刀,直至牙深处(见图3)。此种方法可以防止因三个切削刃同时参加切削而产生振动和扎刀现象,从而保证螺纹的尺寸精度和表面粗糙度。
比较这3种方法,其中直进法对刀具要求较高,当刀具为非成型刀时,螺纹不能加工到位,各项尺寸就不能保证。采用斜进法对标准螺纹来说,由于有固定循环指令G76,所以其方法较为方便,但对异型螺纹加工就不太适用。而采用左右借刀法,切削状况好,对刀具要求不高,尺寸有程序中相应数值保证,当牙顶宽和螺纹底径达到尺寸要求时,螺纹中径等其他各项尺寸也相应达到尺寸要求,尺寸精度易于控制,螺纹表面质量好,甚至其它异型螺纹的加工也可套用该法的编程思路进行加工。
图1 直进法

图2 斜进法

图3 左右车削法
2 加工工艺分析
图4和图5分别属于无、有R的异型螺纹的梯形螺纹槽。两者的数控程序均采用宏程序,加工方法采用左右借刀法。当加工无R的异型梯形螺纹时(见图4),数控加工程序段分2部分,即加工梯形槽两侧面的A区域和加工槽底的C区域;当加工有R的异型梯形螺纹时(见图5),数控加工程序分3部分,即梯形槽两侧A区域、圆弧段B区域和槽底C区域。由此可见,异型螺纹的数控加工程序是通用的,当加工无R的异型螺纹时,只要把该程序中加工圆弧段B区域的程序段去掉即可。当加工其他参数的异型螺纹时,只需把程序中相应的参数修改即可。

图4 无R的梯形螺纹槽

图5 有R的梯形螺纹槽
3 实例编程(不精车)
图6为有R的40°异型螺纹(R1=0.6 mm)零件图,加工程序及说明如下。
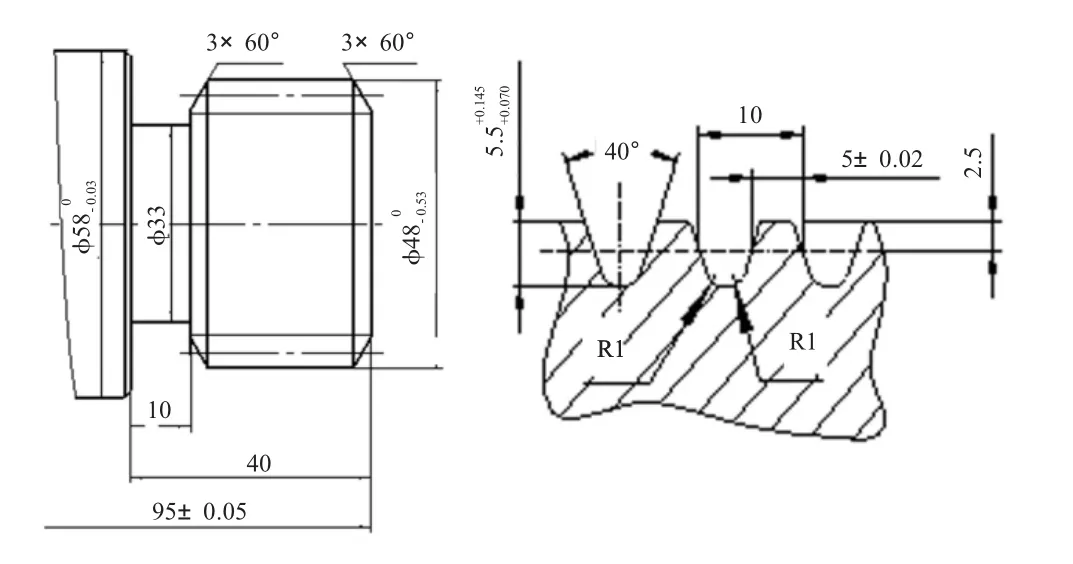
图6 有R的40°异型螺纹(R1=0.6 mm)
3.1 切削A部分程序
034;(粗精车异型螺纹)
M03S7T0101G99G40;(S355)
G00Z5;(对中尖刀0位对刀)
X60;(刀具加工的X方向起点)
#1=5.5;(齿高)
WHILE[#1GE0.395]DO1;(如果 #1<0.395,则运行 END1语句,0.395为根据圆弧大小计算而得)。
#2=#1*TAN[20];(Z向新移动量计算)
G00 Z[10+0];(刀具加工的Z方向起点)
X[[18.5+0.4+#1]*2];
G32 Z-45F10;(车螺纹至Z=-45)
G00 X60;
G00 Z[10+1.128];(再次车螺纹时刀具的X、Z方向起点;向右借刀)
X[[18.5+0.4+#1]*2];
G32 Z-45F10;(车螺纹至 Z=-45)
G00 X60;
G00 Z[10-1.128];(再次车螺纹时刀具的X、Z方向起点;向左借刀)
X[[18.5+0.4+#1]*2];
G32 Z-45F10;(车螺纹至Z=-45)
G00 X60;
G00 Z[10+1.128+#2];(再次车螺纹时刀具的X、Z方向起点;向右借刀)
X[[18.5+0.4+#1]*2];
G32 Z-45F10;(车螺纹至 Z=-45)
G00 X60;
G00 Z[10+1.128-#2];(再次车螺纹时刀具的X、Z方向起点;向左借刀)
X[[18.5+0.4+#1]*2];
G32 Z-45F10;(车螺纹至 Z=-45)
G00 X60;
#1=#1-0.07;(X向切深)
END 1;
3.2 切削B部分程序
#3=0.5---0.395;(范围放大,防止上层余量大)
WHILE[#3GE0]DO2;(若 #3<0,则运行 END2语句)
#4=SQRT[0.36-[0.6-#3]*[0.6-#3]];
G00 Z[10+0];(车削R圆角时刀具Z方向起点)
X[[18.5+0.4+#3]*2];
G32 Z-45F10;(车螺纹至Z=-45)
G00 X60;
G00 Z[10+0.708+#4];(车削R圆角时刀具X、Z方向起点;向右借刀)
X[[18.5+0.4+#3]*2];
G32 Z-45F10;(车螺纹至Z=-45)
G00 X60;
G00 Z[10-0.708-#4];(车削R圆角时刀具X、Z方向起点;向左借刀)
X[[18.5+0.4+#3]*2];
G32 Z-45F10;(车螺纹至 Z=-45)
G00 X60;
#3=#3-0.07;
END 2;
3.3 切削C部分程序
#6=0.708;
WHILE[#6GE 0]DO3;(若#6<0,则运行 END 3语句)
#5=#6*TAN[0];
G00 Z[10+#6];
X[[18.5+0.4+#5]*2];
G32 Z-45F10;;
G00 X60;
G00 Z[10-#6];
X[[18.5+0.4+#5]*2];
G32 Z-45F10;;
G00 X60;
#6=#6-0.1;
END 3;
G00 X100;
Z100;
M05;
M30;
程序的复杂在于,把螺纹的总切削量通过宏程序变量的变化来进行分层加工,每层的吃刀深度相同,同时在加工中又采用了左右借刀法来进行车削,确保每次切削完一个层面,再进行下一层加工,使加工精度和表面粗糙度都得到了相应的改善。
4 结束语
在FANUCOI系统的数控车床上,利用本文所示的程序进行了有R的40°异型梯形螺纹的实际加工,效果相当理想。程序工艺编制合理,加工质量高,解决了异型梯形螺纹在数控加工中的诸多难题。
[1]唐应谦,等.数控加工工艺学[M].北京:劳动出版社,2000.
[2]陈海舟.数控加工宏程序[M].北京:机械工业出版社,2006.
猜你喜欢
金属加工(冷加工)(2022年9期)2022-09-20
时代农机(2020年2期)2020-06-02
制造技术与机床(2019年12期)2020-01-06
赢未来(2018年9期)2018-09-25
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年3期)2017-06-23
制造技术与机床(2017年4期)2017-06-22
山东工业技术(2016年15期)2016-12-01
中国塑料(2015年9期)2015-10-14
制造技术与机床(2015年10期)2015-04-09
