
基于宏程序华中数控车切槽循环指令开发
2010-02-20 07:43张谦
装备制造技术 2010年6期
张 谦
(湖南铁路科技职业技术学院机电工程系,湖南株洲412003)
FANUC数控系统为用户提供了车槽循环指令G75,可用于内、外径宽槽切削。HNC-21T华中数控系统则没有提供相应的切槽指令,只能使用简单指令编程切削,切削宽槽时加工程序段变得冗长,因此参考FANUC系统G75指令,利用宏程序进行华中数控系统切槽循环指令的开发。宏程序是编程人员改进和完善系统循环指令最好的工具,可以根据实际的生产需要来开发用户化的循环指令,从而简化程序,提高效率。
1 FANUC系统G75切槽循环指令缺陷
FANUC系统G75循环指令采用断续切削,深槽切削时可以起到断屑、排屑的作用,但槽底及槽两侧一般会留有刀痕,影响沟槽表面质量,只适用于粗加工。当沟槽加工精度要求较高时,则需要调整加工参数和增加精加工程序段。因此在设计的切槽宏程序中,进行了一定改进,加入精加工程序选择。
2 车槽循环宏程序编制
加工各种不同尺寸的槽,通常走刀路径类似,只是尺寸不同,利用参数代替实际槽的尺寸(参数设计如图1所示),编制符合实际加工要求的加工代码,即可实现通用的切槽循环指令。宏程序调用格式及参数说明如下:
M98 P×××× X#23 Z#25 P#15 Q#16 R#17 B#1 C#2 D#3 E#4 U#20 W#22 F#5
P××××:宏程序名;
X,Z:槽左端终点 X,Z坐标;
D:槽刀宽;
C:槽宽;
B:槽深;
P,Q:每次X,Z向进刀量;
R,E:每次X,Z向退刀量;
U:槽底预留精加工量;
W:槽壁预留精加工量;
F:进给率。
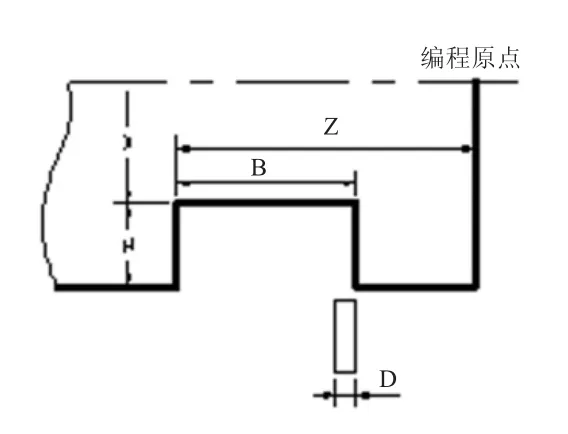
图1 切槽参数
宏程序代码如下:
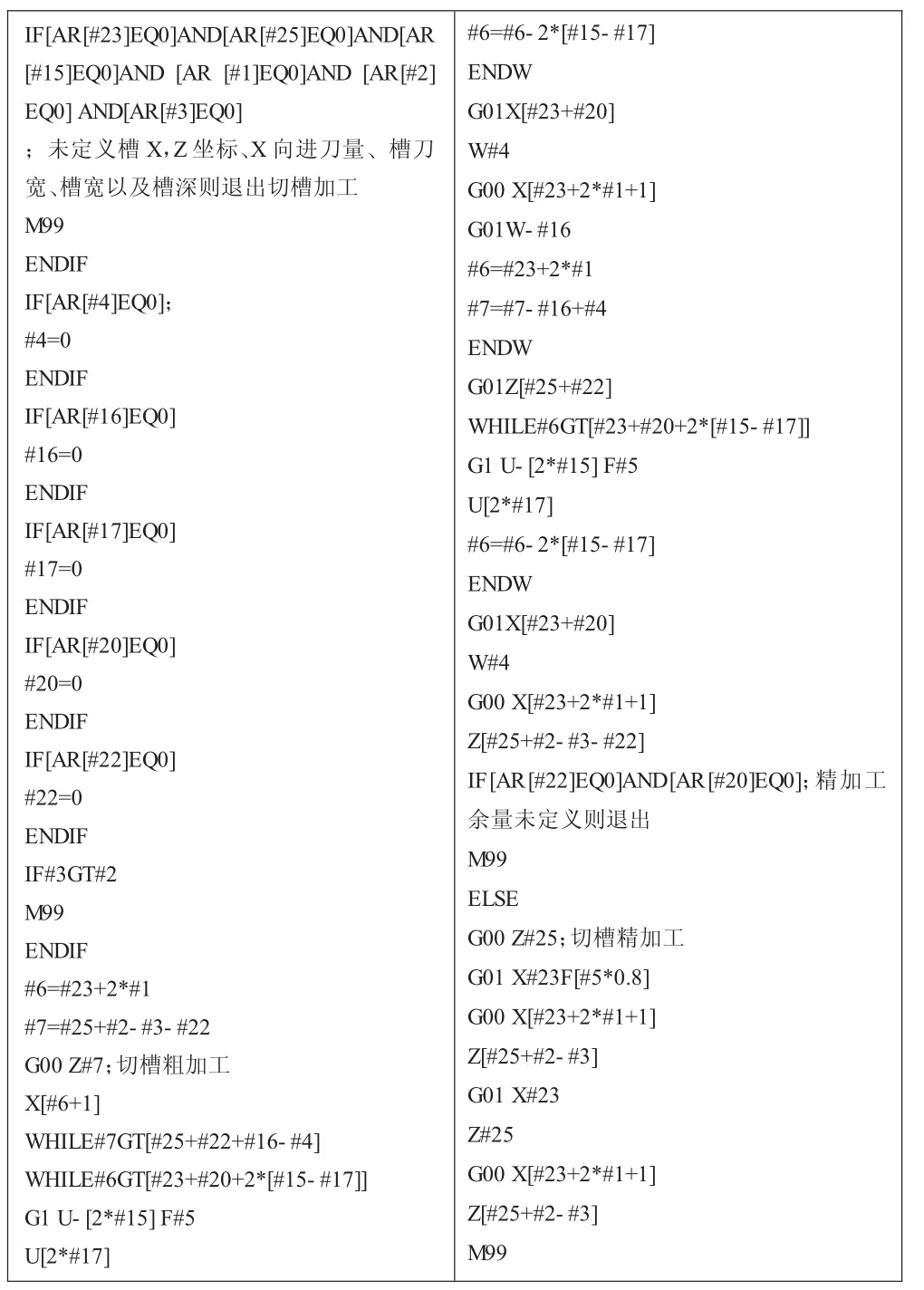
IF[AR[#23]EQ0]AND[AR[#25]EQ0]AND[AR[#15]EQ0]AND[AR[#1]EQ0]AND[AR[#2]EQ0]AND[AR[#3]EQ0];未定义槽X,Z坐标、X向进刀量、槽刀宽、槽宽以及槽深则退出切槽加工M99 ENDIF IF[AR[#4]EQ0];#4=0 ENDIF IF[AR[#16]EQ0]#16=0 ENDIF IF[AR[#17]EQ0]#17=0 ENDIF IF[AR[#20]EQ0]#20=0 ENDIF IF[AR[#22]EQ0]#22=0 ENDIF IF#3GT#2 M99 ENDIF#6=#23+2*#1#7=#25+#2-#3-#22 G00 Z#7;切槽粗加工X[#6+1]WHILE#7GT[#25+#22+#16-#4]WHILE#6GT[#23+#20+2*[#15-#17]]G1 U-[2*#15]F#5 U[2*#17]#6=#6-2*[#15-#17]ENDW G01X[#23+#20]W#4 G00 X[#23+2*#1+1]G01W-#16#6=#23+2*#1#7=#7-#16+#4 ENDW G01Z[#25+#22]WHILE#6GT[#23+#20+2*[#15-#17]]G1 U-[2*#15]F#5 U[2*#17]#6=#6-2*[#15-#17]ENDW G01X[#23+#20]W#4 G00 X[#23+2*#1+1]Z[#25+#2-#3-#22]IF[AR[#22]EQ0]AND[AR[#20]EQ0];精加工余量未定义则退出M99 ELSE G00 Z#25;切槽精加工G01 X#23F[#5*0.8]G00 X[#23+2*#1+1]Z[#25+#2-#3]G01 X#23 Z#25 G00 X[#23+2*#1+1]Z[#25+#2-#3]M99
3 结束语
改进后的宏程序通过现场应用证明,该方法可行,能简化宽槽加工程序,满足切槽循环指令的要求。对于带有倒角或倒圆角的宽槽,可以使用改进的宏程序粗切槽后再利用G72指令对倒角和槽壁部分进行精加工。
[1]张武刚,杨武成.FANUC数控系统车槽循环功能的改进[J].组合机床与自动化加工技术,2008,(5):72-74
[2]顾力平.数控机床编程与操作[M].北京:中国劳动社会保障出版社,2005.
[3]田 坤.数控机床编程、操作与加工实训[M].北京:电子工业出版社,2008.
猜你喜欢
电动工具(2022年2期)2022-05-18
智能制造(2021年4期)2021-11-04
组合机床与自动化加工技术(2019年11期)2019-11-27
制造技术与机床(2019年10期)2019-10-26
制造技术与机床(2018年10期)2018-10-13
组合机床与自动化加工技术(2018年9期)2018-10-09
中国设备工程(2018年2期)2018-03-02
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年11期)2017-12-18
制造技术与机床(2017年9期)2017-11-27
