
Synthesis of Petroleum Sulfonate Surfactant by Different Sulfonating Agent with Application of HIGEE Technology*
2010-02-14 08:26ZHANGDi张迪ZHANGPengyuan张鹏远ZOUHaikui邹海魁CHUGuangwen初广文WUWei毋伟ZHUZhongwu朱忠武SHAOLei邵磊andCHENJianfeng陈建峰
ZHANG Di (张迪), ZHANG Pengyuan (张鹏远), ZOU Haikui (邹海魁), CHU Guangwen (初广文),WU Wei (毋伟), ZHU Zhongwu (朱忠武), SHAO Lei (邵磊) and CHEN Jianfeng (陈建峰)**
Research Center of the Ministry of Education for High Gravity Engineering and Technology, Beijing University of Chemical Technology, Beijing 100029, China
1 INTRODUCTION
In the stage of secondary recovery, traditional oil production methods with water flooding and gas flooding are used in the major oilfields in China. Tertiary recovery (EOR) technology has becoming one of the main subjects for studying. Surfactant flooding has been developed rapidly and has demonstrated its displacement efficiency from pilot tests in different oilfields. Anionic surfactants, in which petroleum sulfonate and alkylbenzene sulfonate are the most well known types, are widely used in surfactant flooding[1-3]. However, cost and output are concerned in industrial production and large-scale application of anionic surfactants in EOR. Therefore, it needs to exploit low-priced and adequately abundant raw materials for surfactant production with high efficiency.
Petroleum sulfonate, which can be synthesized by sulfonation of different petroleum fractions with different sulfonating agents, is receiving more and more attentions for its strong interfacial activity, good structural compatibility, accessible local source and relatively low cost [4, 5]. The conventional synthesis technologies of petroleum sulfonate are usually divided into two categories [6-8]: the liquid-liquid method with fuming sulfuric acid (FSA) or diluted liquid sulfur trioxide (DLST) as sulfonating agent in stirred tank reactor and the gas-liquid method with diluted gaseous sulfur trioxide (DGST) as sulfonating agent in falling film reactor (FFR). The former is usually carried out in semi-continuous mode and is limited by the drawbacks of long residence time and low overall efficiency. The latter, commonly used in domestic chemical industry, faces new problems such as charring or solvent volatilization under aerated stripping condition or tail gas treatment when heavy petroleum fraction of high viscosity is used as feedstock[9]. For sulfonation with the same oil, different sulfonating agent in different reactor may result in different product selectivity and quality, production capacity and efficiency. Sulfonation [10, 11] is a fast reaction with strong exothermic effect and needs uniform environment where concentration, viscosity and temperature are well distributed by rapidly mixing[12-14].
Known for its intensification effects, high gravity technology (HIGEE) has been used in absorption,stripping, distillation, extraction, nanoparticle preparation, reaction, and so on [15-18]. In the simulated high gravity surroundings realized by rotating packed bed(RPB), the micro-mixing efficiency for liquid-liquid reaction system or the interphase mass transfer efficiency for gas-liquid reaction system may be up to 1-3 orders of magnitude higher than that in a conventional reactor. Moreover, the residence time of liquid flow in RPB is very short (less than 1 s), which is quite helpful to remove the reaction heat in time and reduce side reactions indirectly.
In comprehensive consideration for the characteristics of fast exothermic reaction, the problems of current methods, the requirements for synthesis process and the advantages of HIGEE technology,RPB may be an ideal reactor for sulfonation of petroleum fraction.
2 EXPERIMENTAL
2.1 Materials
2.1.1Petroleum fraction
A flooding agent is not suitable for every oilfield.Based on the dissolution theory, petroleum fraction from local crude oil is favorable and the synergistic effects may be obtained even without addition of alkaline. Using long distillate with a wide range of molecular weight as raw material, petroleum sulfonate has the advantage of good molecular weight distribution to match the crude oil and may reduce the interfacial tension between oil and aqueous solution to ultra-low values. The major components (Table 1) that can be sulfonated in distillate oil are aromatic hydrocarbons. Higher content of aromatics means more active matter in the product. Vac. Side Cut 2 of Shengli crude oil is chosen as feedstock for our experiment.

Table 1 Petroleum fraction composition of Shengli crude oil
2.1.2Sulfonating agents
Fuming sulfuric acid, liquid sulfur trioxide and gaseous sulfur trioxide are three sulfonating agents widely used in sulfonation reactions and synthetic industry. Table 2 shows that each of them has its advantages and limitations. Comparison with sulfur trioxide, sulfuric acid presents relatively mild reactivity and the sulfonation reaction is easy to control, but acid sludge is generated and needs to be separated. Sulfur trioxide, being liquid or gas, is much cleaner for petroleum sulfonation, but it usually needs the addition of solvent or dry inert gas so that the consequent treatment is unavoidable. The fuming sulfuric acid of 20% (by mass) was purchased from market. The liquid sulfur trioxide was distilled from 55%-60% (by mass) fuming sulfuric acid. The gaseous sulfur trioxide was vaporized from liquid sulfur trioxide in a gas generator.
2.1.3Dilution agents
Solvent is necessary with Vac. Side Cut 2 of Shengli crude oil as feedstock or with liquid SO3as sulfonating agent. 1,2-dichloroethane was adopted as solvent in our experiment for its economy and easy removal. Liquid SO3, with its adequate reactivity maintained, was mild and controllable at the solvent/SO3mass ratio of 3∶1 [19]. Addition of solvent to petroleum fraction could improve the mass and heat transfer in the reaction system because of the increased flowability and compatibility. 1,2-dichloroethane was used with recycling by rectification. Dry nitrogen gas was used to dilute gaseous SO3to different volumetric ratio.
2.2 Preparation process
Figure 1 shows the experimental procedure for synthesis of petroleum sulfonate surfactant used for EOR carried out in facilities shown in Fig. 2. A certain amount of diluted Vac. Side Cut 2 of Shengli crude oil was added into the stirred tank and the mixture was circulated between the tank and RPB. Sulfonation occurred by introducing appropriate quantity of sulfonating agent into RPB. The reaction was performed at a required temperature, which was controlled by a cooling system until the preset reaction time was achieved.Then, fresh sulfonating agent and petroleum fraction with given ratio were fed in while the circulation wasmaintained at a set ratio and the intermediate petroleum sulfonic acid was pumped continuously into the next tank at a specified flow rate. The average residence time of mixture in the reaction system was controlled by adjusting the input (equal to output) flow rate. In particular, acid sludge was separated from the upper liquid material in a separation tank when fuming sulfuric acid was served as sulfonating agent.Crude product was generated as 25% (by mass) ammonia was dripped continuously into the neutralization agitator with a final pH value of 8. Petroleum sulfonate surfactant product was obtained after part of water and solvent were removed by vacuum distillation.

Table 2 Properties of different sulfonating agents
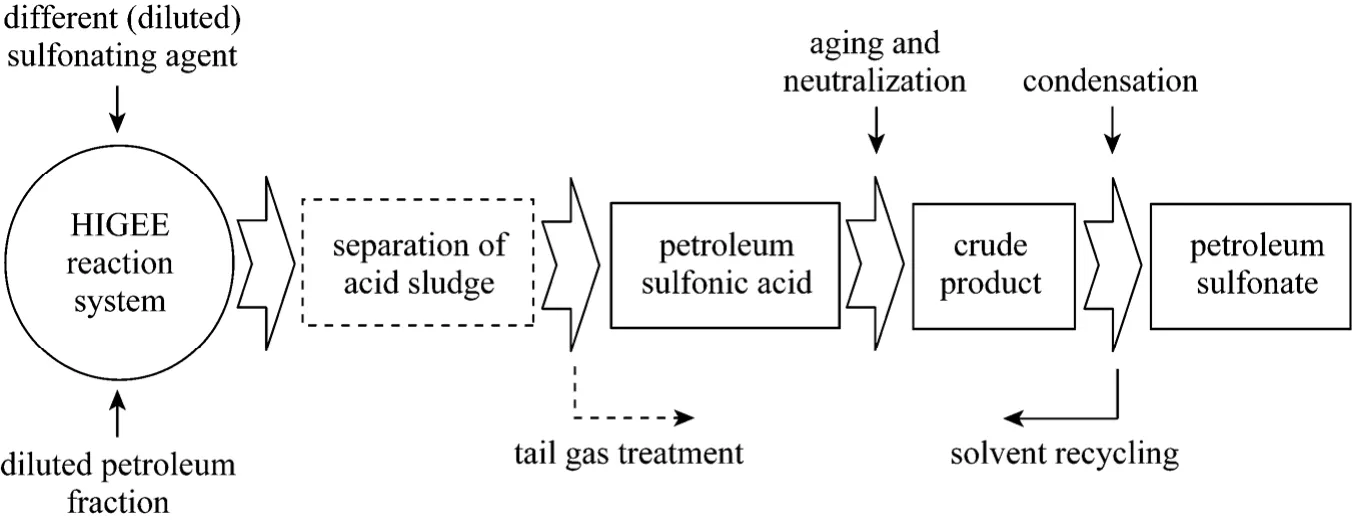
Figure 1 Flow diagram of the sulfonation process

Figure 2 Experimental set-up of HIGEE sulfonation1—nitrogen gas cylinder; 2—gaseous SO3 generator; 3—gas mixer; 4—oil storage tank; 5—liquid sulfonating agent storage tank;6—RPB reactor; 7—circulating tank; 8—heat exchanger; 9—separation tank;10—neutralization stirred tank; 11—ammonia storage tank; 12—circulating cooling systemRotor dimensions: 50 mm (inner diameter)×200 mm (outer diameter)×50 mm (height)Packing type: RS stainless steel corrugated wire mesh packingLiquid distributor: metal pipe with side round hole
2.3 Characterization
The components of petroleum sulfonate surfactant can be divided into five groups: active matter(AM), unsulfonated oil (UO), inorganic salts, volatiles,and acid sludge. The acid sludge (if any) was first separated and weighed. The active matter content was determined by two-phase titration method with Chinese Standard GB/T 5173 (equivalent to International Standard ISO 2271). The volatile portion, consisted of 1,2-dichloroethane and water, was measured by weight-loss analysis. The unsulfonated oil and inorganic salts were separated and quantified with standard of ASTM D3712 after the removal of volatiles.The composition of mineral oil was analyzed by rod thin layer chromatogram (TLC) method. Spinning Drop Interface Tensiometer TX500C was employed to measure the interfacial tension between oil and aqueous solution.
3 RESULTS AND DISCUSSION
The volatiles mass content varies between 20%-30% because of the inevitable errors from distillation and measurements. For convenience of comparison, the contents of AM and UO were converted to calculation values when the mass content of volatiles was counted as 25%, which was very close to the average value of experimental data.
3.1 Liquid-liquid method
3.1.1Effects of solvent/petroleum fraction mass ratio
Figure 3 shows the contents of AM and UO with different solvent/petroleum fraction mass ratios. Using DLST as sulfonating agent, the reaction was performed with SO3/oil mass ratio of 0.525, temperature 30 °C, reaction time 15 min, rotating speed 1200 r·min-1, aging time 0 h, and semi-continuous operation with total circulation. Using FSA as the sulfonating agent, the reaction was performed with acid/oil mass ratio of 0.7, temperature 40°C, reaction time 10 min, rotating speed 1200 r·min-1, aging time 0 h, and semi-continuous operation with total circulation. It is seen that the AM mass contents increase remarkably and reach the maximum of 45.3% and 33.0% for DLST and FSA, respectively, as the mass ratio increases from 0 to 0.5, and the AM mass contents are as low as 13.8% and 10.5%, respectively, without the solvent added. Fig. 4 shows that the acid sludge contents decrease significantly with the increase of solvent. The UO contents are almost unchanged, indicating the formation of byproducts from AM with adequate sulfonating agent. It is obvious that the solvent improves the fluidity and mixing of reaction material.
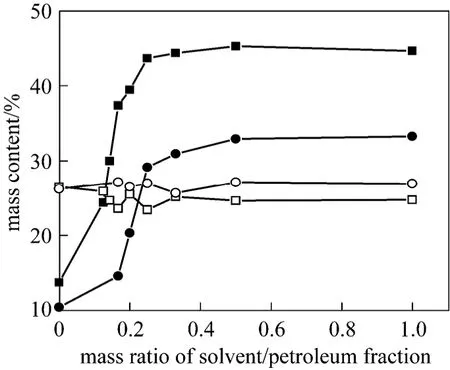
Figure 3 AM and UO content against mass ratio of solvent/petroleum fraction■ AM by DLST; □ UO by DLST; ● AM by FSA; ○ UO by FSA

Figure 4 Acid sludge content against mass ratio of solvent/petroleum fraction■ acid sludge by DLST; ● acid sludge by FSA
3.1.2Effects of sulfonating agent/petroleum fraction mass ratio
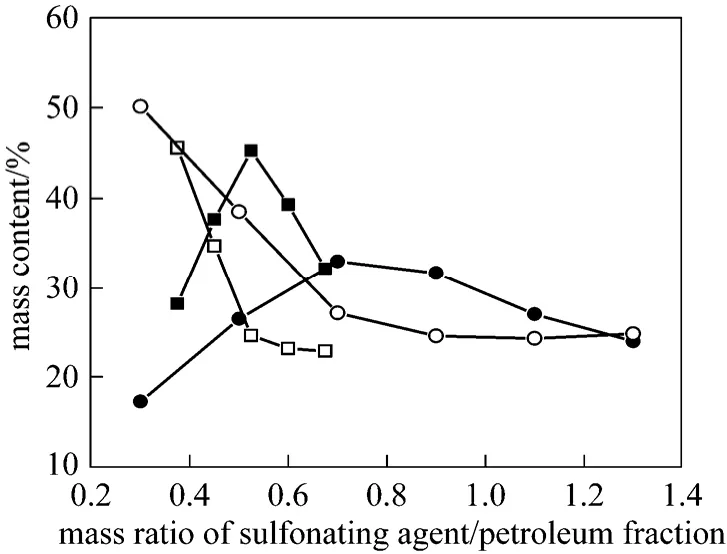
Figure 5 AM and UO content against mass ratio of sulfonating agent/petroleum fraction■ AM by DLST; □ UO by DLST; ● AM by FSA; ○ UO by FSA
Figure 5 shows the effects of sulfonating agent/petroleum fraction mass ratio on AM and UO contents while keeping other experimental parameters unchanged.Less than the optimum amount, more sulfonating agent results in more AM and less UO, while excessive sulfonating agent leads to more byproducts from AM and the UO content nearly maintains the same value. It can be concluded that the consumption of DLST is less than that of FSA for obtaining the maximum AM content and the AM content is more sensitive to DLST than to FSA from the comparison of slopes.
3.1.3Effects of reaction temperature
Figure 6 reveals the effects of reaction temperature on AM and UO contents. Since sulfonation of aromatic compounds is highly exothermic and several side reactions such as oversulfonation and oxidization will be aggravated at high temperature, relatively low temperature is better. However, sulfonation of some saturated hydrocarbons such as cycloalkanes is not a very fast reaction, so it is very helpful to increase AM content and match the oil reservoir [20]. Therefore,relatively high temperature is preferred to increase the reaction rate. Since heat transfer and heat removal are fast in RPB, the side reactions can be restrained and higher reaction temperature is accessible. 30 °C for DLST and 40 °C for FSA are the optimum reaction temperatures for maximum AM content as the result of synergistic effects of influencing factors. Compared with traditional sulfonation technology (STR) in Zhong Sheng Co., Ltd. in Shengli oilfield, the reaction temperature is raised by 15 °C, decreasing the energy consumption in refrigeration unit.

Figure 6 AM and UO content against reaction temperature■ AM by DLST; □ UO by DLST; ● AM by FSA; ○ UO by FSA
3.1.4Effects of reaction time
Figure 7 illustrates the effects of reaction time on the contents of AM and UO. An extreme case is shown at abscissa 0, in which the reactants pass though the reactor packing only once. With circulation,reaction time is longer and feeding rate of sulfonating agent is lower. For a given circulation rate, an increase in feeding rate of sulfonating agent usually leads to higher local temperature and concentration, which are unfavorable for micro-mixing and reaction, when sulfonation of some saturated hydrocarbons is insufficient in such a short period of time, decreasing the AM content. On the other hand, the contact between target product and fresh sulfonating agent will increase with reaction time, decreasing AM content. Compared with traditional STR, the overall reaction time for petroleum sulfonate synthesis is reduced significantly in RPB (shown in Table 3).

Figure 7 AM and UO content against reaction time■ AM by DLST; □ UO by DLST; ● AM by FSA; ○ UO by FSA
3.1.5Effects of rotating speed
The rotating speed of rotor reflects the magnitude of gravity level in RPB reactor. Fig. 8 shows that the AM mass content increases about 4.0% (by DLST)and about 1.5% (by FSA) as the rotating speed increases from 400 r·min-1to 1200 r·min-1. Generally,lower rotating speed is not recommended, since the motor may be overheated.
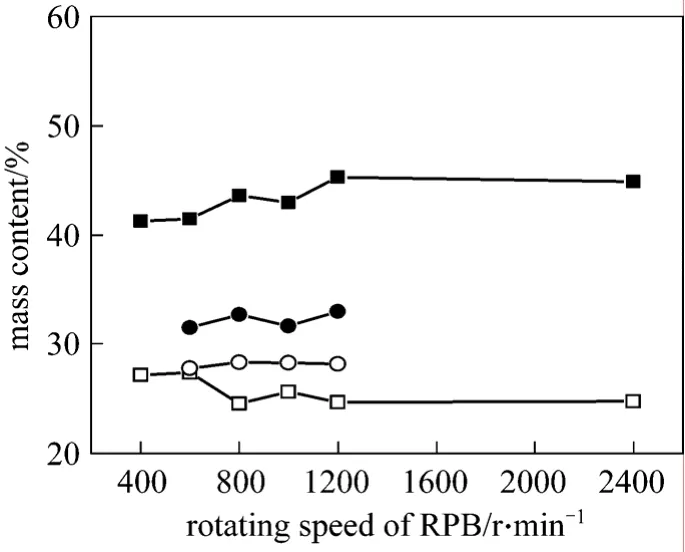
Figure 8 AM and UO content against RPB rotating speed■ AM by DLST; □ UO by DLST; ● AM by FSA; ○ UO by FSA
3.1.6Effects of circulation ratio
Figure 9 demonstrates the effects of circulation ratio in continuous operation when DLST is served as sulfonating agent. An increase in the circulation ratio increases the times for circulating mixture to pass through the RPB packing per unit time. Passing one time is not sufficient based on above study shown in Fig. 7, while passing too many times implies extra energy consumption. The fluctuating range of AM content becomes smaller as the operation time increases from 0.5 h to 2 h, and four curves approach almost identical content as time goes on. This further accounts for the fact that the stability and quality of surfactant product can be obtained even with small circulation ratio in this reaction system.

Figure 9 AM content against production time with different circulation ratioscirculation ratio: ■ 4; ● 6; ◇ 8; ▽ 12
3.1.7Effects of aging time
Figure 10 shows the dependence of AM and UO contents on aging time. The active matter mass content is raised by 10% with the sulfonic acid aging procedure in the sulfonation of linear alkylbenzene by DGST [21]. In contrast, the AM mass content is increased by only about 1.5% within the 70 min aging period in this case. This small increase can be explained by that a very high conversion of feedstock is already achieved in the earlier stage because of the high reactivity of sulfonating agent and the micro-mixing intensification effects of RPB reactor.

Figure 10 AM and UO content against aging time■ AM by DLST; □ UO by DLST; ● AM by FSA; ○ UO by FSA
3.2 Gas-liquid method
The above experimental results present the relationship between AM content and UO content. The sum of their contents is constant before the maximum AM content is reached. Then the UO content is almost unchanged while the AM content decreases. Thus the following discussion will focus on the variation of AM content under different reaction conditions.
3.2.1Effects of reaction temperature

Figure 11 AM content against reaction time at different temperatures□ 20 °C; ● 30 °C; △ 40 °C; ▼ 50 °C
Figure 11 shows AM content as a function of reaction time at different temperatures. The reaction was performed with gas/liquid volume ratio 40, gas SO3volumetric concentration 10%, rotating speed 1200 r·min-1, aging time 0 h, and semi-continuous operation with total circulation. As temperature increases, sulfonation process is accelerated and the time required to obtain the maximum AM content is reduced. 30-40 °C is recommended for the operation.Compared with the gas-liquid petroleum sulfonation in STR [22] and FFR [23], the optimum reaction temperature is decreased by 20 °C and 10 °C respectively,which implies energy saving in cooling system.
3.2.2Effects of SO3 concentration and gas/liquid ratioKeeping other parameters unchanged, the conversion rate of petroleum fraction increased steadily when gas SO3concentration was raised from 6% to 12% (or gas/liquid volume ratio from 20 to 60).Higher gas concentration (or gas/liquid ratio) will shorten the reaction time because more SO3is transferred from gas phase to liquid phase for reaction.However, higher gas concentration (or gas/liquid ratio)also reduces the operation flexibility and needs more accurate control for reaction time because AM content deceases quickly after reaching its maximum value(Figs. 12 and 13). Moreover, more solvent will volatilize at higher gas/liquid ratio, and in some cases solvent supplement to reaction system is needed. Compared the sulfonation reaction in FFR [24, 25], the mass transfer area per unit reactor volume in RPB is much larger so that smaller gas/liquid ratio can be adopted.
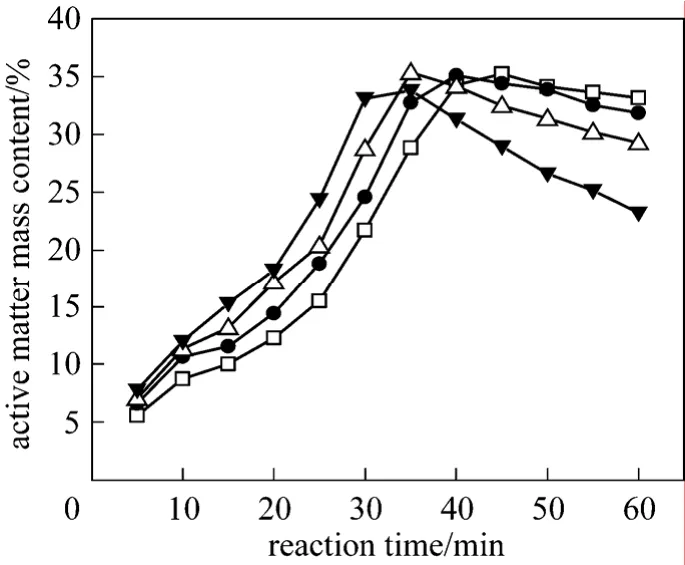
Figure 12 AM content against reaction time with different SO3 concentrations□ 6%; ● 8%; △ 10%; ▼ 12%

Figure 13 AM content against reaction time with different gas/liquid ratios■ 20; ○ 40; ▲ 60; ▽ 80
3.2.3Effects of circulation ratio
Because of the lower reactivity of gaseous SO3than liquid SO3and the longer time taken to achieve high conversion, partial recirculation is used for gas-liquid sulfonation in continuous operation. It is reasonable that the circulation ratios used in gas-liquid method are larger than those used in liquid-liquid method. Fig. 14 indicates that the relatively small circulation ratio of 20 is adequate.

Figure 14 AM content against production time with different circulation ratios■ 10; ○ 15; ▲ 20; ▽ 25; ◆ 30
3.2.4Effects of aging time
Figure 15 shows the variation of AM and UO contents against aging time. Within the two hours, the AM mass content increases about 3.8%, which is significant compared with the results of liquid-liquid experiment. This phenomenon is in accordance with the sulfonation of linear alkylbenzene by DGST [21].
3.3 Comparison with current technology
Sulfonation reaction, with the reaction rate faster than (or equal to) the rate of micro-mixing, usuallytakes place in non-uniform local environment in STR because the reaction is completed before the reactants are uniformly distributed by mass transfer [18, 26].Thus the production capacity, reactant conversion and selectivity depend on the micro-mixing or inter-phase mass transfer. Corresponding measures must be taken in reactor design and process optimization to improve the mixing and remove the large reaction heat rapidly.
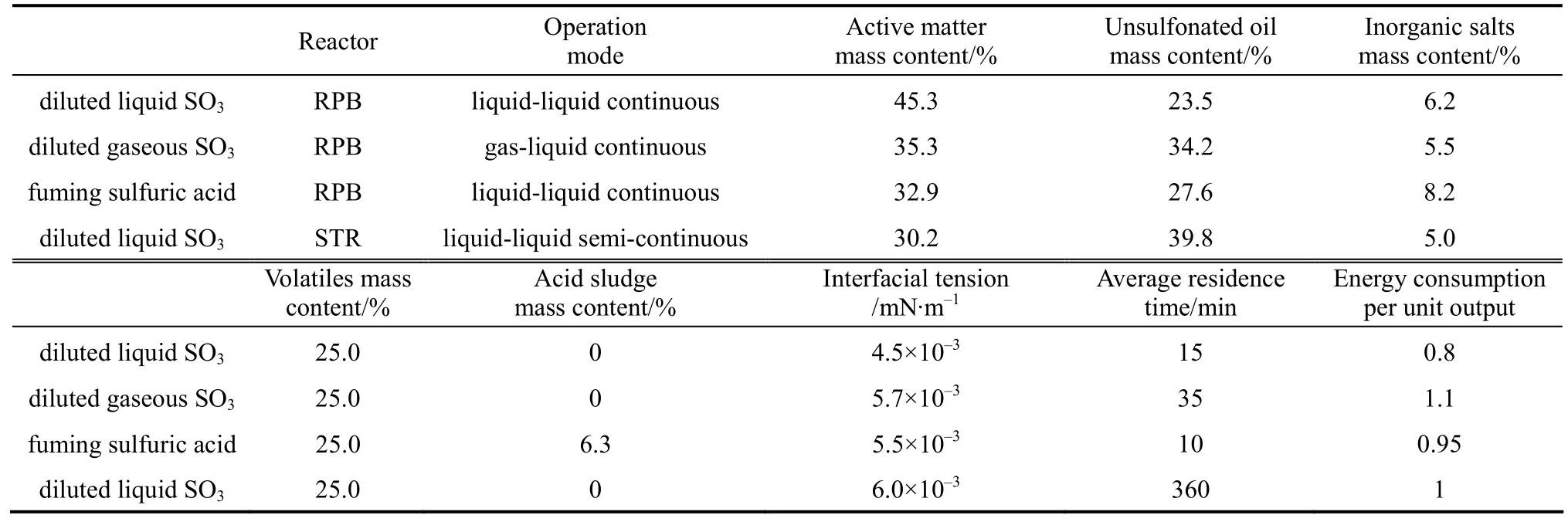
Table 3 Comparison of product properties and synthesis process

Figure 15 AM and UO content against aging time■ AM; ○ UO
To compare the product properties and synthesis processes, commercial petroleum sulfonate surfactant from Zhong Sheng Co., Ltd. in Shengli oilfield was employed as a reference. The results are listed in Table 3. Both the liquid-liquid and the gas-liquid synthesis routes, carried out with HIGEE process intensification technology, are better than the traditional one.Especially, with the increase of AM content, the ability of surfactant product in reducing O/W interfacial tension is enhanced and the matching of petroleum sulfonate with crude oil is improved.
4 CONCLUSIONS
With the application of HIGEE technology, synthesis of petroleum sulfonate surfactant with different sulfonating agents was studied and the optimal reaction or process conditions were obtained. The micro-mixing and mass transfer was intensified in RPB, reducing side reactions and increasing AM content. The advantage of this new technology was proven with the comparison to traditional STR. This route will be a platform technology for preparation of petroleum sulfonate surfactant.
1 Ma, S., Dong, M., Li, Z., Shirif, E., “Evaluation of the effectiveness of chemical flooding using heterogeneous sandpack flood test”,J.Petrol.Sci.Eng., 55, 294-300 (2007).
2 Liu, Q., Dong, M., Zhou, W., Ayub, M., Zhang, Y.P., Huang, S.,“Improved oil recovery by adsorption-desorption in chemical flooding”,J.Petrol.Sci.Eng., 43, 75-86 (2004).
3 Yuan, S.Y., Quy, N.V., “Effects of the main parameters of the chemical flooding process”,J.Petrol.Sci.Eng., 3, 85-96 (1989).
4 Cayias, J.L., Schechter, R.S., Wade, W.H., “The utilization of petroleum sulfonates for producing low interfacial tensions between hydrocarbons and water”,J.ColloidInterf.Sci., 59, 31-38 (1977).
5 Hall, A.C., “Interfacial tension and phase behavior in systems of petroleum sulfonate/brine/n-alkane”,Colloid.Surface., 1, 209-228(1980).
6 Spence, R.J., “Stirred vortex tank reactor and method of CO2addition for producing overbased petroleum sulfonate”, U.S. Pat.,4541940 (1985).
7 Nussbaum, M.L., Knaggs, E.A., “Process for sulfonation”, U.S. Pat.,4148821 (1979).
8 Zaïd, T.A., Benmaza, K., Chitour, C.E., “Sulfonation of linear alkyl benzene (LAB) in a corrugated wall falling film reactor”,Chem.Eng.J., 76, 99-102 (2000).
9 Nussbaum, M.L., Knaggs, E.A., “Petroleum sulfonates”, U.S. Pat.,4177207 (1979).
10 Mann, R., Knysh, P., Allan, J.C., “Exothermic gas absorption with complex reaction: sulfonation and discoloration in the absorption of sulfur trioxide in dodecylbenzene”, In: Chemical Reaction Engineering, ACS Symposium Series, Boston (1982).
11 Gilbert, E., Veldhuis, B., “Sulfonation with sulfur trioxide-petroleum lubricant raffinates”,Ind.Eng.Chem., 49, 31-38 (1957).
12 Bourne, J.R., Tovstiga, G., “Micromixing and fast chemical reactions in a turbulent tubular reactor”,Chem.Eng.Res.Des., 66, 26-32(1988).
13 Thoma, S., Ranade, V.V., Bourne, J.R., “Interaction between microand macro-mixing during reactions in agitated tanks”,Can.J.Chem.Eng., 69, 1135-1141 (1991).
14 Bourne, J.R., Gholap, R.V., Rewatkar, V.B., “The influence of viscosity on the product distribution of fast parallel reactions”,Chem.Eng.J., 58, 15-20 (1995).
15 Reddy, K.J., Gupta, A., Rama, D.P., Rao, O.P., “Process intensification in a HIGEE with split packing”, Ind. Eng. Chem. Res., 45, 4270-4277(2006).
16 Liu, H.S., Lin, C.C., Wu, S.C., Hsu, H.W., “Characteristics of a rotating packed bed”, Ind. Eng. Chem. Res., 35, 3590-3596 (1996).
17 Chen, Y.S., Lin, F.Y., Lin, C.C., Tai, C.Y.D., Liu, H.S., “Packing characteristics for mass transfer in a rotating packed bed”, Ind. Eng.Chem. Res., 45, 6846-6853 (2006).
18 Zhao, H., Shao, L., Chen, J. F., “High-gravity process intensification technology and application”, Chem. Eng. J., 156, 588-593 (2010).
19 Chen, J.F., “A method of preparation of an anionic surfactant for enhanced oil recovery”, China Pat., 200810116805.7 (2008). (in Chinese)
20 Gilbert, E., “The reactions of sulfur trioxide, and its adducts, with organic compounds”, Chem. Rev., 62, 549-589 (1962).
21 Roberts, D.W., “Optimisation of the linear alkyl benzene sulfonation process for surfactant manufacture”, Org. Process Res. Dev., 7,172-184 (2003).
22 Ren, M.H., Dong, L., “Synthesis and performance of a low-cost petroleum sulfonate surfactant KPS-2”, Acta Petrolei Sinica, 23, 101-105(2002).
23 Wang, F.Q., Wang, Y.D., Wu, Y.X., Gao, M., “Synthesis and performance assessment of petroleum sulfonate for oil displacement”,Journal of China University of Petroleum, 32, 138-141 (2008). (in Chinese)
24 Zhou, M., Pu, W.F., Zhao, J.Z., “Optimization of reaction conditions for petroleum sulfonate by gas phase method”, Journal of Southwest Petroleum University, 29, 132-136 (2007). (in Chinese)
25 Xu, H.J., Xia, J.D., “Preparation of petroleum sulfonate for tertiary oil recovery”, Journal of East China University of Science and Technology, 22, 33-37 (1996). (in Chinese)
26 Baldyga, J., Bourne, J.R., “A fluid mechanical approach to turbulent mixing and chemical reaction (Ⅲ) Computational and experimental results for the new micromixing model”, Chem. Eng. Commun., 28,259-281 (1984).
 Chinese Journal of Chemical Engineering2010年5期
Chinese Journal of Chemical Engineering2010年5期
- Chinese Journal of Chemical Engineering的其它文章
- On-line Measurement for Ohmic Resistance in Direct Methanol Fuel Cell by Current Interruption Method*
- Coupled Reaction/Distillation Process for Hydrolysis of Methyl Acetate*
- Caffeine Crystallization Induction Time Measurements Using Laser Scattering Technique and Correlation to Surface Tension in Water and Ethanol