
OMRONPLC在石灰窑配料、上料控制系统中的应用
2010-01-04 08:50巨克选王向钊毛洪利
纯碱工业 2010年1期
巨克选,王向钊,毛洪利,陈 靖
(青海碱业有限公司 电气仪表处,青海 德令哈 817000)
经验交流
OMRONPLC在石灰窑配料、上料控制系统中的应用
巨克选,王向钊,毛洪利,陈 靖
(青海碱业有限公司 电气仪表处,青海 德令哈 817000)
介绍了OMRONCJ1WPLC可编程控制器在石灰窑监控系统中的应用。可编程控制器由于其在工业控制方面的应用意义日趋明显和突出,并在发电、化工、电子等行业工艺设备的电气、仪表控制方面得到了广泛的应用。它具有功能强大、使用可靠、维修简单等许多优点,并且在很多地方已逐步取代了继电器电路的逻辑控制。人们对控制系统提出了更可靠、更经济、更通用、更灵活、易维修等要求。
OMRONCJ1WPLC;石灰窑配料、上料;控制系统
青海碱业120万t/a纯碱工程石灰窑配、上料控制系统采用PLC(ProgrammableLogicController)控制。PLC不仅可靠性高、抗干扰能力强、配套齐全、结构紧凑,而且功能完善、适用性强、维护方便,容易改造,并与DCS通信非常方便,满足集散控制系统的要求。
现将该系统详细介绍如下。
1 工艺系统概况
石灰工段主要生产出合格的CO2(窑气)和石灰乳,供重碱工段碳化及盐水工段的除镁、除钙之用。其石灰窑配上料系统选用OMRON公司CJ1W PLC,该系统共有7套已成功应用。
石灰窑配上料系统的工艺主要是配料计量和上料过程。配料计量过程首先根据称量要求控制每次石灰石给料器出料至计量槽的时间,从而控制进入计量槽的石灰石量,然后根据石灰石和焦炭的配比要求控制每次焦炭给料器出料至计量槽的时间,从而控制进入计量槽的焦炭量,这样完成一次称量过程,直至完成规定的每次烧制需进行的称量次数。上料过程是在计量部分每次称量完成后控制卷扬机及附件运动,把石灰石和焦炭的混合料运至窑顶,石灰窑上钟帽打开后,混合料通过窑顶布料器进入石灰窑进行煅烧。
2 系统的主要配置
?2.1 机柜及PLC
每二套石灰窑系统配置2200×800×600标准机柜1个,前后开门,就近安装在现场控制室。内置2套石灰窑的PLC设备,柜内另配置24VDC电源1台,供24VDC继电器及二线制模拟量使用。系统可接受一路交流220VAC±15%,50Hz电源(进第一个柜内),设计容量20A,并设有浪涌保护。另有若干小型断路器把电源分配至各用电设备,包括对2台称重仪表的供电。所有用作电源分配的开关,除照明和机柜散热风扇及220VAC输入继电器用单极开关供电外,其余全部为双极开关,过电流自动跳闸,正常后人工合闸。机柜的正面用于放置2套PLC机架、1台24VDC电源、OMRON继电器及若干断路器,背面布置走线槽和接线端子。
1)PLC采用OMRON作配置,单套的模块配置如表1,共7套。
2)配套设备如表2。
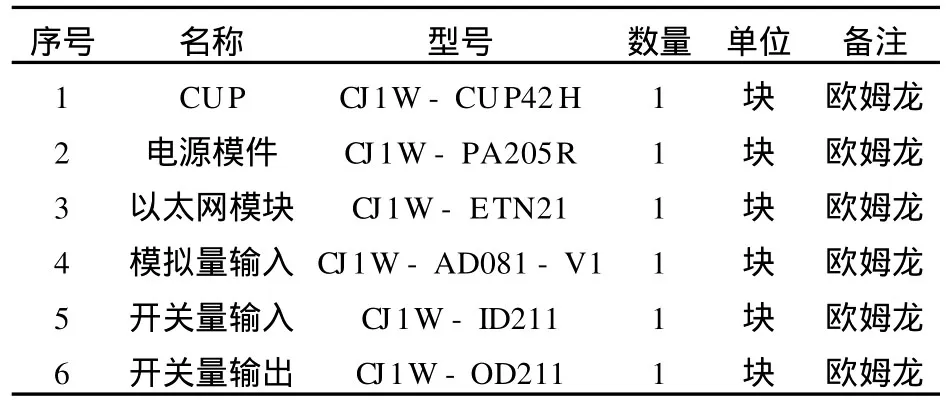
表1 单套模块配置表
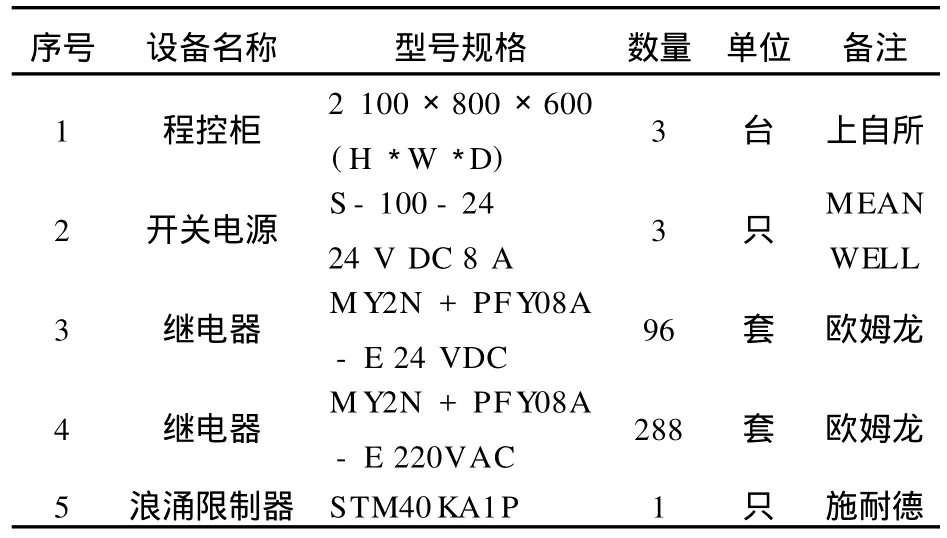
表2 配套设备表
2.2 操作员站
操作员站由北京和利时公司提供,PLC与DCS数据库整合为一体,PLC监控画面镶嵌于DCS监控画面当中,DCS通过工业以太网(IndustrialEthernet)与7套石灰窑的PLC相连并通讯。
本系统配置1台手提式编程器及编程电缆1根,可通过RS232接口连至CPU,从而不影响操
2.3 就地仪表
作员站CRT上的操作,便于系统正常运行期间进行PLC的简易诊断和维护。
每套石灰窑的计量槽配置1套梅特勒-托利多称量系统,由3只剪切梁式传感器模块(型号为:SB -2,优质合金钢材质,表面镀镍,额定载荷2t/只,精度等级:C3)、1个不锈钢模拟接线盒及1台专门设计用于过程工业的PantherPTHN防尘式、具有基本称重指示、单位切换和数据输出功能的称重终端组成。3只传感器模块分别安装在计量槽的耳架下,成一水平面,其毫伏信号接至专用接线盒,并用双屏蔽专用6芯电缆接至称重终端,称重终端最终将4~20mA标准信号传送到PLC模拟量输入模块。PantherPTHN称重终端采用IP67的户外型,就近安装在窑旁的墙壁上。
2.4 软件配置
计算机上软件环境为Windows2000简体中文版SP4平台,分别配有北京和利时公司 FACVIEW、CITEC监控软件、OMRON的CX-PROGRAMMER4.0梯形图编程软件1套、FINSGATEWAY软件(是专门用来和OMRON的PLC进行通讯的软件,不论是上位机软件或下位机软件都必须通过FINSGATEWAY才能与OMRON的 PLC进行通讯) 1套。图1为石灰窑配上料部分梯形图。

图1 石灰窑配上料部分梯形图
2.5 安全措施
为了保证设备和操作人员的安全,所有控制柜、现场仪表都有可靠的接地。设备的“安全保护地”应与厂内接地网连接,“屏蔽地线”是为了保证所有模拟量信号不受外界电信号的干扰。屏蔽地线应当是单独设置的,用铜排(管)埋设,深度大于1m,接地电阻小于4Ω,连接机柜屏蔽母线至屏蔽地的导线最小截面积不小于16mm2。
3 主要控制对象
7套石灰窑配上料的设备相同,以 F0201A石灰窑(1#窑)为例,工艺设备有:
电子计量称,套 1(W0201A)
石灰石给料器,套 2(M0201A/B)
焦石给料器,套 1(M0202A)
卷扬机,套 1(F0201A_1)
窑顶布料器,套 1(F0201A_2)
石灰窑上钟帽,套 1(F0201A_3)
3.1 控制方式
整套系统采用DCS+PLC+就地手动相结合的控制方式。石灰窑配料、上料过程由PLC完成,其窑况(窑壁温度、窑顶温度、窑顶压力、窑底出灰温度)由DCS系统辅助监视。具体分自动、半自动、遥控手动及就地手动。
3.2 配料计量及控制功能
3.2.1 配料计量
石灰窑配上料系统主要完成配料计量和上料过程控制。PLC根据操作员预先设定的用户登录级别在CRT上对设定称量次数(N)、石灰石配重、配焦比值、石灰石冲击差、焦炭冲击差等参数,进行人为设定及调整,同时在CRT上显示每次配料的实际值及欠值即石灰石实际值、石灰石欠值,焦炭实际值、焦炭欠值,以及经PLC运算得出的下次石灰石目标值,下次焦炭目标值,以及称过次数,待称次数,配焦比值等,系统还要求和“配石灰石”联锁、“配焦炭”联锁、“下行”联锁、“上行”联锁等设备控制要求,自动或半自动地完成每次石灰石和焦炭的配比、称量、混合料的上料及布料过程,直至完成每批次要求的称量/上料次数。至此PLC完成一系列运算和控制。如下次目标值计算、焦炭目标值计算、参数自动修正等。每台石灰窑的主画面及其参数设置窗口里都有相关参数的显示(见图2),操作员可以作为控制参考。
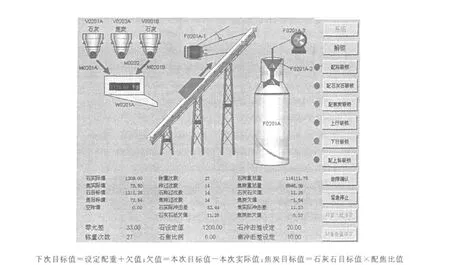
图2 1#石灰窑配上料控制操作界面
PLC控制计量设备依次称量,直至规定的N次称量完后,CRT恢复0次时的显示状态。某次称量时,若因石灰石给料机或焦炭给料机或上料系统的任何设备或控制点出故障而连锁或人为停止称量后,PLC能保持该时的记忆,待故障消除后,按该时的记忆继续进行称量。
冲击差的定义:按目标值(初次为“给定值”)进行计量时,若CRT上显示达到目标值时再发出信号去停给料机,则由于给料机惯性原因,造成电子秤的最终显示值会有规律的超过目标值,该差值被称为冲击差。例如:石灰石的冲击差为15kg,为了计量准确,当称量离目标值还有15kg时,PLC发出信号去停石灰石给料机,这样最终实际值与目标值会相当接近。图3为配料控制流程图。
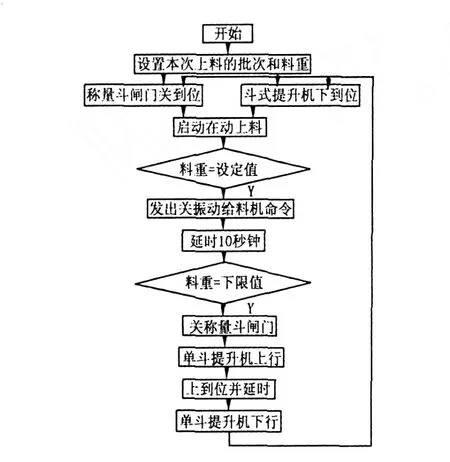
图3 控制流程图
3.2.2 控制功能
控制功能分自动、半自动、遥控手动及就地手动。
3.2.2.1 自动控制功能
自动方式用于整个石灰窑配料、上料系统的连锁控制。系统开停车时,各设备以下列顺序启停:接通总电源→接通所用设备电源→按“配料、上料连锁开车”按钮→卷扬机 F0201A-1反转,(吊斗下行到底,压开石灰石和焦炭计量槽W0201A的老虎口,混合料溜入吊斗内),(窑顶下钟帽联动压开,混合料通过窑顶布料器F0201A-2分配进石灰窑F0201A内)—电子秤发出“称空”信号,并开始计时→5s后 ,卷扬机正转(吊斗上行,下钟帽联动关闭)→5s后,上钟帽F0201A-3上行开→1s后,老虎口电感应开关表明老虎口处于关闭位置,石灰石给料器W0201A/B开始配料→达到设定值后停止给料→4s后,焦炭给料器W0202A开始配料→达到设定值后停止给料—(混合料倒入料盅内),卷扬机行程上限感应开关发出信号→停卷扬机→7s后,卷扬机反转,开始下行计时(吊斗下行)→1s后,窑顶布料器F0201A-2转动一定时间→21s后,窑顶上钟帽F0201A-3开始下行关闭(下行45s以前,应收到电子秤“称毕”信号,则吊斗继续下行;否则,停卷扬机)→(吊斗下行到底,压开石灰石和焦炭计量槽W0201A的老虎口,混合料溜入吊斗内)。周而复始,当达到规定的上料次数后,吊斗下行30s后自动停车→切断总电源和所用设备电源。
3.2.2.2 半自动控制功能
半自动也称成组操作,用于设备的单体连锁控制。半自动时PLC根据“配石灰石”联锁、“配焦炭”联锁等控制要求依次控制计量设备称量,直至规定的N次称量完后恢复0次时的状态。某次称量时,若因石灰石给料机或焦石给料机或上料系统的任何设备或控制点出故障而连锁或人为停止称量后, PLC能保持该时的记忆,待故障消除后,按该时的记忆继续进行称量。同时PLC根据“下行”联锁、“上行”联锁等控制要求控制卷扬机、钟帽和窑顶布料器的上下行和启停,把混合料运至窑顶并布入窑内。
单体设备开停车时,各设备以下列顺序启停(以F0201A为例):
1)“配石灰石”连锁
接通总电源→接通石灰石给料器M0201A/B→按“配石灰石”连锁按钮→(石灰石给料器M0201A/ B开始给料,电子秤即时显示石灰石重量)(当达到计量要求时)→停石灰石给料器M0201A/B,显示屏上自动增加一次称过次数。
2)“配焦炭”连锁
接通总电源→接通焦炭给料机→按“配焦炭”连锁按钮→(焦炭给料器M0202A开始给料,电子秤即时显示焦炭重量)(当达到计量要求时)→停焦炭给料器M0202A,显示屏上自动增加一次称过次数。
3)“下行”连锁
初次:接通总电源→接通所用设备电源→按“下行”连锁按钮→卷扬机F0201A-1反转,(吊斗下行到底压开石灰石和焦炭计量槽W0201A的老虎口,混合料溜入吊斗内,)(窑顶下钟帽联动压开,混合料通过窑顶布料器F0201A-2分配进石灰窑F0201A内)。
初次之后:按“下行”连锁按钮 →卷扬机F0201A-1反转,开始计时(吊斗下行)→窑顶布料器F0201A-2转动0.8s(以后依次转动6.9s,14 s,21.5s,之后转动0.8s,周而复始)→22s后窑顶上钟帽F0201A-3开始下行关闭→(吊斗到底压开石灰石和焦炭计量槽W0201A的老虎口,混合料溜入吊斗内),(下钟帽联动压开,混合料通过窑顶布料器F0201A-2分配进石灰窑F0201A内)。
最后一次:按“下行”连锁按钮 →卷扬机F0201A-1反转,(吊斗下行)→窑顶布料器F0201A-2转动(0.8s,或6.9s,或14s,或21.5s,依上次转动而定,例如:上次转动6.9s,则这最后一次转动14s)→22s后窑顶上钟帽F0201A-3开始下行关闭→吊斗下行30s后,按停车按钮。
4)上行半连锁:接通总电源→接通所用设备电源→按“上行半连锁”按钮→石灰石和焦炭计量槽W0201A上的压力传感器发出称空信号,开始计时→5s后,卷扬机 F0201A-1正转,(吊斗上行,下钟帽联动关闭)→5s后上钟帽 F0201A-3上行开(混合料倒入料盅内)卷扬机行程上限感应开关发出信号→停卷扬机。
3.2.2.3 手动控制
手动是指设备的一一对应的操作,系统在就地MCC上和CRT画面上均设有手动操作方式,以使所有用电设备均可单独开车、单独停车,设备间无联锁关系,操作员可在画面上对任一设备进行操作。
3.2.2.4 其它控制
1)石灰窑窑顶、卷扬机现场、二楼、主控室设置系统停车开关。
2)石灰窑配料、上料设备在主控室设置系统/单体开车转换开关。在系统状态时,配料、上料设备按连锁程序开停,现场除连锁停车、窑顶布料器开停车按钮外,其余按钮均失效。转换开关打至单体位置时,配料、上料设备可以在现场开停。窑顶布料器在现场随时可以开停。
3)卷扬机上下行由电感应行程开关(上、下限位)控制,并有防过顶、过底、防乱绳开关。
4)使用上、下限位开关控制上钟帽上下行。
5)石灰石和焦炭计量槽的老虎口安装电感应开关,3只压力传感器的毫伏信号进 Panther PTHN称重终端,由PantherPTHN称重终端输出一路4~20mA信号至PLC,PLC则根据重量变化输出4个信号(称空、称满、第一种配料、第二种配料)。
4 结 论
基于OMRONCJ1WPLC的石灰窑过程监控系统的设计与实现,本控制系统已在青海碱业纯碱生产线石灰窑配上料系统上得到实际使用,降低了石灰工段上料人员的劳动强度,避免了由于操作人员操作失误而造成的事故。配料称量计算准确,同时使生产率提高,节能降耗为企业带来了可观的经济效益和良好的社会效益。在该系统中PLC控制充分发挥了其抗干扰能力强、配置灵活、控制可靠、编程方便、易于维护和可现场调试的优点,给整个系统的稳定性带来较大的益处。而且这种方法对其它生产线或设备的控制有一定的借鉴和参考作用。
[1] CX-Programmer用户手册2.0版
[2] 王永华.现代电气控制及PLC应用技术[M].北京:航天航空大学出版社,2008
[3] 郑晟,巩建平,张学.现代可编程序控制器原理与应用[M].北京:科学出版社,1999
[4] 胡学林.可编程控制器教程[M].北京:电子工业出版社,2005
[5] 陆德民.石油化工自动控制设计手册,第三版[M].北京:化学工业出版社,2001
[6] 孙叔平,刘广峰,吴幼华.工业自动化仪表与系统手册,上册[M].北京:中国电力出版社,2005
TQ177.2.6
B
1005-8370(2010)01-24-05
2009-08-13
巨克选(1980—),2004年毕业于青海大学计算机专业,助理工程师,现在青海碱业有限公司从事自动化仪表管理工作。
猜你喜欢
中国氯碱(2022年6期)2022-07-19
纯碱工业(2022年2期)2022-04-21
昆钢科技(2022年1期)2022-04-19
建筑与装饰(2020年20期)2020-08-20
科技风(2020年10期)2020-04-10
河北省科学院学报(2020年4期)2020-03-19
山东冶金(2019年3期)2019-07-10
科学与财富(2018年7期)2018-05-21
环境保护与循环经济(2017年4期)2018-01-22
广西教育·C版(2016年10期)2016-12-07
