
T6216A镗床电气改造
2009-12-31 09:42范伟登王伟
中国高新技术企业 2009年20期
关键词:集中控制
范伟登 王 伟

摘要:文章从电气设计和PLC编程两个方面,全面、详细介绍了T6216A镗床电气系统的升级改造过程,同时指出了机床电气改造的一般方向。在整个机床改造的过程中,一方面升级电气的主要部分,另一方面为降低成本尽力保留可继续使用的部分,整个电气改造实现了电气升级与经济型的统一,收到了良好的效果,这也是旧式机床电气改造的一般方向。
关键词:T6216A镗床;电气改造;直流调速;集中控制;PLC;语句表程序
中图分类号:TN773文献标识码:A文章编号:1009-2374(2009)20-0023-02
武汉重型机床厂生产的T6216A镗床因电气系统老化、故障率增多,决定在尽量保持原来机械及液压系统的情况下进行改造,简化控制线路,升级控制及调速系统。
为继续使用原直流电动机,主轴及进给部分采用英国欧陆直流调速系统SSD590,它采用可控硅整流及微机数字控制技术,可对电机的运转进行精确的控制及各种保护。其软件采用模块化结构,用户可根据具体应用自由组态,可实现弱磁控制、张力控制、多级同步等功能。并且其内部具有卷径计算,PID等软件模块,可实现无传感器的卷取控制。具有较宽的电源适应范围。可工作在220~500V或110~220V的电源电压下。此外该系统还可选配通讯及网络接口。可以与其他的控制器及上位机进行联网,实现集中控制,其优点可概括为:功能强大、电压范围宽广并且调试方便、性能可靠。
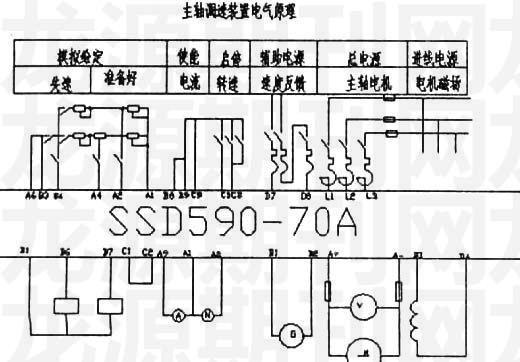
主轴部分采用SS590-70A调速系统,要实现的功能如下:
电气原理如下图所示:
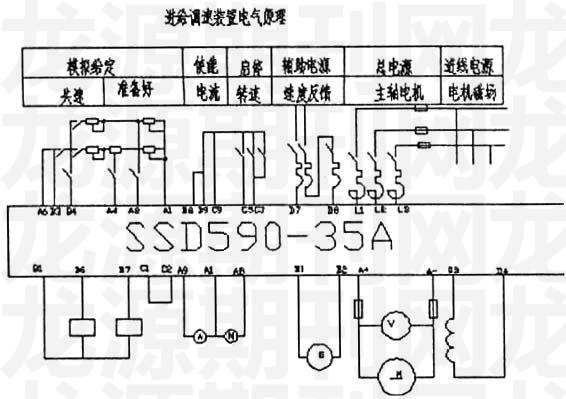
进给部分电气原理与主轴部分一致,不过是改用SSD590-35系统,其电气原理为:
电气控制部分采用日本欧姆龙CQM1型控制器。CQM1型控制器具有丰富的特殊I/O单元、方便的侧连接及组合、高速的处理功能,并且与C系列PLC兼容。在实际应用中可靠性好,故障率低,特别适合中小型机床使用。
在PLC这一部分首先分配PLC的输入输出接口,PLC输入接口部分分配如下:
PLC输出部分分配如下:
在电气设计部分进行的同时编写了T6216A的控制程序,该机床主要语句表程序如下:
LD 00002
OR 10109
AND 00001
AND 00003
ANDNOT 10207
OUT 10109
//泵启停
......
LD 00013
OR 00014
LD 00015
OR 00100
ANDLD
OUT 20000
//变速变成
......
LD 00011
OR 20004
LD 10010
OR 10113
ANDLD
AND 20001
AND 20000
AND 00000
ANDNOT 20003
ANDNOT 20007
OUT 20004
//正向长车
......
LD 00012
OR 20007
LD 00010
OR 10113
ANDLD
AND 20001
AND 20000
AND 00000
ANDNOT 20003
ANDNOT 20004
OUT 20007
//反向长车
LD 20004
OR 20007
OUT 10111
//长车
LD 20001
AND 00006
ANDNOT 10111
ANDNOT 20003
OUT 20005
//正点动
LD 20004
OR 20005
ANDNOT 10002
OUT 10001
//正向
......
LD 20007
OR 20006
ANDNOT 10001
OUT 10002
//反向
LD 20005
OR 20006
OUT 10112
//点动
LDNOT 00008
ANDNOT 00009
LDNOT 00008
AND 00009
ORLD
LD 10111
AND 10003
ORLD
ANDNOT 20009
OUT 10003
//主轴变速阀1
......
LD 0008
AND 0009
LD 10111
AND 20009
ORLD
OUT 20009
//变速Ⅳ档
LD 0004
OUT 10104
//平旋盘推出
LD 10111
TIM 002
#0400
//长车后延时4s进给
......
LD 00114
OR 20013
LD 20108
OR TIM 002
ANDLD
AND 00113
AND 20012
AND 00000
AND 20105
ANDNOT 20101
ANDNOT 20102
OUT 20013
//正向长车
......
LD 20013
OR 20102
OUT 10113
//长车
LD 20012
AND 00111
ANDNOT 10113
ANDNOT 20101
AND 20105
ANDNOT 00107
OUT 20103
//正向微动
LD 20013
OR 20114
OR 20103
LDNOT 20110
AND TIM 005
ORNOT 20110
ANDLD
OUT 10006
//正向
......
LD 20103
OR 20104
ANDNOT 10100
OUT 10114
//点动
......
LDNOT 00108
AND 00109
ANDNOT 00110
OUT 20107
//主轴选择
......
LD 00108
AND 00109
ANDNOT 00110
AND 10109
OUT 20109
//主轴箱选择
......
LD 00106
ANDNOT 00107
LD 10113
AND 10009
ORLD
OUT 10009
//YC1
......
LD 20108
ANDNOT 20107
ANDNOT 20109
ANDNOT 20110
AND 10109
OUT 10105
//YV4
......
LD 00303
OUT 20113
//SP信号
LD 20110
OUT 10108
//滑座进给YV7
......
LD 10109
OUT 10200
//泵启停信号
LD 20004
OUT 10201
//主轴正转信号
......
LD 20102
OUT 10205
//反向进给信号
LD 00300
OUT 10206
//液位高信号
......
LD 10000
ANDNOT 10110
LDNOT 20113
AND TIM 07
ORLD
OUT 10115
LD 10109
AND 20110
TIM 07
//故障信号
LD 20012
AND 00111
ANDNOT 10113
ANDNOT 20101
AND 20105
AND 00107
OUT 20114
//正向快速
......
LD 20114
OR 20115
ANDNOT 10114
OUT 10100
//快速信号
LD 00307
ORNOT 00101
ANDNOT 20009
OUT 20200
//平旋盘退回
LDNOT 00000
OUT 10015
//急停
END
//结束
将程序输入PLC,经反复调试,程序通过,机床各项功能正确、响应良好。在整个机床改造的过程中,一方面升级电气的主要部分,如调速部分使用英国欧陆直流调速器,降低了故障率,提高了控制精度,也形成良好的人机界面,使得以后的维修维护变得简单;控制部分采用CQM1控制器大大简化了控制部分的电气电路、减少了继电器的使用,减少了故障点。另一方面为降低成本尽力保留可继续使用的部分,如直流电机、相关液压控制部分。整个电气改造实现了电气升级与经济型的统一,收到了良好的效果,这也是旧式机床电气改造的一般方向。
作者简介:范伟登(1979-),男,山东临沂人,济南钢铁集团总公司机械设备制造总司助理工程师,研究方向:电气设计;王伟(1956-),男,山东济南人,济南钢铁集团总公司机械设备制造总司高级技师,研究方向:机床电气。
猜你喜欢
电源技术(2016年2期)2016-02-27
铁路通信信号工程技术(2014年1期)2014-02-28
