传输策略选择和客户订单分离点的研究
2009-11-03 06:02张欣
物流科技 2009年10期
张 欣
摘要:开头引入客户订单分离点的概念,紧接着对依据分离点的位置不同所产生的四种供应链系统进行分析,以便归纳出适用于客户订单分离点上下游的传输策略。最终得出结论:任何一种传输策略都不应该被单一的使用,传输策略的应用不存在“绝对”情况(不存在绝对可行或者绝对不适用的传输策略)。企业在应用时,应从实际出发,合并应用供应链系统及传输策略以求获得更行之有效的管理决策。
关键词:客户订单分离点;传输策略;供应链系统
中图分类号:F273文献标识码:A
Abstract: It covers introduction of basic conceptions, followed by matching analysis in four different supply chain systems in terms of decoupling points. It tries to find out which sorts of transport strategies are more suitable for the company running in upstream or downstream operations of decoupling pints. It concludes that no transport strategies are designed to be used individually and no absolute appropriate or inappropriate strategies and it also recommends the company to take more actual situations into consideration, combining application of either customer order decoupling points or transport strategies which will lead to more reasonable and practical management decisions.
Key words: customer order decoupling point; transport strategies; supply chain systems
近年来,客户订单分离点在生产和物流上的应用已经越来越得到人们的关注。企业可以利用基于顾客的不同需求而产生的客户订单分离点将增值活动进行分类,并应用于日常管理[1]。本篇论文通过分析CODP和传输策略之间的关系以总结出相对适合于订单分离点上、下游的传输策略。
1客户订单分离点
1.1CODP的定义分析。CODP通常可以被定义为是在顾客需求直接作用于供应链系统或者说是产品直接对客户需求做出反应的那个点[2]。而Schonsleben[3]在2004年提出CODP是在增值供应链中将材料的使用与供应连接起来的一个点。Wikner and Rudberg[1]则把CODP定义为是一个将确定的顾客需求和不确定的顾客需求分离的点。Mason
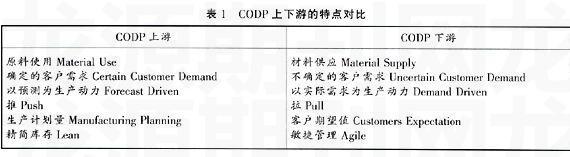
-Jones and Towill[4]在他们1999年出版的文献中曾提到Hoekstra and Romme认为CODP是在供应链上下游来回移动的、以预测需求为基础的生产活动与以实际需求为基础的生产活动达到平衡的那个点。Mason-Jones and Towill进一步拓展这个定义后总结出CODP是生产材料供应链中使成品输出流动由“推”(push)变为“拉”(pull)的转折点。Vorst,Dijk and Beulens[5]将其定义为将供应链分割为生产计划量和客户期望值两部分的点。无论是哪种定义,潜在的基本原理都是利用CODP来将供应链划分为上游和下游两个部分。根据上述定义,由CODP连接的上游和下游的主要区别可以归纳成表1。
客户订单分离点可以被看做是物流管理中的一个重要的产品储存点,而供应链系统中的四个重要参与者——顾客、配送中心(DC)、生产商和供应商,将被看作是被用来接收和确认客户订单的实际分离点。实际应用中,企业通常会在相临的这四个参与者之间设置库存以满足顾客多样化的需求和减少反应时间,这也是讨论上述四种供应链系统特点所需要被考虑到的。
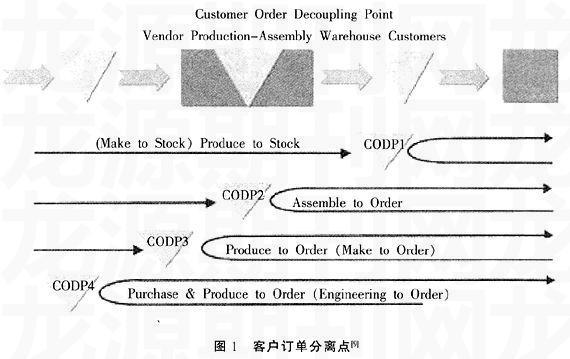
1.2CODP的分类。目前学者对由CODP位置决定的供应链系统的分类方式也不尽相同:Towill[6]将供应链系统划分为Buy to Order接单制造,Make to Order订货生产,Assemble to Order订货组装,Make to Stock现货生产和Ship to Stock存货运送5种形式。而Vogt,Pienaar和de Wit[7]以及 Hoekstra和Romme[8]则将它分为以下6个范畴:Engineering to Order专项生产,Purchase and Make to Order订货进料生产,Make to Order订货生产,Assemble to Order订货组装,Make to Stock现货生产和Pick and Ship to Stock存货分拣运送。此外,Hoek[2]在他1997年的文献中,还新加入了目前被广泛使用于零售渠道的第七类CODP——Adjust to Order订货调节。尽管对于CODP类型的划分没有一个统一的标准,但将CODP划分成:现货生产(MTS)、订货组装(ATO)、订货生产(MTO)和专项设计(ETO)这四种供应链系统已被广泛接受的[8],也是本论文深入讨论的基础。
从图1不难看出从现货生产到订货组装,再到订货生产,一直到专项设计的变化过程中,客户订单分离点不断在向供应链上游移动。客户的需求被从仓库延伸到了组装之前、生产之前、甚至是购买原材料之前,这样的变化使得零库存、零剩余的理念变为可能,生产由原始的卖家计划生产转向由消费者需求来驱动生产,产品的多样性达到最大化,定制化产品得到了发展,然而这种变化却也不可避免地延长了提前期,在某种程度上降低了客户服务水平。

2传输策略 Transprt Strategies
运输是贯穿整个供应链的主要组成部分,原材料、产品零部件、半成品、完成品乃至回流产品在供应商、生产者和销售商之间的活动都依赖于交通运输。从长远角度出发,公司应从战略的高度去规划交通。传输策略的应用主要侧重于如何使运输和供应链中的其他部门有效合作,即如何通过合理安排策略来使供应链系统效率最大化。传输策略有许多种类,包含环境策略(Environmental Strategy)、时间策略(Time-based Strategy)、合并策略(Consolidation Strategy)、成本主导策略(Cost Leadership Strategy)、质量安全策略(Quality and Security Strategy)、互换策略(Inter-model Strategy),等等。企业通常需要结合不同的传输策略以达到取长补短的效果,因为实际供应链往往是极为复杂的,涉及的因素较多,单一的传输策略往往不能满足不断变化的系统需求,即便单一的策略能够达到系统的基本需求,它也不可能满足供应链系统的效率最大化的需求。
3传输策略在供应链中的应用
在接下来的讨论中,传输策略将被分配到以CODP为分界点的供应链上下游并归纳总结在表2~表5中。需要注意的是,表格的排列顺序只能体现某一传输策略在特定条件下的相对重要性,因为这些条件是随时变化的,所以表格的次序不能表明传输略在应用时的从属关系,简而言之,传输策略的优先次序是不是绝对的。
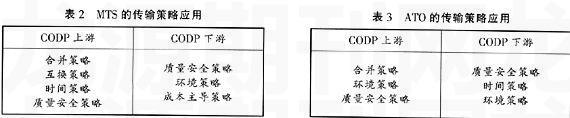
3.1现货生产系统(MTS)。MTS系统主要根据市场预测安排生产,客户订单分离点与消费群最为接近,这时候分离点通常存在于完成品仓库或者分配中心。这一系统的库存特点为量大且多样性小[10]。在CODP上流的操作中,合并战略往往很受欢迎因为在一个以预测需求为生产基础的“推”的供应链中时间不再是第一考虑的因素了。企业可以通过合理的等待运送时间来使运输工具得到完全利用以及合并交通路线计划来 降低运送原材料,半成品和完成品的频率。实际上就是利用时间来交换运输成本的一种方式。另外,为了增加效率,通常建议使用多种形式互换的战略。
在订单分离点的下游通常需要设置大量库存以在获得订单后按量分派给不同的消费者。因为最接近消费人群,企业受到来自于缩短提前期的压力也最小,顾客往往能够在第一时间购买到他们所需要的商品。总体需求量大以及客户群分散意味着频繁的短时间的小量运输是这一阶段运输的显著特点。运输次数的增加也就不可避免地增大了环境保护方面的压力。环境策略往往在下游需要得到重视,可以通过选择更多的环保型运输工具,减小包装材料以及安排合并运输来实现。环境策略的应用往往意味着运输成本的增加,此外,频繁的运输次数同样会提高运输成品,因此,企业应该把成本主导策略视为需要被相对优先行使的传输策略。而完成品往往比未完成品贵重,损害成本较高,所以质量安全策略也应该在CODP的下游予以实施以减少运输过程中的损失。
3.2订货组装(ATO)。在订货组装供应系统中,订单分离点朝供应链上方移动至配送中心,装配中心此时承担了生产者被转移的部分权利和责任[11]。除了配送货物,配送中心还承担了装配、包装以及分类的责任。因此,为适应不断扩张的生产链的需求,任何可以保证产品质量和分配效率的传输策略在供应链下游的操作都比在上游更应该被重视。与3.1中的论述相同,分离点下游运送的货物也相对昂贵,质量安全策略也应得到重视。尽管ATO提供给顾客更多个性化需求的服务,造成派送时间的延长是情有可原的,但是这并不意味着顾客可以接受这种延期。因此,任何可以被用来节省时间的策略也都应该被使用。
在订单分离点上游的操作中,货物相对有着足够的时间去等待被合并运输(即节省了运输时间又环保)。在实际的管理中,合并策略与环境策略也通常会被合并使用。
3.3订货生产(MTO)。在MTO供应系统中,CODP处于零部件或者半成品生产环节中[12]。低需求量和高需求多样性的特点必然导致下游操作中运输车辆和路线的减少,这意味着环境战略的重要性将比MTS和ATO系统有所下降。在收到客户的订单后,企业才开始展开生产和配送工作。不同于ATO和MTO系统的长配送提前期(long delivery lead-time),如果公司无法在预定时间内将符合质量和数量要求的产品送达客人手中就有可能失去现有顾客,这种情况将给公司造成严重损失甚至破产。因此,在下游的运输操作中,时间策略变得更为重要而质量安全策略需要获得更多的重视。本质上,安全策略的目的在于帮助确定产品的质量、派送以及其他的增值活动的有序进行。相对而言,完成品在派送给客户事发生损坏比它在分离点上游发生损坏负面影响更大,因为在上游操作中公司有更多的时间去弥补原材料和半成品的损坏所带来的损失。在这里并不建议使用合并策略,因为在下游操作中并没有太多可供等待合并运送的时间。
然而,在上游操作中企业仍然要尽可能使用对环境有利的交通工具并且减少运送原材料或者半成品的频率,促成环境策略和合并策略的交叉使用。
3.4专项策略(ETO)。将客户订单分离点继续向供应链的上端移动,ETO就出现了。在这个供应链系统下,公司接收到客户订单,整个交易将从货物还是原材料的阶段开始展开,即可以从原材料时期开始实现商品定制[7]。在介绍的几个系统中,ETO的提前期时间最长,也就意味着时间将是制约系统的最重要因素。因此,在运输方面时间策略将被优先考虑。理论上来看,在分离点下游的特别定制的产品往往数量有限就使得企业在运输上很难应用配送合并策略。然而,事实上这种完全定制的产品往往使得消费者在心理上对提前期时间的容忍度较大,因此在订单点的下游这些产品还是可以应用合并策略,如果能和环境策略一起使用,就可以在节约运输成本的基础上达到环境保护的目的。
ETO这个系统的另一个显著特征就是在客户订单分离点的上游是不需应用传输策略的,因为在获得客户订单之前,企业基本无需涉及运输领域。
3.5CODP的应用建议。从以上的分析中,不难发现合并使用多种供应链系统比起仅适用一种系统更利于企业达到“效率最大化”。其中一个可行的方案就是将订货生产和现货生产这两个系统进行合并。现货生产是很典型的以成本最低化为基准的供应链系统,而订货生产则能为顾客提供一个范围更广的定制目录。顾客对产品多样化需求日益增长、对提前期的容忍度越来越低决定了目前市场的发展趋势,单纯使用MTO或MTS势必无法满足所有的需求并将制约企业的进一步成长。如果企业在使用现货生产系统时能够掌握合理的库存数量,当顾客要求产品多样化时它同样能采用订货生产系统来满足顾客的各类需求,这样就能在减少产品的运送时间、完成日常订单所需的同时,满足客户的特别要求。
从产品的角度来看,各类产品本身的需求和性质皆有差异,企业同样应该针对不同的商品应用不同的供应链系统。例如,一个企业要是能将订货生产或者专项生产系统应用到需求量少多样化要求高的产品上的话,整个供应链系统将更容易达到“Effective and Efficient”。
4结论
4.1当CODP的位置向供应链的上游移动,在制定传输策略时就应优先考虑提前期的缩短和运送货物的质量;反之,当CODP往供应链的下游移动时,就应该更注重成本效率的问题,即在构思传输策略时应尽可能的使运输成本最小化。
4.2传输策略的选择要与供应链系统类型相配对,才能使运输系统效率化。不正确的搭配方法很可能引发成本上涨,公司信誉下降等严重后果。
4.3实际应用中,供应链系统一般不以单一形式存在,决定了企业同样需要合并使用不同的传输策略来应对系统的变化,并且在制定策略时要根据实际情况进行调整,确定各个策略的轻重缓急。
参考文献:
[1]Wikner J. and Rudberg M.. Introducing a customer order decoupling zone in logistics decision-making[J]. International Journal of Logistics: Research and Applications, 2005,8(3):211-224.
[2]Hoek R.V.. Postponed manufacturing: a case study in the food supply chain[J]. Supply Chain Management, 1997,2(2):63-75.
[3]Schonsleben P.. Integral logistic management: Planning & control of comprehensive supply chains[M]. CRC Press LLC, 2004:117-125.
[4]Mason-Jones R. and Towill D. R.. Using the information Decoupling Point to Improve Supply Chain Performance[J]. International Journal of Logistics Management, 1999,10(2):13-26.
[5]Vorst G. A. J., Dijk S. J. and Beulens A. J. M.. Supply Chain Design in the Food Industry[J]. International Journal of Logistics Management, 2001,12(2):73-85.
[6]Towill D.. Decoupling for supply chain competitiveness[J]. IEE Manufacturing Engineer, 2005(2/3):36-39.
[7]Vogt J. J., Pienaar W. J. and de Wit P. W. C.. Business logistics management[M]. 2nd ed, Oxford University Press, 2006.
[8]Hoekstra S. and Romme J. Integrated Logistics Structures: Developing Customer Oriented Goods Flow[M]. McGraw-Hill, London, 1992.
[9]Ashayeri J. and Selenv W.. An application of a unified capacity planning system[J]. International Journal of Operations & Production Management, 2005,25(9/10):917-937.
[10]Graman G. and Bukovinsky D.. From mass production to mass customization: Postponement of inventory differentiation[J].Journal of Corporate Accounting & Finance(Wiley), 2005,17(1):61-65.
[11]Yang B., Yang Y. and Wijngaard J.. Impact of postponement on transport: an environmental perspective[J]. The International Journal of Logistics Management, 2005,16(2):192-204.
[12]Skipworth H. and Harrison A.. Implications of form postponement to manufacturing a customized product[J]. International Journal of Production Research, 2006,44(8):1627-1652.