秦山第二核电厂燃料组件运行经验
2009-04-19 03:21何明智
中国核电 2009年4期
何明智
(核电秦山联营有限公司,浙江 海盐 314300)
秦山第二核电厂燃料组件运行经验
何明智
(核电秦山联营有限公司,浙江 海盐 314300)
本文介绍秦山第二核电厂(QSⅡ)使用的AFA2G / AFA3G 17×17型燃料组件的制造质量控制、换料大修燃料管理、已辐照燃料组件检查、运行燃料组件完整性跟踪、乏燃料贮存等燃料组件运行经验。秦山第二核电厂通过一系列严格的燃料管理和遵循运行技术规格书运行燃料组件,到目前为止,已经入堆运行的600组燃料组件没有一组发生破损,一直保持“零破损堆芯”的良好业绩。
核电厂;燃料组件;燃料管理;运行经验
1 燃料组件制造质量控制
1.1 原材料控制
Q SⅡ燃料组件及其相关组件使用的原材料、零部件(除UF6原料和氦气外)全部从国外进口。原材料及零部件规格及其版本由设计院和QSⅡ提出,并经过QSⅡ、设计院、制造厂和国外供货商共同确认生效后执行。
原材料和零部件出厂前,制造厂、QSⅡ联合派代表进行源地验收,源地验收合格后才能装船发货。到货后,制造厂还要组织进行到货验收,到货验收合格后方可放行用于燃料组件生产。
1.2 监造
1.2.1 监造必要性
在压水堆核电厂,燃料组件不仅价值昂贵,更重要的是燃料组件燃料棒包壳还承担了核电厂第一道安全屏障的重要作用。产品质量好坏直接影响到核电厂安全运行,而产品质量是制造过程形成的(质量是生产出来的),因此核电厂必须对燃料组件的制造质量状况进行有效控制,做到心中有数。通过派燃料管理专业技术人员在燃料组件制造现场进行监造是做到心中有数最有效的方式。驻厂监造的必要性如下:
(1)HAD003/03《核电厂物项和服务采购中的质量保证》的第2章“采购计划的制订”中规定,采购计划必须包括“由买方进行的验证活动”。第7章“买方的验证活动”中规定了源地验证、收货检查和服务验证三种验证方法。其中,“由买方指定的代表履行的源地验证”就是通常讲的设备制造监督(监造);
(2)能够对制造厂质量管理工作起到很好的促进作用。有驻厂代表在现场监造,制造厂在产品制造过程各个环节的质量控制会更加严格;
(3)发现的质量缺陷和不符合项能够得到及时有效的处理;
(4)驻厂代表通过对制造厂质量控制文件审查(R点)、实物抽查见证(W点/H点),实现了对其质量控制过程真实有效的验证;
(5)对制造厂质保体系的有效运作也起到了积极推动作用。
1.2.2 监造适用文件
采购合同;
燃料组件制造质量保证大纲(制造厂);
燃料组件制造质量计划;
IP/FUL/040,核燃料组件制造质量监督;
燃料组件制造适用图纸;
燃料组件制造适用技术条件;
AFA 2G/ AFA 3G 17×17型燃料组件适用制造工艺技术文件目录;
工艺、产品合格性鉴定大纲。
1.2.3 监造代表及其工作职责
从1998年1号、2号机组初始堆芯燃料组件及其相关组件开始制造起,QSⅡ就在制造厂设立了驻厂代表办公室,只要有QSⅡ合同产品制造,始终派2名有经验的燃料管理技术人员(电站1人,设计院1人)担任驻厂代表进驻制造厂进行监造,其工作职责如下:
最终报告审查(R/H点);
实物见证(W/H点);
零部件、产品放行;
合格性鉴定与再鉴定监督见证(R/W点);
参与不符合项处理;
日常工艺监督;
里程碑确认;
参加监造工作专题周会;
发出质量缺陷报告和问题通知单;
组织燃料组件包装装箱监督见证;
向总部提交监造周报和月报(监造工作总结)。
1.3 燃料组件验收
燃料组件制造完成后,制造厂按《出厂验收大纲》组织出厂验收(厂级),QSⅡ和设计院派代表参加。验收包括出厂文件验收、实物抽查和技术验收。验收合格后,双方签署出厂验收纪要。
燃料组件运抵电站现场后,由QSⅡ根据《到货验收大纲》组织到货验收。到货验收包括出厂质量证明文件验收、燃料组件开箱检查等,到货验收合格后,双方签署合同产品交接手续。
2 换料大修燃料组件管理
2.1 燃料准备(编制燃料组件移动方案)
每次换料大修前,根据电站《换料大纲》和《换料堆芯装载计划》,编制下列燃料组件移动方案,这些方案经主管副厂长批准后生效,为换料大修燃料组件操作提供了完整的燃料移动和贮存依据。这些文件是:
(1)《新燃料接收移动和贮存规定》及其移动单
该文件规定每一组新燃料组件在到货验收后在燃料厂房乏燃料水池或新燃料贮存格架贮存位置和贮存布置图。
(2)《堆芯卸料移动和贮存规定》/《RX/ KX堆芯卸料燃料组件移动单》
该文件规定换料大修堆芯卸料步序、每一步卸料抓取燃料组件的堆芯坐标位置、卸到燃料厂房乏燃料水池的坐标位置和卸料前后堆芯和乏燃料水池燃料组件贮存布置图等。
(3)《相关组件倒换规定》/《相关组件倒换移动单》
该文件规定换料大修卸料后在乏燃料水池进行相关组件倒换时的倒换顺序、在乏燃料水池抓取相关组件坐标位置和配插相关组件坐标位置,以及相关组件倒换前后乏燃料水池燃料组件及其相关组件贮存布置图等。
(4)《堆芯装料移动规定》/《RX/KX堆芯装料燃料组件移动单》
该文件规定换料大修堆芯装料顺序、每一步装料在乏燃料水池抓取燃料组件位置坐标、堆芯装载坐标、装料前后乏燃料水池燃料组件布置图和装料后堆芯装载布置图等。
2.2 燃料组件移动操作监督
核电厂在进行新燃料接收、堆芯卸料、相关组件倒换、堆芯装料操作属于高风险操作。其中装错料事故就是燃料组件移动操作风险之一。装错料事故在其他核电厂时有发生,给核电站带来很大麻烦和经济损失,见表1。
为了确保不发生装错料事件,QSⅡ对燃料操作实行在线100%操作监督见证。具体监督形式如下:

表1 移动错误形式与换料大修主线计划风险表Table 1 Wrong movement mode and refueling outage main planned risk
在换料大修组织机构中设立燃料操作监督QC小组,确定经过培训授权的燃料管理人员担任燃料操作监督QC工程师。
在新燃料接收、堆芯卸料、相关组件倒换、堆芯装料燃料操作过程中,在燃料厂房和反应堆厂房分别设1名QC工程师对燃料操作过程和操作结果进行现场监督见证。
燃料操作监督QC工程师在每一步燃料组件吊装操作前,向负责操作的主管人员(管理主管)签发该步《燃料组件移动指令单》,该指令单规定了该步操作的详细内容(抓取和释放燃料组件位置、操作时间等);管理主管将《燃料组件移动指令单》交给执行操作的燃料组件吊装(装卸料机/人桥吊)操作人员;操作人员按此指令单执行对燃料组件吊装操作。
燃料组件吊装操作时,监督人员对整个操作移动过程进行监督(抓取位置、释放位置、组件状态等),并验证操作的正确性。
对燃料组件的每一步操作完成后,操作者和换料主管分别在移动指令单签字确认该步操作,QC工程师第二次在该指令单上签字确认该步燃料组件移动操作的正确性。依此类推,直至完成对燃料组件每一步操作。
通过上述方式监督见证管理,到目前为止,QSⅡ实施的两个初始堆芯装料和9个换料大修堆芯装卸料、相关组件倒换燃料组件操作,未发生任何燃料组件移动错误。上述监督方法受到了国家核安全局的充分肯定和高度评价。
2.3 堆芯装料前和装料后核查
在换料大修装料前,为了验证堆芯卸料和卸料后相关组件倒换的正确性,在相关组件倒换后堆芯装料前,利用水下电视摄像系统对装料前乏燃料水池需装堆的121组燃料组件及其相关组件的标识、配插关系和贮存位置进行逐一照相核查。核查结果无误后,方可开始装料。
堆芯装料完成后,为了验证新堆芯燃料组件装载的正确性,还要实施堆芯照相核查,堆芯照相核查由电站核材料管制办公室组织,核安全监督人员、质保人员、核材料衡算人员现场监督见证。堆芯核查结果完全符合堆芯装载图规定后,方可进行反应堆扣大盖操作。
3 运行燃料组件监督
3.1 燃料组件运行数据跟踪
QSⅡ定期对反应堆运行数据进行跟踪,每月编制《秦山第二核电厂反应堆机组运行数据跟踪》,其中与燃料组件运行相关的跟踪项目如下:
反应堆运行功率及功率分布;
一回路硼浓度;
燃料组件燃耗统计;
一回路冷却剂温度;
一回路冷却剂化学参数;
一回路冷却剂放化参数。
3.2 运行燃料组件完整性跟踪
为了跟踪分析入堆燃料组件运行完整性,QSⅡ对运行燃料组件进行了WANO燃料完整性跟踪管理和碘浓度管理。
3.2.1 WANO燃料可靠性指标(FRI)
QSⅡ自2002年1号机组运行以来,每周对一回路放化指标进行监测,并根据监测结果计算出WANO燃料可靠性指标(FRI)。截至2008年8月,1号、2号机组已入堆的600组燃料组件的跟踪结果如图1所示。
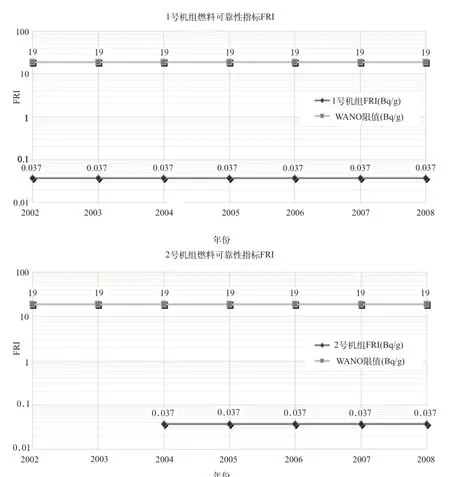
图1 WANO燃料可靠性指标(FRI)Fig. 1 WANO fuel reliability indicator (FRI)
从图1可以看出,两个机组已入堆运行的燃料组件的FRI均为0.037 Bq/g(FRI限值为19 Bq/g)。
所有入堆燃料组件无破损,保持了“零破损堆芯”的良好业绩。
3.2.2 碘浓度管理
根据一回路碘-131和碘-133放射性同位素的监测结果,也可以对燃料组件运行完整性进行跟踪和评价,QSⅡ对两个机组已入堆的运行的燃料组件进行了碘浓度跟踪管理,结果如图2所示。
从图2可以看出,QSⅡ入堆运行的燃料组件的实际监测和跟踪结果均处于完整区域。
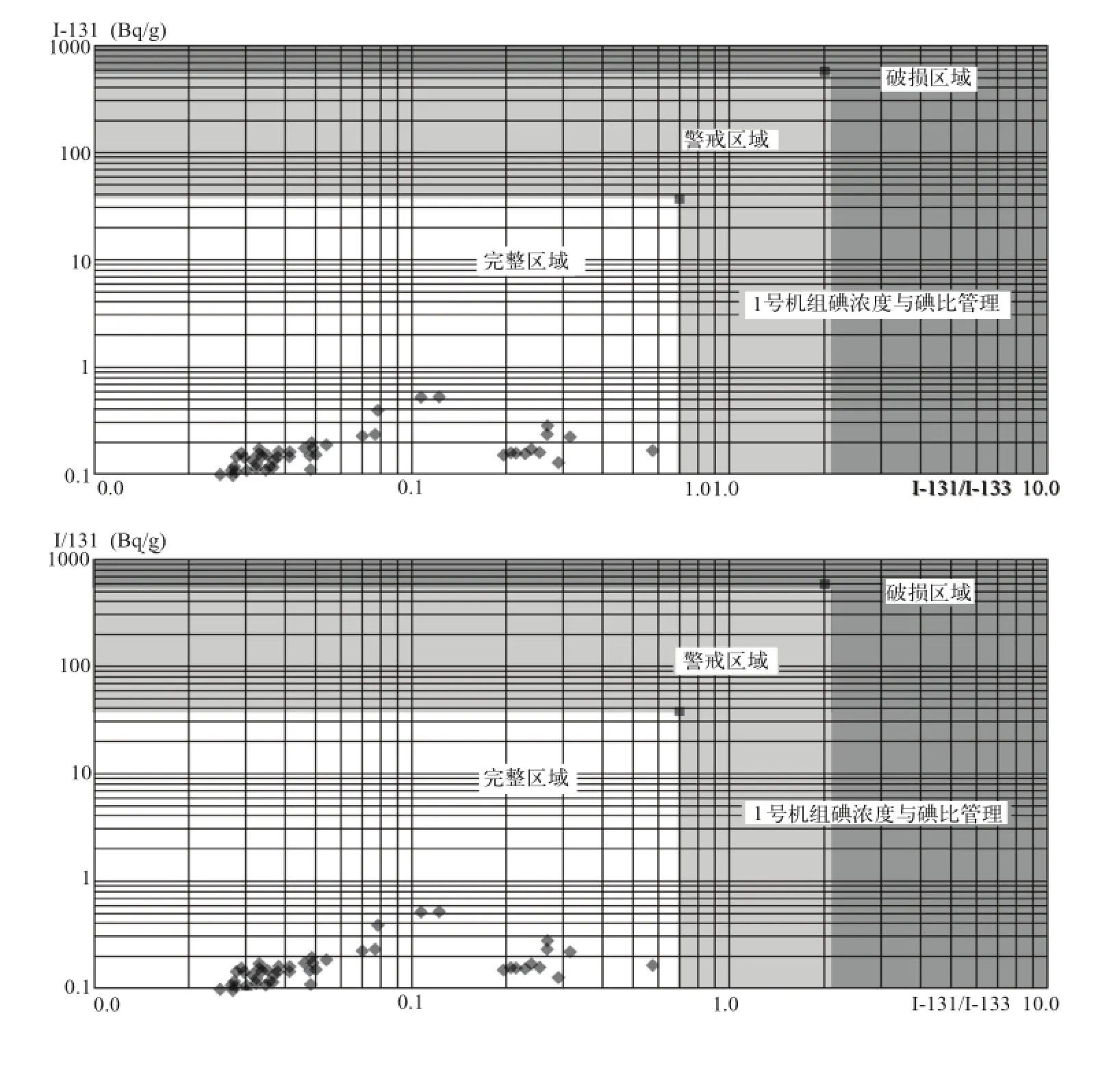
图2 碘浓度管理图Fig. 2 Iodine concentration control
4 已辐照燃料组件检查
4.1 已辐照燃料组件变形测量
燃料组件辐照变形是压水堆普遍存在的现象。燃料组件变形会给核电站堆芯装卸料带来很大困难。秦山第二核电厂1号机组首次换料大修时,由于燃料组件出现比较明显的辐照变形,导致装料困难(即燃料组件下管座的定位销孔不能与堆芯下栅格板上的定位销顺利对中就位)。
为尽快掌握燃料组件辐照变形程度和变形规律,对燃料组件的辐照变形进行实测和分析就显得十分必要。从102大修开始,每次换料大修,均选取部分有代表性的燃料组件对其进行辐照变形测试和数据分析,为堆芯装料提供了燃料组件变形数据支持。
4.1.1 测量方法
QSⅡ自主研发成功了AFA2G 17×17型燃料组件辐照变形超声测试系统(见图3)。
在乏燃料贮存水池与燃料转运水池的水闸门侧壁,安装一个垂直支架;在该支架上布置横向8层、纵向3列、共由16个超声直探头构成的矩阵。其中一列为主测试探头组,另两列为辅助测试探头组。使用16通道超声仪同时采集16个测试探头与被测燃料组件的距离(测量值),与测试假燃料组件而得出的标定值比较,得出各探头的测距偏差,根据测距偏差及标定值,描述被测燃料组件辐照变形及其程度。
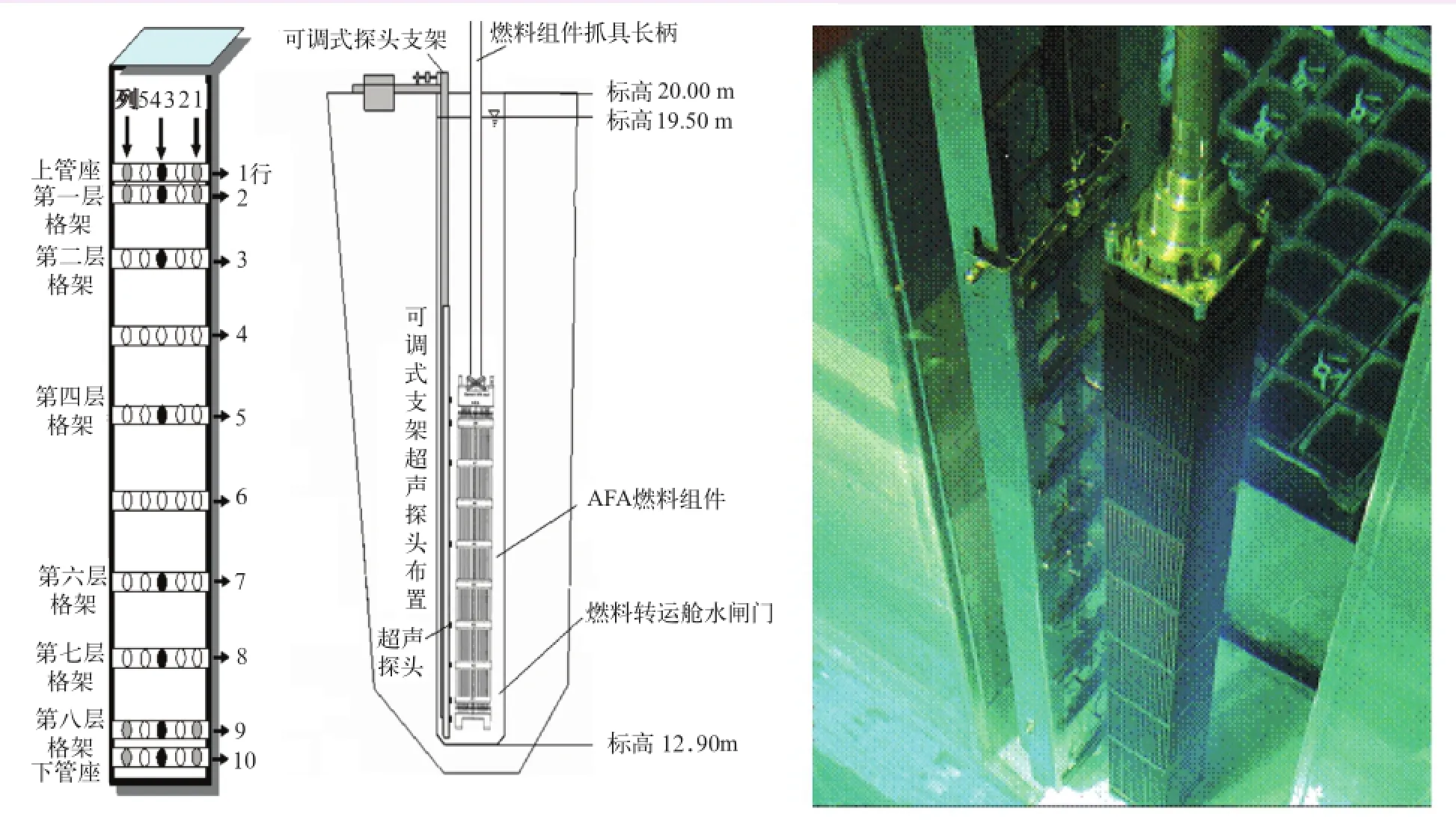
图3 燃料组件辐照变形超声测试系统Fig.3 Ultrasonic testing system for irradiated transformation of fuel assembly
4.1.2 测量结果
截至2008年6月,已利用辐照变形超声测试系统对431组已辐照燃料组件进行了辐照变形测量。测量结果如下:
所测试的431组燃料组件中,弯曲变形矢量和最大为28.32 mm,约71%已辐照燃料组件的弯曲变形矢量和小于15 mm;扭转变形最大为4.52°,约88%已辐照燃料组件的扭转变形小于2°。
431组燃料组件中有388组燃料组件的扭转变形是逆时针方向的(下管座相对于上管座),约占98%。
堆芯第Ⅲ象限燃料组件的平均弯曲变形矢量和明显大于堆芯其他三个象限的平均弯曲变形矢量和,而燃料组件扭转变形与堆芯象限无明显的关系。
燃料组件的弯曲变形大部分偏向堆芯90°方向(1号机组约77%,2号机组约79%),燃料组件下管座相对于上管座的扭转变形绝大部分是逆时针方向 (约98%),同类核电站燃料组件辐照变形方向相似。
4.2 已辐照燃料组件外观检查
4.2.1 燃料组件选取
为了验证燃料组件在反应堆运行后的外观状况,QSⅡ每次换料大修卸料后,均选取若干组有代表性的已辐照燃料组件进行外观检查(便携式水下电视摄像系统)。本文以204大修为例,本次大修选取了15组已辐照燃料组件(见表2)进行外观检查。检查项目主要为燃料棒外观、格架外观和燃料棒下端塞与燃料组件下管座间距等。

表2 选取的燃料组件Table 2 Selected fuel assembly
所选燃料组件中在堆芯运行1个循环的组件4组(3.7%的AFA3G燃料组件);在堆芯运行2个循环的燃料组件6组(5组3.7%的AFA3G燃料组件,1组3.1%的AFA2G燃料组件);堆芯运行了3个循环的组件5组(2组3.25%的AFA2G燃料组件,3组3.25%的AFA3G燃料组件)。
4.2.2 检查结果
(1)运行1个循环燃料组件外观状态(见图4)。
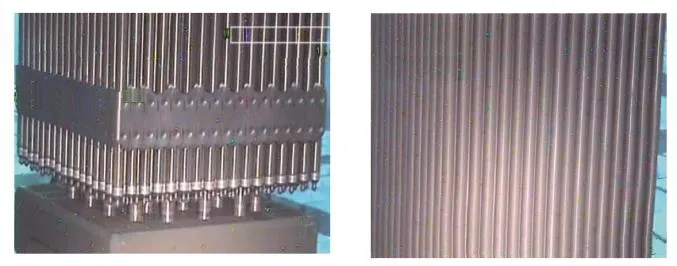
图4 运行1个循环燃料组件外观状态Fig. 4 The operational appearance of one recycled fuel assembly
从图4可以看出:
1)燃料棒表面为浅黑色致密氧化膜,氧化均匀,无氧化膜脱落现象;
2)燃料棒包壳无环脊现象;
3)格架外条带表面光洁,无腐蚀产物黏附;
4)燃料棒上端塞、下端塞平齐,下端塞与下管座之间的间距正常,因此认为格架弹簧夹持力正常,无串棒现象。
(2)运行2个循环燃料组件外观状态(见图5)。

图5 运行2个循环燃料组件外观状态Fig. 5 The operational appearance of two recycled fuel assemblies
从图5可以看出:
1)燃料棒表面为浅黑色致密氧化膜,氧化均匀,无氧化膜脱落现象;
2)燃料棒包壳无环脊现象;
3)格架外条带表面光洁,无腐蚀产物黏附;
4)AFA3G燃料组件燃料棒上端塞、下端塞平齐,燃料棒下端塞与下管座的间距正常,因此认为格架弹簧夹持力正常,无明显串棒现象;
5)AFA2G燃料组件的燃料棒出现了明显的串棒现象。
(3)运行3个循环燃料组件外观状态(见图6)。
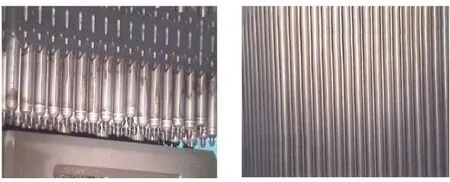
图6 运行3个循环燃料组件外观状态Fig. 6 The operational appearance of three recycled fuel assemblies
从图6可以看出:
1)燃料棒表面为浅黑色致密氧化膜,在靠近下管座部位,燃料棒表面有部分氧化膜脱落现象;
2)燃料棒包壳无环脊现象;
3)燃料棒外表面和格架条带外表面水垢黏附;4)下端塞参差不齐,存在明显的串棒现象。
4.2.3 检查结论
经过对上述各种类型已辐照燃料组件外观状况进行分析,我们可以得出下列结论:
(1)使用了一个循环的燃料组件表面状况良好,燃料包壳完整。
(2)使用了两个循环的燃料组件表面状况良好,燃料包壳完整,格架和燃料棒有轻微的水垢黏附现象。
(3)使用了三个循环的燃料组件的格架和燃料棒中下部有水垢黏附及水垢脱落现象;燃料棒有比较明显的串棒现象。这说明经过三个循环以后,随着燃耗的加深,格架弹簧的夹持力有所下降。部分燃料棒明显下落。国内同类型的核电厂也存在同样的串棒现象,属于正常的格架弹簧夹持力随着运行时间的增加、燃耗的加深而降低造成。
(4)燃料棒表面形成水垢产生范围较小,对燃料棒包壳的传热影响较小,所以不会对燃料组件的继续使用产生较大的影响。
(5)所检查的燃料组件结构完整,燃料棒和格架无明显腐蚀现象,虽然部分燃料组件存在轻微水垢黏附现象和燃料棒串棒,但不会影响燃料组件在堆内的安全运行。
4.3 卸料燃料组件在线啜吸试验检查
QSⅡ在装卸料机上安装有在线啜吸试验装置,该装置对换料大修堆芯卸料燃料组件进行100%在线啜吸普查。在堆芯卸料前,如怀疑堆芯有燃料组件破损(一回路活化分析结果),则可在堆芯卸料时对所有卸出的燃料组件进行啜吸检查,以定性确定哪组燃料组件有破损。
QSⅡ燃料管理政策规定,已破损的燃料组件一般不考虑再回堆使用。目前尚未发生燃料组件破损。
5 燃料组件贮存管理
5.1 实物盘存
每年对核材料平衡区所有关键测点(新燃料贮存间、乏燃料水池、反应堆堆芯)的燃料组件进行2次实物盘存,新燃料接收完成进行1次,换料大修期间进行1次。实物盘存由核材料管制办公室组织,核材料衡算人员、燃料管理人员、核安全监督人员、质保人员和操作人员参加。
5.2 燃料厂房巡检
燃料管理人员坚持每周对燃料贮存厂房进行巡检检查,主要检查燃料厂房温度、湿度、清洁度、技防系统完好性、消防设施等,发现问题及时反馈解决。每次检查填写检查记录。
5.3 燃料厂房人员出入控制
燃料厂房是核材料实物保护要害区。QSⅡ对工作需要出入燃料厂房人员实行授权管理制度,授权分长期授权和临时授权。公司正式职工因工作需要,经所在处室负责人审核,可申请长期授权,公司核材料管制办公室审查同意后,可给予长期授权。对于公司其他职工和外来人员,只能申请临时授权。临时授权办理程序和长期授权一样。
[1] 张兴田.AFA2G 17×17型燃料组件辐照变形超声测试系统研制及在线测试[J].
[2] 李伟才,等.大亚湾核电站AFA-2G/3G燃料组件运行经验[J],大亚湾核电,2005(2).
[3] 连培生.原子能工业[M]. 北京:原子能出版社,2002.
[4] 畅欣,等. 压水堆燃料元件制造文集[M]. 北京:原子能出版社,2005.
Fuel assembly operation experience in Qinshan II
HE Ming-zhi
(Technical Dept. of Qinshan Nuclear Power Joint-Venture Company,P.O.Box 602,Haiyan of Zhejiang Prov. 314300,China)
This paper introduces the operation experience of AFA2G/AFA3G 17×17 fuel assembly in Qinshan II,including the quality control,fuel management during refueling outage,inspection of irradiated fuel assembly,the tracing of integrity of in-service fuel assembly,storage of spent fuel,etc. Through a series of strict fuel management and operating the fuel assembly according to the operating technical specifications,none of the 600 fuel assemblies which are already in the reactor has been broken up to now. And the reactor cores have kept an outstanding record of “zero break”.
nuclear power plant;fuel assembly;fuel management;operation experience
TM623
A
1674-1617(2009)04-0354-09
2009-02-13
何明智(1957—),男,高级工程师,毕业于清华大学,现在核电秦山联营有限公司技术处从事核燃料管理工作。
猜你喜欢
橡塑技术与装备(2022年12期)2022-12-12
橡塑技术与装备(2022年7期)2022-07-06
核安全(2022年3期)2022-06-29
科海故事博览·下旬刊(2022年4期)2022-05-07
科技信息·学术版(2022年8期)2022-02-25
今日农业(2021年21期)2022-01-12
河南畜牧兽医(2021年1期)2021-01-07
食用菌(2020年6期)2020-12-21
辐射防护通讯(2019年3期)2019-04-26
财税月刊(2016年7期)2016-10-11