快干涂膏在大型铸钢件组芯修型中的应用研究
2009-03-31 09:29喻国铭
现代商贸工业 2009年3期
喻国铭
摘 要:介绍了以锆英粉为耐火基料,以工业乙醇为请加入适量的甲醇、丙酮、醚、酯、芳香烃组成的混合溶剂作载体,用醇溶性酚醛树脂作粘结剂,用改性膨润土和聚乙烯醇缩丁醛做复合流变助剂配成快干涂膏。且于组芯修型生产铸钢件,可获得表面光滑、无披缝和结疤的大型铸钢件。
关键词:快干涂膏;大型铸钢件;组芯造型
中图分类号:TU56 文献标识码:A 文章编号:1672-3198(2009)03-0302-01
1 引言
大型铸件生产中,组芯造型是常见的工艺方法,以重达6吨的立式钻塔转台为例,采有普通粘土造型、制芯,型芯分别划分为八大块,刷涂料后烘干,在地坑内组装浇注。由于型、芯分割后尺寸依然很大,而造好的型、芯尺寸精度又差,表面也粗糙,型、芯之间留下许多5~1mm宽的缝隙,再加上型、芯运输和组装时碰撞造成损坏等,浇注后在铸件上留下又宽又厚的披缝和结疤,增加了精整打磨工时。因此,我们采用填砂(粘土温型砂)方式,充填型芯之间的缝隙和修补破损的型芯,并刷以涂料,保证型芯表面平整、光滑、无缝隙。但以往采用水基涂料或涂膏,需要人工用火焰喷烤干燥,不但工时长、生产条件差,而且干燥不均,难以保证质量。经多次试验我们研制出一种能一次涂刷厚度大、并能自然干燥的快干涂膏,可解决上述问题。
2 涂膏组成
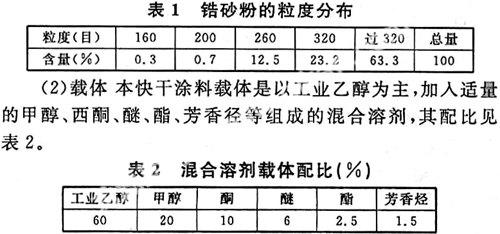
(1)耐火基料耐火基料可决定涂膏的高温稳定性,大型铸钢件浇注温度高,热作用时间长,因此必须选用耐火度高和蓄热性大、热膨胀小的耐火基料。经多次试验表明,以锆砂料为基料效果为好,其粒度分布见表1。
(3)粘结剂采用醇溶性酚醛树脂。
(4)流变助剂为使涂膏涂刷厚度大,易流平不流淌,需要赋于涂膏较好的流变性能,这要靠加入适当的流变助剂予以调整。本涂膏采用有机膨润土—PVB复合流变助剂。
3 涂膏的配方及制备
(1)涂膏的配方涂膏的配方见表3。
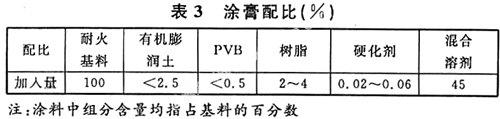
(2)涂膏的制备工艺①载体配制:将混合溶剂、树脂、硬化剂、PVB等混合成均成暗红色溶液;②涂膏配制:载体加膨润土浆经浸泡搅匀,再加基料,高速搅拌1.5~2h即可。
4 涂膏的性能
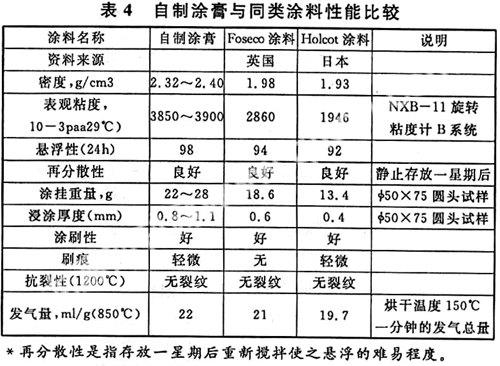
表4是自制的涂膏性能与同类涂料的比较。
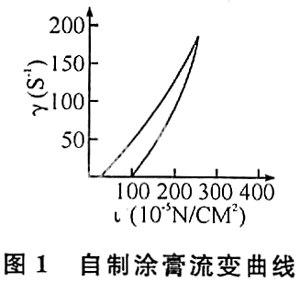
下图是自制涂膏的流变曲线。从图中可以看出,本涂膏流型为屈服值假塑性流体,且具有明显触变坏。
5 问题讨论
(1)混合溶剂与涂膏的燃烧性,能够做为快干涂膏载体的物质很多。如采用甲醇、丙酮作载体,其燃烧固然十分充分,但由于环保对其工作环境浓度的苛刻要求,加上其燃烧速度过猛易造成树脂粘剂的过烧和成本过高等原因,生产中很少单独使用。工业乙醇来源丰富、价格低廉,是目前国内使用最广泛的快干溶剂。但在使用中发现乙醇存在着粘度较小,渗入砂型过快、过深,难以燃烧完全,残留乙醇易引起铸造缺陷。另外市售工业乙醇纯度一般<95%,配成的涂膏持续燃烧性差,容易中途熄灭。
试验表明,以工业乙醇为主,加入适量的甲醇、丙酮、醚、酯、芳香烃等组成的混合溶剂能有效弥补单一溶剂做载体的缺陷,是快干涂料膏的理想载体。其燃烧特性好表现在燃烧速度适中,可连续彻底的燃烧,燃烧温度足以保证粘结剂的固化而不过烧起泡。另外混合溶剂中的酯、芳香烃组分可改善工业乙醇载体的粘度特性和表面张力,使涂膏的表面张力比单用工业乙醇时提高12%,这对降低溶剂渗入砂型的速度、深度和改善成膜质量有重要作用。根据混合溶剂理论,不同组元的氢键结构特性,使涂膏内部更易形成网状的触变体系,有利于改善涂膏的工艺性能。
(2)流变助剂与涂膏的工艺性能涂膏工艺性能包括悬浮性、涂刷性、流平性、流淌性等都与流变特性密切相关,因此要使涂膏具备良好的流变特性及工艺性能必须加入适当的流变助剂予以调整。本涂膏采用改性膨润土(D-土)和聚乙烯醇缩丁醛(PVB)复合流变助剂。D-土能有效地提高涂膏的低剪粘度(屈服值),可大幅度提高涂膏的悬浮性和再分散性能。PVB有利于改善涂膏的流平性,赋予涂膏好的柔性。另外PVB与D-土的合理比例能获得好的触变性,以保证涂刷滑爽且有较厚的涂层。基料的粒度级配也影响涂膏的流变性能。
6 结语
本涂膏采用混合溶剂作载体,利用复合流变助剂调节涂料工艺性能,可获得较好的涂层厚度和燃烧性能,是生产大型铸钢件组芯修型的的良好辅助材料。