高速精梳机的技术特征和发展趋势
2009-02-26 08:17严纪琴
纺织导报 2009年2期
严纪琴
精梳机是纺织企业纺制中高支纱必不可少的设备,是提升纱线品质,调整产业结构,增加纱线附加值,增强竞争力的一种有效手段。目前,国产精梳机与世界领先水平尚有一定差距。文章介绍了国内外几种领先精梳机的技术特征及其发展趋势。
Comber is a must for cotton textile mills to produce high and medium count yarns, which can help mills to improve yarn quality, adjust industry structure, append additional value and reinforce competitiveness. The technological characteristics and developing trend of high-speed combers at home and abroad have been introduced in this paper.
精梳机是一种用于棉纺工程中去除棉纤维中短绒、棉结、杂质等并使棉纤维伸直平行的设备,是纺织企业纺制中高支纱必不可少的设备,是提升纱线品质,调整产业结构,增加纱线附加值,增强竞争力的一种有效手段。
精梳机的生产在国外已有 100 多年历史,我国也已经有 50 年的生产历程,从最早由上海一纺机生产的A201型,发展到目前已有几十家厂商生产的几十种机型,并大幅度地提高了技术水平。进入21世纪,我国精梳机生产厂商日益增多,精梳机的技术迅猛发展。
一、高速精梳机的技术特征
1. 瑞士Rieter(立达)公司E66/E76型精梳机

(1)产量提高
E66/E76 型精梳机产量可达 74 kg/h,1.7 t/d。高产量的基础是:速度由 E65/E75 的 450 钳次/min提高到 500 钳次/min,加重喂入,在工厂实际生产条件下可加工定量为 80 g/m的小卷棉层。另外良好的机械性能使精梳落棉减少,可靠性提高使停机时间减少,提高了生产效率,对产量提高也有积极作用。
(2)能耗降低
E66/E76型精梳机的能耗进一步降低。C・A・P・D500 计算机辅助工艺设计使精梳部件的质量及运动得到优化,机械效率得到提高,从而使每千克精梳棉条的能耗比之前机型降低了 12%。
(3)技术上具有综合优势
通过 C・A・P・D500 计算机辅助工艺设计,钳板运动、分离运动的进一步优化,常开速度达到 500 钳次/min;钳板确保无故障加工重达 80 g/m 的棉层;3 上 3 下牵伸机构使牵伸分配更佳,后牵伸区和主牵伸区可根据相应的纤维长度对牵伸隔距进行调整;在精梳条进入条筒前,传感器会检测棉条中的细节。传感器可进行机械调整,对低于规定支数范围的棉条能做出反应。
(4)换卷系统
E76型为全自动精梳机,具有ROBOlap自动换卷和棉卷接头系统。据立达样本资料介绍,E76型全自动精梳机与 E66半自动精梳机相比,效率提高约 2%;与手工接头相比,ROBOlap的接头质量明显改善。

(5)棉卷运输
用于E66的半自动运卷机E16和用于E76的半自动运卷机E17的区别在于:半自动运卷机被推入工作位置后,储存管道和换卷启动。E17的换卷为全自动,一旦精梳机上筒管空了且精梳机后面有 2 个装有棉卷的运卷机,换卷就自动启动。E16换卷则由人工启动。全自动运卷机E25进行精梳准备和精梳机之间的棉卷运输,其特点是无需操作员,精梳机无等待时间,精梳机效率提高。
(6)可靠性提高
立达精梳机无故障运行时间(MTBA)由E62/E72的120 min、E65/E75的 140 min提高为E66/E76的 230 min。
(7)适纺性能提高,应用范围扩大
对中、低支原不经过精梳机的普梳纱线,采用精梳工艺后,可提升纱线的质量;对较低级棉花,终端产品成纱质量与普梳纱相同,原棉可得到升级利用。
2. 德国Truetzschler(特吕茨勒)公司TCO 1型精梳机

(1)分离罗拉呈鼓形,即中间直径略大,且为斜纹线齿槽,有利于分离钳口在整个工作宽度范围内更加均匀地夹持棉网。台面小压辊与众不同,采用了可调节的气动加压,使两端压力一致。
(2)运用动力学原理及计算机分析软件,模拟精梳机实际运行过程中的动态负荷,模拟并显示机架的动态负荷应力图。机架零件按其相应的负荷进行设计,满足精梳机的高速、高质要求。
(3)大量的质量参数被监控,包括棉条定量变化、棉条均匀度以及厚薄点。一旦指标达到所限定的界限,精梳机自动停车。
(4)牵伸系统安装在圈条器上,缩短了牵伸条至圈条器的距离。
3. 意大利Marzoli(马佐里)CM600N型精梳机
全新设计的CM600N型精梳机,生产速度提高到 500钳次/min,且机器运转平稳;牵伸系统安装在圈条器上,缩短了牵伸条至圈条器的距离,Marzoli公司将该套系统应用到新型并条机上;钳板组件采用镁铝合金,重量低于 2 kg。

4. 经纬纺机榆次分公司JWF1276型精梳机
加厚了车中墙板;锡林采用变速转动;钳板座采用镁铝合金,进一步减轻重量;分离罗拉的行星机构和连杆机构采用优化设计,并加大了分离罗拉直径,降低了分离罗拉加速度,保证了机器的高速运行。
5. 上海一纺机械有限公司CJ60A型精梳机
独创的共轭凸轮机构使分离运动更精密,棉网的分离接合更好。锡林为变速转动,锡林梳理角具有 90°和 112°两种选择,并可根据棉纺企业纺纱品种的需要,在同台机器上调换。锡林针排组合根据所纺支数的特殊需要可选择,提高梳理质量。顶梳定时吹气自动清洁,减少手动清洁的停机时间,提高了精梳机的效率;避免嵌在顶梳内的短绒结杂落入棉网,提高了梳理质量。喂卷方式有人工单个换卷和半自动 4 个一起换卷供用户选择。台面喇叭口及牵伸、圈条等 10处采用数字传感技术控制轻、重条自停,达到了比一般开关量更高的控制精度,使精梳条成纱指标稳定性更好。

6. 陕西恒鑫精密纺织机械有限公司FUSHU299F型复梳精梳机
复梳精梳机增大了锡林的梳理弧面角度(锡林梳理角为 130°),增加了锡林梳理点,有利于降低精梳条中的短绒、棉结、杂质含量,提高成纱质量指标。复梳精梳机旨在用一道工序的梳理效果替代精梳 → 条卷 → 精梳 3 道工序的梳理效果,可使占地面积、人工、能耗降低。
7. 山西鸿基SHF1278型棉精梳机
配置了在线检测装置,该装置可以对牵伸状态实时监视,有利精梳条条干达到指标。根据需要,配置了特制的自调匀整装置,该装置根据检测器反馈的信息,由驱动器驱动变频电机变化速度,改变主牵伸倍数,稳定精条定量,相应棉条条干CV值也得到提高,对纺制混纺纱特别有利。
二、精梳机梳理元件的技术特征
精梳机梳理元件是指精梳锡林和顶梳,近年来,精梳纱的质量特别是成纱棉结指标有了大幅度的提高,精梳梳理元件的进步起了很大的作用。精梳机梳理元件在技术上不断有新的突破,精梳整体锡林有两种不同的形式,一种是粘结式,一种是插片式,但不管何种形式,都普遍增加了针尖的密度,并针对不同的纤维,可配置更适应的规格。
1. 瑞士Graf(格拉夫)公司
格拉夫公司的梳理元件为世界顶尖产品,长期为立达精梳机配套。
(1)新研制的Ri – Q – Top顶梳
与立达E66/E76型精梳机配套。其特点如下:金属齿代替了梳针;顶梳的梳理角度可以调节;楔形齿尖减少了纤维对针齿缠绕的可能性,因而可以延长顶梳的清理周期;顶梳板(铝合金外形)与梳理针齿之间的连接不是采用焊接,而是采用夹持连接;增加了齿条末端的强力。
(2)新研制的锡林
锡林通过大量实地验证建立的针齿排列和针型保证了棉结和粗细节的减少;特殊的表面处理消除了磨合阶段,使用寿命可以达到 800 ~ 1 000 t。
2. 德国STAEDTLER+UHL(施尔)公司
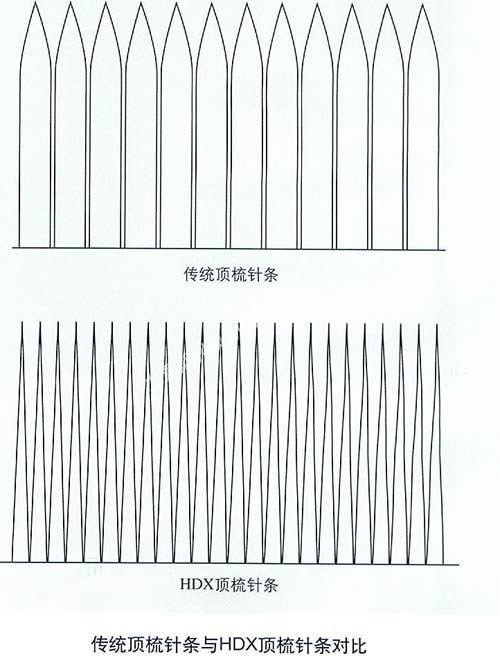
德国STAEDTLER+UHL公司是著名的精梳机梳理元件供应商。其独创的机械化吹气自清洁顶梳,提高了工作效率和纤维质量。新型的HDX顶梳针条颠覆了传统顶梳的概念,它的针密度不变,是通过增加梳理通道与梳理点共同完成。锡林针条有各种不同的针密度,圆梳上的针条是由精密冲压锯齿钢片组成,硬度HRC61,特殊的开松锡林针条特别适用于品质较低的原料(含有较多短纤维的原棉)。
3. 经纬余辉高新技术开发有限公司
配用格拉夫精梳齿条或选用进口钢材、国产精梳齿条,材质好,齿尖硬度高;齿尖厚度 0.05 ~ 0.06 mm,穿刺能力强;齿面光洁,减少纤维损伤;齿条截面齿形成楔形状,齿根厚度增大,刚性好。其粘结式整体锡林的径向跳动、齿排列直线度、梳理角排列、齿片的均匀度等具有相当高的工艺制造精度。
4. 上海远东钢丝针布有限责任公司
精梳机顶梳的特点:超薄、超前,使顶梳更靠近分离皮辊;新颖组合式顶梳,单排针、二排针、三排针可以选择,针密度由 19 ~ 32针/cm的针片任意组合。
精梳机锡林的特点:突破了传统的粘结式整体锡林形式,由多块分割粘结式组成,针对不同的纤维可调整,并降低了损坏后修理的成本。
5. 浙江锦锋纺织机械有限公司
新研制的特色产品主要有高速精梳机钛合金钳板结合件,减轻了重量,有利于精梳机高速运行,该钳板结合件已与多家主机厂配套。在锡林的研制上,不仅提高了梳针的质量和梳针的排列方式,而且从整个锡林部件考虑,提高了锡林运转的平稳性。与东飞马佐里合作,研制了自清洁顶梳和自清洁锡林。
三、精梳机的发展趋势
1. 精梳机车速普遍提高
立达公司E76实际运转速度为 500 钳次/min,国产精梳机速度大都是 400 钳次/min或者以上,可见国产精梳机技术水平有了很大提高。
2. 精梳机可靠性指标提高
可靠性是指产品在规定的条件下、在规定的时间内完成规定功能的能力。可靠性是反映产品内在质量的重要指标,也可看作是具有时间特征的质量指标,它与产品的使用寿命密切相关。伴随科学技术进步、社会发展及人民生活水平的提高,人们对产品的功能及保持其功能的能力要求将越来越高。立达精梳机无故障运行时间(MTBA)由E62/E72的 120 min、E65/E75的 140 min提高为E66/E76的 230 min。
3. 精梳机应用范围扩大
精梳机的应用范围已超越普通精梳应用,即精梳除了应用于高支薄型和细支高密织物外,中、低支纱线也趋向采用精梳工艺。在原棉的选用上,不同长度、不同等级的纤维,都希望能有适应性强的精梳机提升纱线品质。
据立达公司资料介绍:精梳机可实现普梳纱(中、低支不经过精梳机的纱线)的品质提升,即采用同级棉时,终端产品成纱的质量明显高于普梳纱,原料利用率也比普梳纱提高,后道工序运行性能得到改善;棉花得到升级利用,即采用较低级的棉花时,终端产品成纱的质量与普梳纱相同。
4. 精梳纺纱质量提高
通过选用适当的高质量的梳理元器件和采用先进的检测仪器对精梳工艺改变后的精梳条子的测试、成纱结果的分析,优化精梳工艺,提高了精梳纺纱质量。
5. 节约能源
在近几年中,纺织原材料、能源供应已经成为纺织行业制造成本的重要问题。
(1)节约原棉
立达公司等许多精梳机制造厂都开始关注这一问题,纷纷通过控制精梳落棉和精条中短绒的分布,使在相同质量下精梳机E66/E76落棉减少达 2%;
Truetzschler公司提供的棉卷、精梳条、精梳落棉的纤维长度分布见下图,由此显见降低了精梳的原料成本。
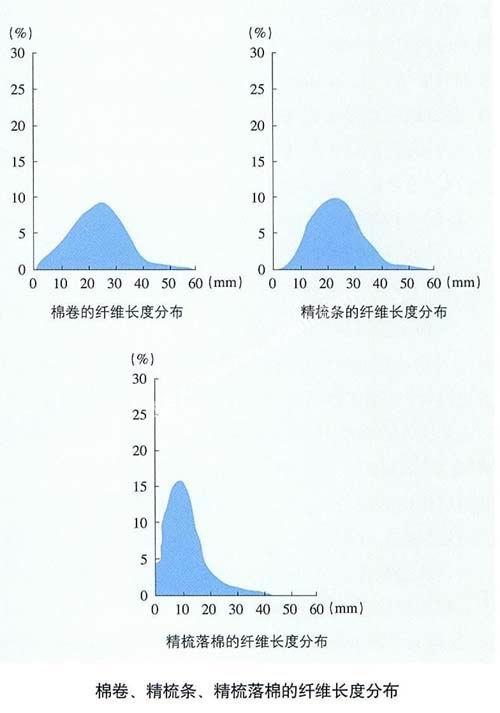
过去由于精梳纱质量测试条件的限制,精条短绒含量、精梳落棉,传统的方式是以一个比率数值表示。随着技术的进步,现在许多棉纺厂均采用Uster公司的AFIS纤维测试仪器检测,这样,不但能测出精条和精梳落棉中的短绒含量,而且能测出各自的短绒分布情况,使精条和落棉中的短绒分布更理想,即精条中短的纤维明显比小卷减少,落棉中长纤维减少,短纤维增多。这样,能有效地使用原棉,在获得同样的精梳条质量情况下,降低精梳的原料成本。
(2)节约能耗
在产品设计中,采用计算机仿真,采用新型材料、新型电机等技术,降低机器负荷、惯性,提高效率,从而使能耗下降。
6. 精梳机自动化程度不断提高
精梳机已逐步采用全自动或半自动棉卷换卷和接头装置,并可选用自动棉卷运输系统。目前半自动棉卷换卷和接头装置在纺织厂具有较广的推广应用价值。
7. 精梳机多轴同步技术继续发展
对于多轴伺服驱动的技术,目前已有多家企业拥有。这一电子控制技术的运用,可以在较大的范围内优化工艺参数,提高了传动精度,方便了工艺调整,简化了机械结构。精梳机分离罗拉伺服驱动,有效输出长度可实现任意调节,提高棉网搭接工艺,有利解决搭接机械波,提高精梳条干均匀度,提高精梳纱线强力。但是,目前普遍推广这一技术,仍存在一些问题,如是否能拥有适应 450 钳次/min 高速运转的大扭矩、低能耗、高速往复、价格又合适的伺服电机系统等。但是,随着控制技术的发展,多轴同步方式将会成为精梳机传动机构的发展趋势。
8. 精梳机运动机构、机械结构优化
(1)运动机构优化
对精梳运动机构及精梳工艺的配合、定时、定位进行了优化设计:调整了钳板运动的开闭时间、开口量,缩短了钳板往复运动的动程;锡林普遍采用了非圆齿轮变速转动;分离罗拉的倒顺转时间、位移、速度、加速度都作了优化设计。国内精梳机的制造企业大都能掌握精梳机的核心技术,并开始从制造走向设计创造。
(2)轻质化
钳板部件普遍朝轻质化方向发展,钳板座采用镁铝合金,钳板采用钛合金,重量低于 2 kg,提高了机器运转速度,节约能耗。
(3)牵伸形式多样化
Truetzschler 公司和 Marzoli 公司的精梳机,改变传统的方式,将牵伸位置放在圈条器上面,使牵伸结束的条子直接进圈条,减少棉条的意外牵伸。精梳机牵伸形式有三上三下、三上四下、三上五下、四上四下等,多种形式并存。
9. 精梳机制造厂对精梳工艺的研究更深入
立达公司拥有自己的纺纱工艺试验基地,对精梳工艺的研究始终处于国际领先地位。立达公司从棉卷到纱线整个系统的纺纱品质考虑,提出了“间歇的精梳生产过程,接合长度在波谱图上清晰可见,但在后续的自调匀整并条机牵伸后,可被匀整装置彻底消除”的观点。同时,立达公司还提出了“在极高钳速下,达到高成纱质量,包括成纱的疵点、强度/伸长率和偶发性细节,对后道加工尤其具有积极影响”的观点,表明由E66/E76生产的精梳纱,其终端产品布面具有良好的平整度和紧密度。
陕西恒鑫的FUSHU299F型复梳精梳机、山西鸿基的SXF1278型带在线检测和自调匀整的精梳机,都是通过对精梳工艺深入研究而开发的机型,但其工艺技术效能的充分发挥,还需进一步在广大棉纺企业的实际应用中完善提高。
为纺制 Nm 200 以上的高支纱线,目前国内有些棉纺厂采用复精梳工艺,即将精梳机开车速度降低,并经过精梳 → 条卷 → 精梳 3 道工序流程。陕西恒鑫的复梳精梳机,在通过增大锡林的梳理弧面角度(锡林梳理角为 130°),增加锡林梳理点,达到用 1 道工序的梳理效果替代精梳 → 条卷 → 精梳 3 道工序的梳理效果,同时降低占地面积、人工、能耗的目的,这是对纺纱工艺流程的一种新的探索和研究。如果能有效发挥这一工艺技术的效能,至少应该比一般的精梳工艺,更有利于降低精梳条中的短绒、棉结、杂质含量,提高成纱质量指标。
山西鸿基的精梳机配置在线检测装置,可以对牵伸状态实时监视,保证机械状态稳定,精梳条条干达到指标。精梳机根据需要,配置特制的自调匀整装置,根据检测器反馈的信息,由驱动器驱动变频电机变化速度,改变主牵伸倍数,稳定精条定量,相应棉条条干CV值也得到提高,对纺制混纺纱特别有利。
10. 外形设计新颖,产品更趋人性化
精梳机不但色彩一改以往纺机绿一统天下的局面,大多采用柔和色调,组合色调,而且在造型上也十分美观,各有特色。有些样机由专业人员设计外形,钣金罩壳的制造水平也有了提高,使产品内在和外观同步发展。
四、结语
精梳机是一种传统的设备,通过信息、电子等新技术的不断运用,精梳技术的不断创新,不但能长久不衰,还将焕发出新活力。