
电絮凝法预处理苎麻废水实验研究
2009-02-11 10:02邓其娟
新媒体研究 2009年1期
关键词:预处理
[摘要]采用可溶性Fe阳极材料通过电絮凝法预处理苎麻废水。实验研究废水的pH值、电流密度、电解时间、极板间距等因素对废水COD、BOD及色度去除率的影响,并确定最适宜工艺条件:pH=8.5,电流密度Id=6.25A/dm2,电解时间T=15min,极板间距d=20mm,此时苎麻废水的COD、BOD及色度去除率可分别达到30.02%、23.27%、84.17%。
[关键词]电絮凝 苎麻废水 预处理
中图分类号:TQ15文献标识码:A 文章编号:1671-7597(2009)0110116-02
一、前言
我国苎麻资源丰富,苎麻产量占世界总量的90%以上[1],但长期以来,由于苎麻加工工艺落后及苎麻脱胶污染严重,直接影响了麻纺行业发展。苎麻废水已成为极难处理的工业废水之一,它含有大量不易被生物降解的木质素、纤维素、水溶物、果胶物质、半纤维素、脂肪腊质和灰分[2]。因此,最大限度降低进水的木质素含量,是提高生物处理效果的关键,就需要对废水进行预处理。常用的预处理方法,存在化学药剂用量大、二次污染严重、处理费用高、效果不佳以及产生的沉淀污泥需要进一步的处理等问题。本试验是电絮凝法应用于苎麻脱胶废水的处理当中,以代替常规的预处理方法[3]。
二、实验
(一)废水来源及水质
实验取水来自四川省达州市大竹县某苎麻纺织有限公司生产车间排出的综合废水(以下简称废水)。所取水样呈棕褐色,半透明,有一些悬浮物,浓厚的恶臭气味。根据试验多次取样测定,该废水的水质情况如下:pH值为12.56~13.25、CODCr为4015.86~4965.23mg/L、BOD5为963.65~1266.17mg/
L、色度为600稀释倍数。
(二)分析方法
pH采用玻璃电极法;CODCr采用重铬酸钾法;BOD5采用五日培养法;色度采用稀释倍数法。
(三)实验方法
本试验采用烧杯作为电絮凝槽,以铁板作为可溶性阳极材料,阴极材料为不锈钢板,进行电解试验。取一定量的废水水样,静置稳定半小时后,取上层废水分装于250ml烧杯中,每杯装200ml废水。极板尺寸为80mm×40mm×2mm,测定在不同的工艺试验条件下电絮凝处理废水情况。电絮凝过程结束后,取出极板去除上层絮凝悬浮物,静置30min后去除下层絮凝沉积物,再取清液测定主要水质指标。
三、结果与讨论
(一)pH值对处理效果的影响
极板尺寸为80mm×40mm×2mm,极板间距为20mm,采用恒电流电解10min,电流密度为6.25A/dm2,调节水样的pH值分别为4.0,5.0,6.0,7.0,8.0,9.0,10.0,11.0,12.0,电絮凝结束后过滤,测定其水质变化情况。(见图1)
试验结果表明,pH<7时,CODCr、BOD5及色度去除率较低,随着pH值上升,处理效果呈上升趋势,当pH=7~9时,废水的CODCr的去除率可达30.68%,BOD5去除率可达29.23%,色度可达80倍;pH>9以后,CODCr、BOD5及色度去除率随pH值增加而明显下降。这一结果初步说明电絮凝处理苎麻加工废水的适宜区间为6.0~10.0,而作用的最适环境的pH值为7.0~9.0,当大于10.0或小于6.0时,其环境就会抑制废水的处理效果,因为pH过高则易引起阳极钝化,影响处理效果,而pH过低,水中的Fe3+离子含量会增大,也会影响处理效果[4]。本试验废水为强碱性,水处理过程中只需对pH进行适当调节,即可达到较好的去除效果。
因此,废水处于中性稍微偏碱状态(pH=7~9)时可以得到比较好的处理效果,其具体值可结合后续处理条件确定。
(二)电流密度对处理效果的影响
极板间距为20mm,极板尺寸为80mm×40mm×2mm,采用恒电流电解10min,调节水样的pH值为8.5,电流密度分别设为1.25A/dm2,2.50A/dm2,3.75A/dm2,5.00A/dm2,6.25A/dm2,7.50A/dm2,8.75A/dm2电絮凝结束后过滤,测定其水质变化情况。(见图2)

由图2所示,CODCr、BOD5及色度的去除率均随电流密度的增大而增加,当电流密度达6.25A/dm2时CODCr的去除率达31.08%,BOD5的去除率达29.21%,色度去除率达85.00%,然后随着电流密度的增加基本无变化,甚至略有下降。分析主要原因是:电流密度增加,电解产生的Fe3+增加。Fe3+水解产生的多核羟基络合物和氧化铁越多,絮凝效果越好,故电流密度增大,去除率提高;但过大的电流密度,产生过多的Fe3+,胶体表面电荷发生逆转,形成胶体的排斥,造成胶粒的重新悬浮。文献报道,电流密度增加,使得通过导体的电压损失与过电压增多,致使单位去除量的能耗不断增加,电流密度越大,极化程度也越大,阳极更易钝化。一般来说,采用低电流密度,可以节省能耗[5]。
因此,适合该废水处理的最适宜电流密度为6.25A/dm2。
(三)电解时间对处理效果的影响
极板尺寸为80mm×40mm×2mm,极板间距为20mm,采用恒电流电解,电流密度为6.25A/dm2 ,水样的pH值调为8.5,调节电解时间分别为5min,10min,15min,20min,25min,絮凝结束后测定其水质变化情况。(见图3)。
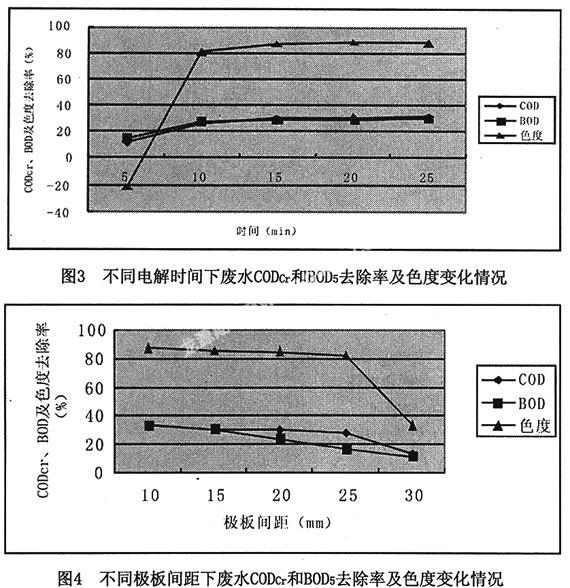
理论上讲电解时间越长,CODCr、BOD5及色度的去除率越高。曲线表明CODCr、BOD5及色度的去除率在前15min内随电解时间增加而明显上升,当电解时间达15min时,CODCr去除率达30.37%,BOD5的去除率达28.51%,色度去除率达86.67%。而后随时间进一步增加也有一定增加,CODCr、BOD5的去除率在25min时分别达31.76%和29.97%,稍后增加缓慢。色度去除率在20min时达88.33%,之后略有下降,估计是时间过长,Fe2+氧化成Fe3+所至。考虑电能及电极损耗的因素,确定最适宜电解时间为15min。
(四)极板间距对处理效果的影响
极板尺寸为80mm×40mm×2mm,电流密度设为6.25A/dm2,水样的pH值调为8.5,采用恒电流电解15min,调节极板间距分别为10mm,15mm,20mm,25mm,30mm絮凝结束后测定其水质变化情况。(见图4)
试验结果如图4所示,随着极板间距的增加,CODCr、BOD5及色度的去除率逐渐下降,极板间距为10mm时CODCr、BOD5及色度的去除率分别为32.92%,33.36%,86.67%。当极板间距为30mm时,CODCr、BOD5及色度的去除率分别为13.03%,11.64%,33.33%。但是极板间距太小,易于引起极板短路,也不易于清洗,本试验选择间距为20mm。
四、结论
采用电絮凝法对苎麻废水进行预处理获得良好的效果。
1.通过影响因素的研究,确定了预处理的最佳处理条件:pH=8.5,电流密度Id=6.25A/dm2,电解时间T=15min,极板间距d=20mm,此条件下苎麻废水的COD、BOD及色度除率可分别达到30.02%、23.27%、84.17%。
2.电絮凝法工艺简单、操作方便、投资省、运行费用低、处理效果好,当前已经成为水处理工艺中的热点。电絮凝法在该实验中运用,则它可以降低废水的色度,减轻废水的毒性,降解部分难降解的物质,提高废水的可生化性,为后续处理提供更好的条件。含铁废料多,数量大,这种以废治废的方法,适合当前环境处理发展的要求,对于控制水污染、节约水资源有着重要的意义。
参考文献:
[1]成雄伟,我国麻纺工业的现状及发展方向[J].中国麻业,2002,24(1):39~42.
[2]杨书铭、黄长盾,纺织印染工业废水治理技术[M].北京:化学工业出版社,2002.25~28,189~200.
[3]酸析一铁碳内电解预处理苎麻废水实验研究[J].内蒙古石油化工,2006,4:1~3.
[4]高艳娇、黄继国、沈照理等,电絮凝工艺处理垃圾填埋场渗滤液[J].水处理技术,2006,32(1):48~50.
[5]Peterson Bueno Moraes and Rodnei Bertazzoli. Electrodegradation of landfill leachate in a flow electrochemical reactor[J].Chemosphere,2005,58(1):41~46.
作者简介:
邓其娟,女,汉,重庆合川,四川建筑职业技术学院,硕士研究生。
猜你喜欢
天津农业科学(2022年6期)2022-07-19
健康体检与管理(2022年4期)2022-05-13
安徽农学通报(2016年24期)2017-01-12
中国高新技术企业(2016年32期)2016-12-27
热带农业科学(2016年10期)2016-12-12
艺术科技(2016年9期)2016-11-18
中国市场(2016年34期)2016-10-15
科技视界(2016年16期)2016-06-29
中国实用医药(2016年10期)2016-05-04
中国实用医药(2016年6期)2016-03-17
