
酱香大曲生产工艺的优化研究
2024-04-02 01:46邱声强唐维川杨官荣文成兵赵金松
酿酒科技 2024年2期
邱声强,唐维川,杨官荣,云 岭,文成兵,周 习,邓 琪,赵金松,*
(1.四川省川酒集团酱酒有限公司,四川泸州 646500;2.四川轻化工大学生物工程学院,四川宜宾 644000;3.四川省酒业集团有限责任公司,四川泸州 646000)
酱香大曲是以小麦为单一原料,经过粉碎、加水拌和、高温发酵而成,用于酱香型白酒生产,其形状为砖块状,背面似龟背拱起,色泽以黄褐色为主,发酵品温可达60 ℃以上,又称高温大曲[1-2]。
酱香大曲除了作为酱香型白酒的糖化发酵剂外,还是酱香型白酒的酿造主要原料之一,通常大曲与酿酒原料高粱的比例为1∶1[3]。酱香大曲还具有生香的作用,在培菌发酵过程中,大曲产生了大量风味物质和风味前体物质,在酿造过程中,这些物质能够直接或与其他物质反应后间接融入酒体[4-5]。酱香大曲还是酱酒发酵过程中微生物的主要来源之一,在制曲过程中,曲母为大曲提供了菌源,曲坯为微生物生长繁殖提供了必要的水分和营养物质,经过一个多月的培养,酱香大曲内部定向培养出了大量耐高温的酿酒微生物,为酱酒酿造提供了稳定菌源和酶类[6-8]。
酱香大曲开放式的制曲和复杂的工艺操作,使得相同工艺参数在不同生产条件下生产制备的酱香大曲风格特点截然不同。随着酱酒产业和市场的快速崛起,吸引了大量企业、研究机构的参与和研究。目前,行业人员对酱香大曲制曲原料的选择[9]、机械制曲的应用[10]、制曲工艺优化[11]、大曲及曲房微生物的筛选与应用[12-13]以及风味物质组成等方面[14]进行了广泛研究。
本研究在对比新、老车间之间以及贵州、四川地区大曲的风味,发现微生物的驯化有利于增加大曲风味物质种类和含量,同时高温下美拉德反应产生的四甲基吡嗪等吡嗪类物质有助于大曲香气提升的前提下,通过优化改变润麦水分、拌和水分和翻曲次数,以提高大曲发酵温度,延长挺温时间,增加吡嗪类物质含量和风味化合物总含量,提升酱香香气浓度,为酱香型白酒提高质量提出新思路。
1 材料与方法
1.1 材料、试剂及仪器
材料:小麦、稻草、曲母等原辅料以及制曲机、磨粉机、曲房等制曲相关所有设施由四川某酱酒公司提供。
试剂及耗材:氯化钠,氢氧化钠,硫酸铜,酒石酸钾钠,次甲基蓝,无水乙酸钠,冰乙酸,可溶性淀粉,无水葡萄糖,乙酸正戊酯(色谱纯),叔戊醇(色谱纯),2-乙基丁酸(色谱纯)购自成都市科隆化学有限公司。
仪器设备:探针式数显电子温度计(WST-50 cm),江苏林工电气有限公司;粉碎机(凌生粉碎机800 g),永康市红太阳机电有限公司;快速水分测定仪(PC-16A),上海浦春计量仪器有限公司;电子天平(FA1204B),上海佑科仪器仪表有限公司;恒温水浴锅(DZKW-4),北京中兴伟业世纪仪器有限公司;电子调温电热套(DZTW),北京市永光明医疗仪器有限公司;气相色谱-质谱联用仪(7890A),美国Agilent 公司;50/30umDVB/CAR on PDMS 萃取头(SAAB-57328U),上海安谱实验科技股份有限公司。
1.2 实验方法
1.2.1 酱香大曲工艺优化方法
制曲生产工艺流程如下:
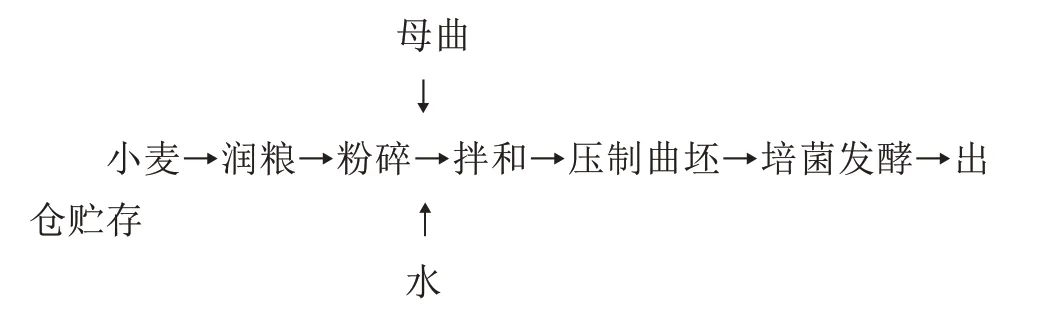
实验组小麦经原料量10 %的水分润麦10 h后,运输至磨粉机碾碎,碾碎后的小麦要求烂心不烂皮,呈梅花瓣状。小麦粉碎合格后,加入原料量5 %的曲母粉混合,随后加36 %~37 %的水拌和,拌和均匀后,由复合仿生式压曲机压制曲坯,收汗后即可入仓发酵,中途翻3 次曲,培菌40~45 d 后刮曲出仓。
对照组小麦经原料量5%的水分润麦,用34%~35%的水拌和,中途翻曲两次,其他工艺参数按照正常生产工艺参数操作。
1.2.2 感官评价方法
邀请本厂9 位制曲方面经验丰富的专业人士组成感官评价小组,根据本厂制定的大曲感官评分标准,分别对酱香大曲的感官、断面、香气进行评价。
1.2.3 理化指标检测方法
1.2.3.1 小麦粉碎效果检测方法
小麦经磨辊碾碎后,均匀接取小麦约500 g,记录重量后通过20 目筛进行分离,筛表面留存为粗粉,过筛小麦粉为细粉,称取粗细粉重量,计算粗细粉比例。
1.2.3.2 发酵温度检测方法
曲坯培菌发酵过程中,每天9 点使用探针式温度计分别检测曲房内靠窗、中间、靠门位置表层曲的品温,并作记录。
1.2.3.3 水分含量检测方法
称取大曲粉约5 g 均匀放至水分测定仪托盘中,待重量示数稳定后开始加热,在120 ℃下检测其失水率。每组样品重复检测3次,取平均值。
1.2.3.4 酸度检测方法
按照QB/T 4257—2011 酿酒大曲通用分析方法测定大曲酸度。
1.2.3.5 糖化力检测方法
按照QB/T 4257—2011 酿酒大曲通用分析方法测定大曲糖化力。
1.2.3.6 挥发性风味成分检测方法
取2 g大曲样品,装入15 mL顶空瓶中,加入1 g氯化钠,加盖混匀,使用三相萃取头进行顶空固相微萃取。萃取温度为40 ℃,平衡时间10 min,萃取时间40 min。萃取结束后将萃取头于气相色谱进样口解析3 min,进样口温度250 ℃。
色谱条件:DB-WAX 色谱柱(30 m×0.25 mm,0.25 μm);He 作为载气,流速控制为1 mL/min;采取程序升温方案:起始温度40 ℃,维持3 min,以5 ℃/min 升至80 ℃,再以10 ℃/min 升至230 ℃维持7 min;汽化室温度为250 ℃;不分流进样。
质谱条件:选择电子轰击电离离子源(EI),电子倍增器电压为350 V,电子能为70 eV,发射电流为200 μA,接口温度为250 ℃,离子源温度为200 ℃,质量范围控制在33~450 u。
半定量方法:以乙酸戊酯、叔戊醇、2-乙基丁酸作为内标,样品中鉴定的挥发性化合物以与内标物质量浓度之比计算。
1.2.4 数据统计与分析
采用MS office 2016、SPSS 22 等软件进行多变量统计分析,结合origin 2021、SIMCA-P 等软件进行图表制作。通过化学计量学方法探究不同大曲之间的差异性和内在联系。
2 结果与分析
2.1 小麦粉碎结果
小麦的粉碎效果,决定了曲坯结构的松紧程度,若粉碎效果差,粗粉比例高,曲坯松散不吸水,培菌升温快,挺温时间短;粗粉比例少,则曲坯过紧,不透气,水分过高,易形成窝心曲。通过润粮,不仅可以补充小麦水分,还可以软化小麦,使粉碎时细粉比例增加。
如图1 所示,经磨辊碾碎后,梅花瓣状的小麦粉中,粗粉比例通常高于细粉,可占小麦粉的60 %~70 %。实验组使用10 %水分润粮,小麦粉碎后细粉比例为42.2 %,粗粉比例57.8 %;对照组使用5 %水分,经磨辊碾碎后细粉比例为31.6 %,粗粉比例68.4%。优化润粮水分后,小麦细粉比例增加了10.6%。

图1 优化前后小麦粉碎结果
在实际生产中,小麦在传送带运输过程中,上方喷头喷出水分使小麦均匀受水,经过一夜的堆积,小麦可充分的吸收水分软化。水分用量的增加,使小麦硬度降低,更易形成细粉,从而提高细粉比例。
2.2 发酵温度记录结果
高温制曲是酱香型白酒特色生产工艺“四高”之一,酱香大曲培菌温度的高低和挺温时长,对形成酱香风味有重要影响。
如图2 所示,同一曲房中不同位置大曲也存在差异,温差可达到0~6 ℃,其中,曲房中间段发酵温度最高,靠窗靠门等边缘靠墙区域的曲坯温度则低于中部曲坯发酵温度,但曲坯整体升温趋势一致。不同区域存在温差,这也是造成同一曲房同时存在黄褐色曲、灰白色曲和黑褐色曲等3 种类型大曲的主要原因。为进一步探究曲坯升温趋势以及工艺优化对曲坯发酵温度造成的影响,选取实验组、对照组中部曲坯发酵温度进行比较分析,详见图3。
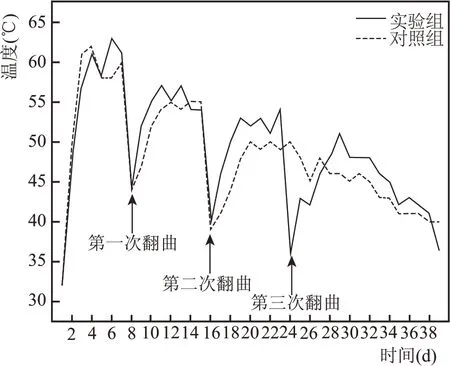
图3 优化前后大曲发酵升温趋势
通过图3 可以发现,对照组在初期阶段升温速度大于实验组,随后实验组迅速反超,其顶温、翻曲后回升速度皆大于对照组。
实验组细粉比例增加,曲坯更加紧实,增加拌和水分后能更好的提浆、收汗等,在入房前期,由于水分含量高于对照组,因此升温速度较慢。但对照组水分低,曲坯结构松散,升温猛,散热快,因此顶温达到60 ℃后无法继续上升,且后劲不足,翻曲后顶温都低于实验组。第三次翻曲使实验组每块曲坯培养条件更加均匀,可避免部分曲块长期放置于地面、墙边等发酵条件较差的位置,使曲坯发酵更均匀。
2.3 感官评价结果
对实验组与对照组出房大曲进行感官评价,实验组各项得分均高于对照组,评价结果详见表1。

表1 工艺参数优化前后大曲感官评价
由表1 可知,实验组黄褐色曲块占比相较于对照组增加了6.7 %,灰白色曲数量减少了6.6 %,黑褐色曲块占比无较大变化。实验组断面所展现出的曲心较对照组更为干燥,且无明显的杂菌菌斑,灰白色区域面积更大,色泽一致,菌丝更加明显,而对照组中青色菌斑较明显。实验组与对照组在香味上无明显差别,但对照组有少许异杂味,说明杂菌为大曲带来了异杂味。
由实验组大曲感官评价结果可知,实验组所实施的工艺参数优化措施对大曲品质变化具有切实影响。灰白色大曲多见于墙和窗户边较潮湿、温度低的区域,实验组在二次翻曲后近30 d 的发酵时间内增加了一次翻曲,使曲坯发酵更加充分,同时又保证了挺温时间充足,墙、窗户附近的大曲经过第三次翻曲后,发酵更加充分,这可能是实验组黄褐色大曲数量增加,灰白色大曲数量减少的主要原因。
实验组增加拌和水分后,延长了收汗时间,一定程度上保证了曲坯水分不会过高,同时曲坯结构不会出现水分太低导致的松散、垮塌,从而减少了挺温短等问题,这可能是实验组断面曲心更干燥、无菌丝的主要原因。大曲的异杂味大多数来源于大曲发酵不均匀、受热不足,导致曲心的水分重,甚至形成窝心曲,从而滋生杂菌、产生异味,对照组大曲可能发酵过程中受热不均,导致墙边、窗户旁的大曲受热少,从而曲心水分重,滋生杂菌、产生异味。
2.4 理化指标检测结果
优化前后出房大曲水分、酸度、糖化力如图4所示。
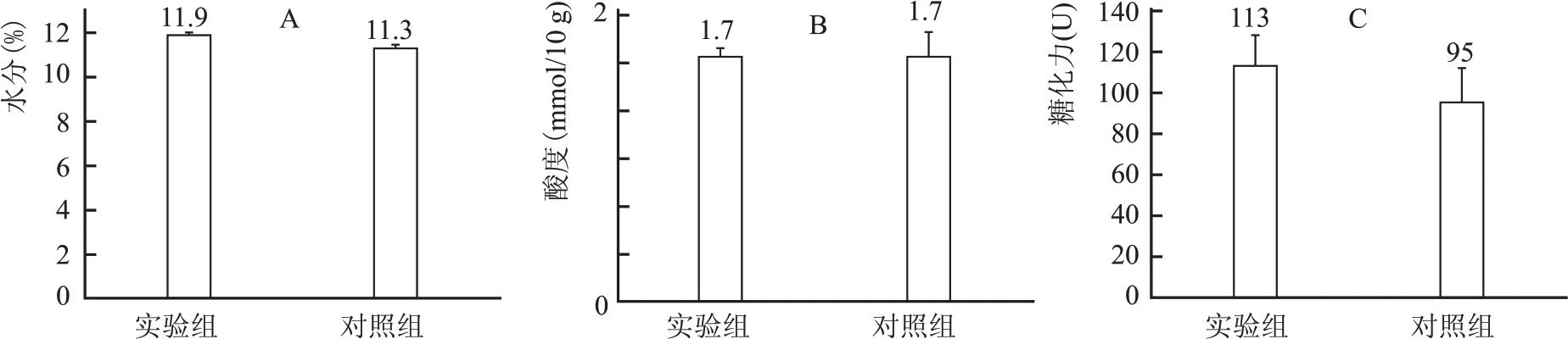
图4 优化前后大曲理化指标
由图4 A—图4C 可知,出房大曲水分均在13 %以下,实验组大曲水分为11.9 %,对照组为11.3 %,实验组水分含量略高于对照组;实验组大曲酸度为1.7 mmol/10 g,与对照组相同,但对照组酸度波动更大;实验组大曲糖化力为113 U,相较于对照组提高了约18.9%。与对照组相比,实验组拌和水分的增大,使曲坯水分含量增大,因此出房大曲实验组水分略高于对照组。随着小麦粉的细粉比例增加,曲坯结构更加紧实,减少了断角、垮塌的几率,使曲坯发酵更加稳定,也有利于微生物对原料的利用,能够更好的生长代谢,这可能是导致实验组糖化力上升的原因之一。
2.5 风味化合物分析结果
优化工艺参数前后大曲挥发性风味化合物定性定量结果如表2所示。
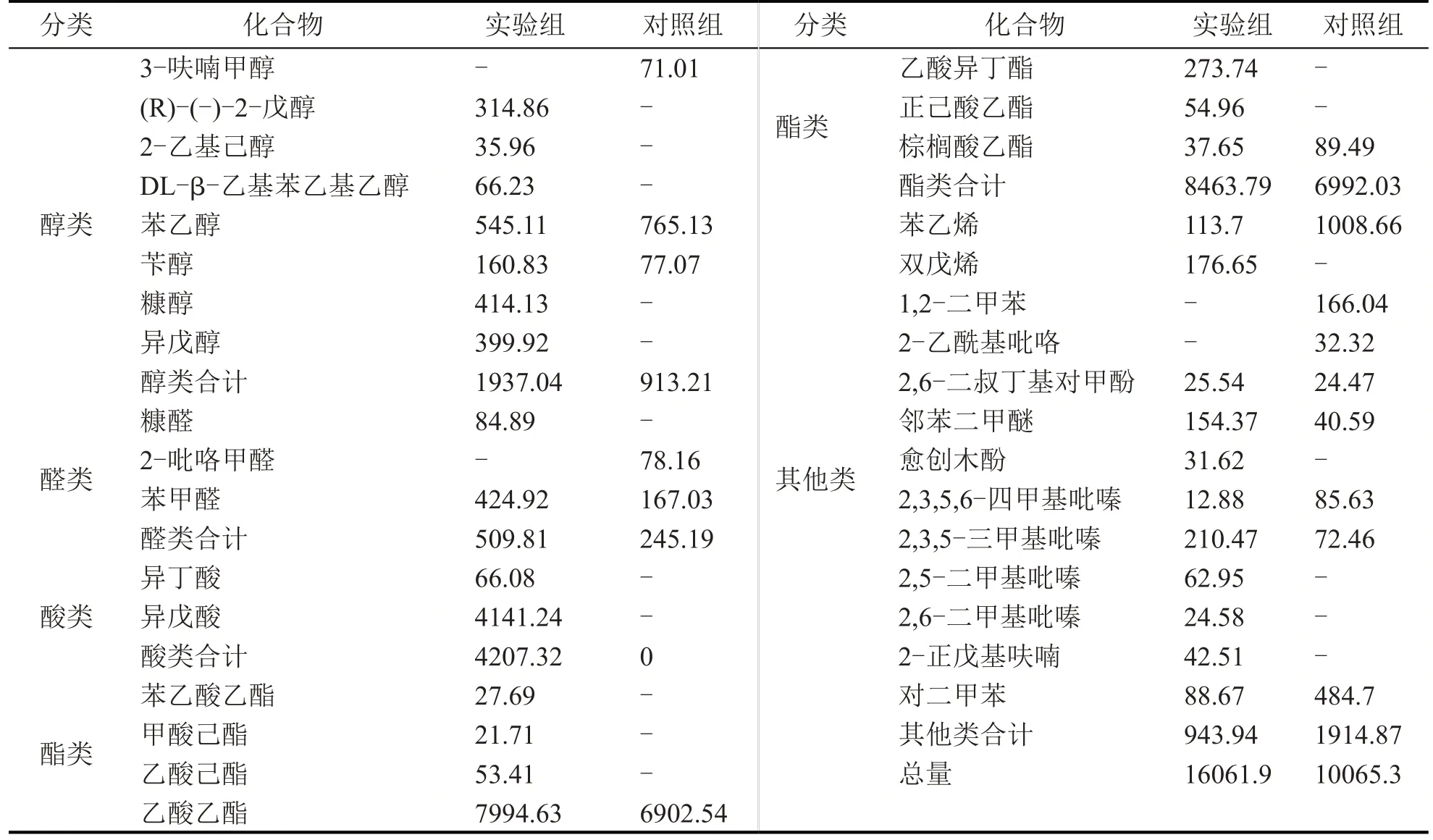
表2 工艺优化前后大曲风味化合物 (μg/kg)
由表2 可知,实验组大曲风味化合物总含量约16062 μg/kg,共29 种风味化合物,对照组为10065 μg/kg,共15 种风味化合物。两组大曲风味化合物均为酯类物质含量最高,约占50%,实验组酯类物质含量约高出对照组1400 μg/kg;实验组中酸类物质含量仅次于酯类,而对照组中可定量的酸类含量极少;醇类物质也是大曲中的主要化合物种类,实验组为1937 μg/kg,对照组为913 μg/kg。除烷烃类与杂环类外,实验组含量均大于对照组。
实验组中苯甲醛含量高于对照组,苯甲醛与愈创木酚均为酱香型白酒中的特征芳香族化合物[15]。(R)-(-)-2-戊醇、2-乙基己醇、DL-β-乙基苯乙基乙醇、糠醇、异戊醇、愈创木酚、2,5-二甲基吡嗪、2,6-二甲基吡嗪、2-正戊基呋喃、糠醛、异丁酸、异戊酸、双戊烯、对二甲苯、苯乙酸乙酯、甲酸己酯、乙酸己酯、乙酸异丁酯、正己酸乙酯等19 种风味化合物为对照组中未检出的化合物。2,5-二甲基吡嗪、2,6-二甲基吡嗪是酱香型白酒最主要的特征风味化合物,是影响大曲香气的重要成分,通常在高温条件下更容易产生吡嗪类物质,说明实验组工艺优化取得良好效果[15]。
3 结论
通过对大曲润麦水分、拌和水分、翻曲次数等工艺参数和有序步骤进行优化,大曲品质得到了明显改善。经过润麦后,小麦得到软化,有利于磨辊碾磨,粉碎后细粉比例由31.6 %提高到了42.2 %,有利于曲坯结构更凑,不易松散开裂,也能避免曲坯过紧导致的散热不良。经过优化后,曲坯发酵温度得到明显改善,最高温度由62 ℃小幅度上升至63 ℃,但挺温比对照组更久,第三次翻曲后,温度回升能够达到50 ℃,比不翻第三次曲的同期发酵温度高3~5 ℃。实验组大曲酸度更加稳定,糖化力相较于对照组由95 U 提高至113 U。实验组大曲风味化合物总含量约16062 μg/kg,共29 种风味化合物,对照组为10065 μg/kg,共15 种风味化合物,优化后风味化合物得到明显提高与改善,酯类与酸类物质含量增加,苯甲醛是酱香大曲特征芳香族化合物,其含量增加154.4%,新增2,5-二甲基吡嗪、2,6-二甲基吡嗪和愈创木酚等特征风味化合物。综上所述,优化酱香大曲生产工艺参数对酱香大曲的感官评价、理化指标以及风味成分起到了明显的促进与提升。
猜你喜欢
新世纪智能(高一语文)(2020年10期)2021-01-04
新世纪智能(高一语文)(2020年10期)2020-12-31
少儿美术(快乐历史地理)(2020年7期)2020-11-26
戏曲研究(2020年2期)2020-11-16
中华戏曲(2020年1期)2020-02-12
家庭影院技术(2019年1期)2019-01-21
科学与财富(2018年8期)2018-05-09
知识经济·中国直销(2018年2期)2018-04-10
散文百家·下旬刊(2017年12期)2018-03-19
遵义(2017年1期)2017-07-12
