地埋式一体化污水处理设备在工业废水中的应用分析
2015-08-12 08:17程玉红赵晓琴
河南科技 2015年1期
程玉红 赵晓琴
(中平能化集团天成环保工程有限公司,河南 平顶山 467000)
随着工业的发展, 工业污水成为摆在人们面前的一个大问题,尤其是在化学工业、石油化工、轻纺、制药、食品和造纸等行业中, 所排放的污水具有种类多、 成分复杂、COD 浓度高、可生化性差和有毒害等特点。 如果不能有效地加以处理, 将会对环境造成十分严重的污染和破坏[1-2]。
我国现行的污水排放标准有 《污水综合排放标准》《城镇污水处理厂污染物排放标准》及当地环保部门的具体要求。 目前工业废水处理方法可分为4 大类,即物理处理法、化学处理法、物理化学处理法和生物处理法。 废水的水质情况不同,选择的方法也不同。 在生物处理法中,只要污水的可生化性比较好,就可应用具有处理效率高、能耗低、产泥量少、管理方便、占地面积小等优点的地埋式一体化污水设备。
小规模的与生活水类似的工业污水大多采用地埋式一体化污水处理设备, 而一体化污水处理设备类型较混乱,处理工艺不同,存在如何合理地选择和设计等诸多问题。 本文结合某市郊区化工废水处理项目,对“地埋式污水处理设备” 这种小规模分散式的设计进行了介绍和分析。
1 地埋式一体化污水处理设备的介绍
1.1 地埋式一体化污水处理设备的简介[3]
地埋式一体化污水处理设备是以生化反应为基础,将预处理、生化、沉淀、消毒、污泥回流等多个功能不同的单元有机地结合在一个设备之中而形成的污水处理组合体。 该设备不仅适用于城市排水管网难以覆盖的城市边缘地带和新区以及经济相对落后的广大农村、 小城镇地区, 还可以处理与城市生活污水性质类似的部分工业废水和医院、涉外宾馆等产生的城市特种废水。 国家有关政策规定城市特种废水未经处理不得直接排入市政排水管网。
1.2 地埋式一体化污水处理设备的优势
地埋式一体化污水处理设备主要有以下特点: ①投资和运行费用少。 地埋式一体化污水处理设备投资少,操作和管理方便,不需对操作人员进行专门的培训,只需适时对设备进行维护和保养,所以,运行费用也很低。 ②可埋入地表以下,地表可作为绿化或广场用地,因此该设备不占地表面积,不需盖房,更不需采暖保温。 ③地埋式污水处理系统为钢结构,上面覆土300—500mm。 钢结构池采用国内首创的互穿网络防腐涂料防腐, 它是一种橡胶网络与塑料网络互相贯穿形成的互穿网络聚合物, 它能耐酸、碱、盐、汽油、煤油,耐老化、耐冲磨,能带锈防锈。 一般来说,设备涂刷该涂料之后,防腐寿命可达12年以上。④设备中的生物处理工艺采用推流式生物接触氧化池,它的处理优于完全混合式或二、 三级串联完全混合式生物接触氧化池。 并且它比活性污泥池体积小,对水质适应性强,耐冲击性能好,出水水质稳定,不会产生污泥膨胀。同时在生物接触氧化池中采用了新型JYD 立体弹性填料,它具有实际比表面积大,使用寿命长,微生物挂膜、脱膜方便的特点,在同样有机负荷条件下,相比其它填料对有机物的去除率高,能提高空气中的氧在水中的溶解度。⑤由于选用的地埋式污水处理设备在生物处理工艺中采用了生物接触氧化池, 其JYD 立体弹性填料的体积负荷比较低,微生物处于自身氧化阶段,因此产泥量较少。 此外, 生物接触氧化池产生的污泥的含水率远远低于活性污泥池产生的污泥的含水率。 因此,污水处理设备产生的污泥量较少,一般仅需90 天左右排一次泥。 ⑥污水处理设备配套全自动电气控制系统及设备损坏报警系统,设备可靠性好,因此平时一般无需专人管理,只需定期对设备进行维护和保养。
2 工程项目的设计应用
根据《建设项目环境影响报告表》及相关环保要求,废水须达到国家排放标准才能排放。 因目前本工程项目的化工企业仅安装了一条生产线, 产生的生产废水总量仅为14t/周,废水量小,建造污水处理系统不经济,所以将生产废水定期送往污水处理厂进行处理。 生活污水通过化粪器初步处理后排入污水处理管网, 进入市政污水处理厂进行处理。 现在准备安装另一条生产线, 并在2017年以前将产能提升至1.8 万t·a-1。 随着产能的逐步提升,生产废水及生活污水量将增加,根据环保三同时的要求,厂区需建设配套的污水处理系统。 本项目选择地埋式一体化污水处理设备有以下几点原因: ①本化工企业位于市郊,使用独立的污水处理系统会节约大规模的管网;②企业建设污水处理系统的土地有限, 利用地埋设备可以节约土地,还可以进行地表绿化美化环境;③本项目的废水既包括生产废水, 也包括生活废水, 两种废水同时处理,可生化性较强。
2.1 工程概况
本项目对生产废水及生活污水进行处理。 生产废水包括组件清洗废水和油剂废水。 水量分别为:组件清洗废水10t·d-1,油剂废水6t·d-1,生活污水60t·d-1。
处理废水的特点:组件清洗废水含有大量的悬浮物,氨氮含量高,并且可生化性差;油剂废水COD 含量高,石油类含量高,可生化性非常差。 另外,水质水量波动较大,油剂废水及组件清洗废水均为定期排放, 污水排放不连续,易形成水质水量冲击。
这些特点要求我们找到适用于这种工业生活污水的处理方式,由于管理水平有限,在做工艺设计时尽可能地选择污泥少或无污泥产生的处理工艺, 防止因污泥处理不善而导致二次污染。 本项目采用地埋式一体化污水处理工艺,目前已经投入使用2年,完全能够达到污水排放标准。
2.2 设计参数的确定
2.2.1 原水水质

表1 组件清洗废水水质(mg·L-1)

表2 油剂废水水质(mg·L-1)

表3 生活污水水质指标(mg·L-1)

表4 三种污水混合后水质指标(mg·L-1)
2.2.2 设计处理水量
根据企业污水来源情况,并充分考虑水质水量波动,确定本项目的废水量。 废水的水量按厂区年产量为9000t·a-1进行设计,组件清洗废水水量按10t·d-1,油剂废水水量按6t·d-1,生活污水按60t·d-1。 考虑水量波动变化,本工程总设计污水处理量为120t·d-1,即5t·h-1。
2.2.3 处理后出水水质要求
处理后出水水质达到《建设项目环境影响报告表》中规定的排放要求, 及 《污水综合排放的标准》(GB8978-1996)的一级标准,具体水质参数见下表。

表5 出水水质(mg·L-1)
2.3 工艺流程
2.3.1 工艺流程图
本工程选用的工艺流程如图1 所示。
2.3.2 工艺说明
油剂废水及组件清洗废水均为定期排放, 污水排放不连续,两种废水应单独设置收集池进行收集,并将各类废水分开进行预处理,然后利用生化系统进行生化处理。
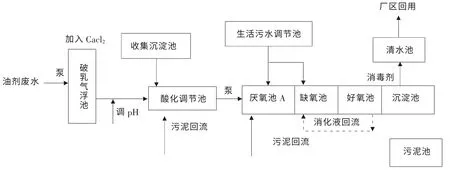
图1
油剂废水pH 值高,呈乳化白色状态,石油类含量较高。 本工程利用原有油剂废水收集池收集,通过化工泵泵送至破乳气浮隔油池内进行预处理。 油剂废水采用的破乳剂絮凝剂为CaCl2与PAM,破乳之后通过气浮分离,利用气浮隔油池将油物撇除, 废水除油后进入混合酸化调节池。
选用的一元化气浮装置由加药破乳絮凝装置、 气浮反应装置、气浮装置及配套设备电气装置组成,具有去除效率高、适应能力强、体积小、操作管理简单等优点。
组件清洗废水含有大量的悬浮物,并且可生化性低。利用原有废水收集池进行初步沉淀, 上清液溢流进入水解酸化池进行酸化水解,提高废水可生化性。 经过预处理的废水CODcr、NH3-N 含量高,各类废水进入混合酸化池进行酸化分解处理。 同时该池接纳部分的回流污泥, 在兼氧、缺氧条件下,受到水解和产酸菌的作用,废水中复杂的高分子或难降解的物质转化成小分子简单有机物,提高有机物生化性能。
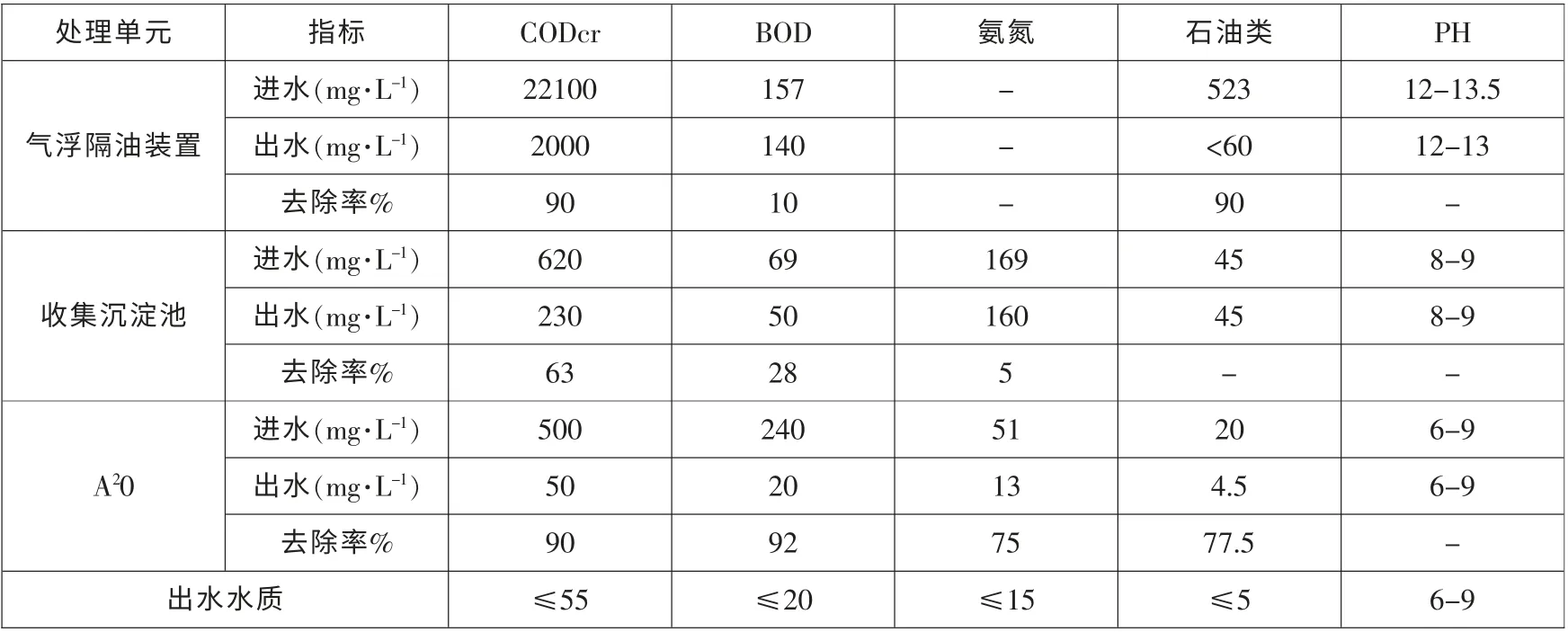
表6 主要处理设施的效果
经过酸化水解的废水进入生物反应池, 该部分由厌氧池、缺氧池(反硝化池)和好氧池(硝化池)组成。 生化池中设置有JYD 立体弹性填料,因为填料上反硝化菌的作用,回流废水中NO2-,NO3-可转化成N2, 从而达到脱氮的目的。 由于本工程采用了前置反硝化脱氮工艺,生产废水水质中COD/TK=4.1, 生产废水污水可生化性不高。 因此必须将生活污水引入反硝化池,以增加反硝化菌所需的碳源。 在厌氧池溶解氧控制在小于0.2mg·L-1范围内, 进入好氧池溶解氧应为2.5-3mg·L-1。该废水经过高负荷,一般负荷和低负荷串连运行后,完全能够达到脱氮降COD 的要求[4],不仅提高了处理效率,还防止了污泥膨胀,减少了剩余污泥,在整个系统运行当中实现污泥的“零排放”。 废水经过生物处理系统之后出水进入沉淀池,实现泥水分离,一部分污泥进行内回流,另一部分回流至水解酸化池,兼氧条件下水解,从而使部分污泥硝化,成为生物脱氮系统中的内源碳。 剩余污泥浓缩减容后外运。
本工程选用的生化处理工艺为A2/O 工艺,为节省工程投资和减少占地, 主处理设备采用地埋式一体化污水处理设备,为了方便管理和操作,污水处理站运行采用半自动控制。 考虑到工程所处的现场环境,为避免污水处理站机电设备产生噪音和振动,采用低噪音的电机及风机。地埋式一体化污水处理系统能有效利用地面空间, 设施上方经回填土后可种植花卉绿化,美化厂区环境。
2.4 主要处理设施的效果
从表6 中可以看出,此套系统运行效果很好,完全达到了污水处理排放标准。
2.5 技术经济分析
2.5.1 直接运行成本

表7 运行费用估算
处理1m3污水直接运转费(含电耗、药剂、人工)合计103.2/120=0.86 元(满负荷情况下),则直接运行费为0.86元/吨水。
2.5.2 间接运行成本
2.5.2.1 设备折旧: 折旧期按15年计算, 折旧费为32.56÷15=2.17 万元/年,折合为0.47 元/吨水。
2.5.2.2 设备维修费: 维修费每年按设备总投资的2%计算,维修费为32.56×2%=0.65 万元/年,折合为0.14元/吨水,间接运转费合计0.61 元/吨水(满负荷情况下)。
2.5.2.3 污水处理成本:0.86+0.61=1.47 元/吨水。
2.6 效益分析
2.6.1 经济效益
工程运行后,污水不外排,每年可减少排污费,并且处理后废水可回收用作厂区杂用水,减少水费支出。 污水处理成本为1.47 元/吨水, 污水处理成本为1.47×120×360=6.3504 万元/年; 工业用自来水单价为3 元/吨水,工业用自来水节约费用为3×60×360=6.48 万元/年; 污水排污费为0.8 元/吨, 减少排污费0.8×120×360=3.456 万元/年。 因此每年的经济效益为6.48+3.456-6.3504=3.5856 万元。
2.6.2 环境效益
污水处理系统建成后,污水得到有效处理后并回用,不但节约了水资源,还减少了对周边环境的污染,改善了周围环境,环境效益十分明显。

表8 环境效益一览表
2.6.3 社会效益
生活污水处理厂建成后, 厂区及周围的环境将得到改善,社会效益明显。
2.7 工程运行情况及分析
工程已经运行,系统达到稳定水平,出水水质稳定,达到了处理要求。 运行中应注意的问题:①出现故障时必须及时排除,主要故障为管路堵塞和风机水泵等的损坏。如果不及时排除将影响生物膜的生长, 甚至会导致设备生化系统被破坏。 ②定期观察及清理格栅处的杂物,以免对进水产生影响。 ③设备主要损坏部件为风机与水泵,必须执行保养制度。 风机每运行10000h 必须保养一次,水泵运行5000h—8000h 必须保养一次; 平常运行过程中,风机转向不能搞反,机油必须勤更换。
3 结语
3.1 地埋式一体化污水处理设备的特点适合化工企业工业生活污水的处理, 在工程中的应用解决了用地紧张的问题。 已运行的设备达到了污水处理水质的要求,满足了环保要求。
3.2 地埋式一体化污水处理设备在市政污水管网不能覆盖的旅游景点、度假村、工业生活区、农村和与之类似的有机工业废水等偏远地区,具有广阔的应用前景,对环境保护起到重要作用[5]。
[1]Otero M.Calvo LF,Estra B.etal.Thermogravimetry as a technique for establishing the stabilization progress of sludge from wastewater treatment plants [J].Themochimica Acta.2002.389 (1-2):121-132.
[2]Jiang J Q,Lioyd B.Progress in the development and use of ferrate(VI)salt as an oxidant and flocculant for water and wastewater treatment[J].Water Research,2002(36):1 397-1 408.
[3]董景,翟宇超,周湘杰.一体化污水处理设备的研究现状[J].四川化工工艺与设备,2012,15(6):38-42.
[4]明银安,冯小东.地埋式一体化小型生活污水处理装置的历史沿革 [J]. 土木建筑教育改革理论与实践,2008,20(10):435-438.
[5]赵玺.一体化污水处理设备在生活区的应用分析[J].山西建筑,2014,40(17):146-147.
猜你喜欢
合成纤维工业(2022年6期)2023-01-19
潍坊学院学报(2020年2期)2021-01-18
纺织报告(2020年4期)2020-08-14
少儿美术(2019年1期)2019-12-14
小哥白尼(趣味科学)(2018年6期)2018-09-14
中学生数理化·高一版(2018年6期)2018-07-09
中学生数理化·高一版(2017年10期)2017-12-19
合成纤维工业(2016年2期)2017-01-12
活力(2016年1期)2016-04-20
中国资源综合利用(2016年6期)2016-01-22