
扬琴产品装配调试工序调音环节的操作实践
2025-02-18 00:00:00胡玉峰
乐器 2025年1期
关键词:行业标准



摘要:为解决扬琴制作装配调试工序中调音环节的具体问题,开展生产实践的理性研究是十分必要的。本文将以求真务实的工匠精神,回顾扬琴整理调试工序调音环节的生产实践,把工作中所运用的操作手法和较细微操作经验和体会,用较直观地语言叙述,逐一归纳并介绍给广大从业者及演奏人员,帮助扬琴爱好者增长扬琴调试整理及调音的能力和技巧。使扬琴的调音技术手法更为普及,更为规范。其目的在于推广行业团队在调音环节的研究成果,促成行业标准化,促进社会服务意识的自觉,让扬琴调音技术走向大众,使扬琴这件乐器发挥出纯净优美的的声音特质。
关键词:扬琴制作" 行业标准" 整理调试" 调音环节" 杂音处理
扬琴调音是扬琴制作在装配调试工序中的重要环节。在扬琴生产线上,凡安装琴弦后的扬琴产品都将转入调试、调音的环节。要进行3~4次甚至更多次的琴弦调音后,再进入全琴验收,整理入库。一般说来,初调把无音高/松懈状的琴弦调紧至预定音高,使琴体有一个预应力适应的过程;但扬琴这种木质结构的乐器在琴体持续受力的作用下,会出现自然落音的情况。故此,需要进行第二次、第三次的调音。完成这个过程,扬琴即达到可以使用的状态。
本文意图将扬琴制作的调音工序实践所运用的操作方式和较细微的操作手法及生产实践体会,整理归纳并介绍给广大演奏者或读者作为扬琴调音时的参考,以帮助大家逐渐提高调音能力。目的是逐步向社会普及扬琴调音技术手法,使演奏从业者都能够又快又准地调音。如果能把扬琴调音变成简单易行的操作,在教室及舞台上的每台扬琴都会因此音高稳定、音质达标,将会有效地提升扬琴在大众音乐生活中的喜爱度。如果能让扬琴乐音保持悠扬纯净及优美,将会彰显调音技术的手法运用在普及扬琴演奏、提高扬琴演奏艺术魅力方面的积极作用。
一、调音前的装配质量检查与调音工具准备
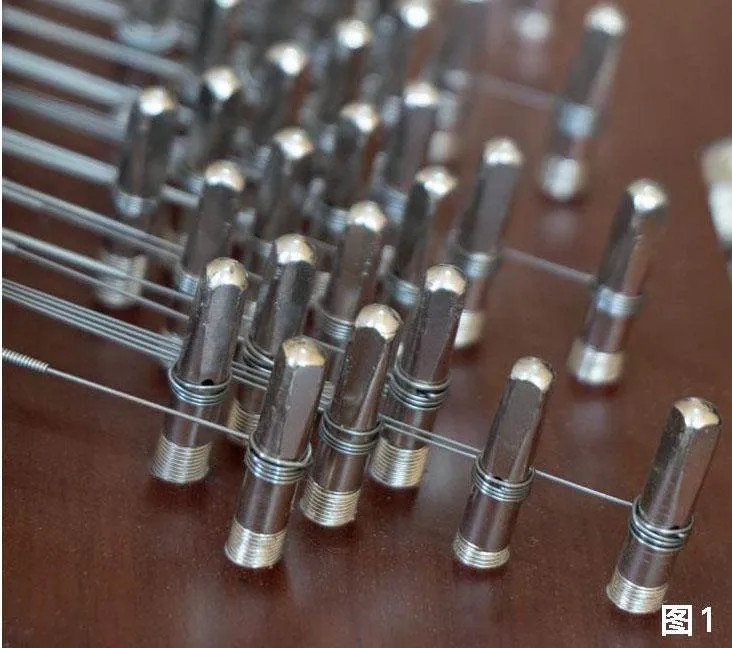
1.面对将要进行调试整理和调音的扬琴,要检查上一道工序的完成质量。如琴体表面的琴弦在通过的山口、琴马、挂弦轴方面是否符合工艺标准,是否稳定牢固,注意检查琴面与琴弦滚轴的摆放位置是否合适,琴弦与部件的接触点是否有滚轴脱落、调音轴上缠绕的琴弦是否间隔均匀无叠置,以此保证琴体美观有序的外观状态。必要时需要重新调整琴弦安装质量,达到工艺要求,如图1所示。
2.检查调音搬手的质量是否与弦轴吻合、牙口合适,无磨损,能随心有效地扭动琴轴。
3.调音用琴竹尾部拨动琴弦,其薄厚要恰当,尖部在半毫米左右,能精确地拨响单根琴弦。
4.目前,根据辅助调音工具的发展,有多种调音(仪)器可供选择。乐器商店可以购买适合自己乐器的调音(仪)器,在读懂说明书后可正确听辨使用。只要使用方便,调音仪器对音分的辨识度越高越好。
5.使用调音仪的关键是能辨识扬琴音位图上的音名显示,对看清调音器测音指针读数时还要结合耳音辨别加以确定,正确的把握所调音或高或低的调音方向,以适当的力度扭紧或扭松调音轴使琴弦微调至准确的音高。
二、调音(仪)器的音高识别
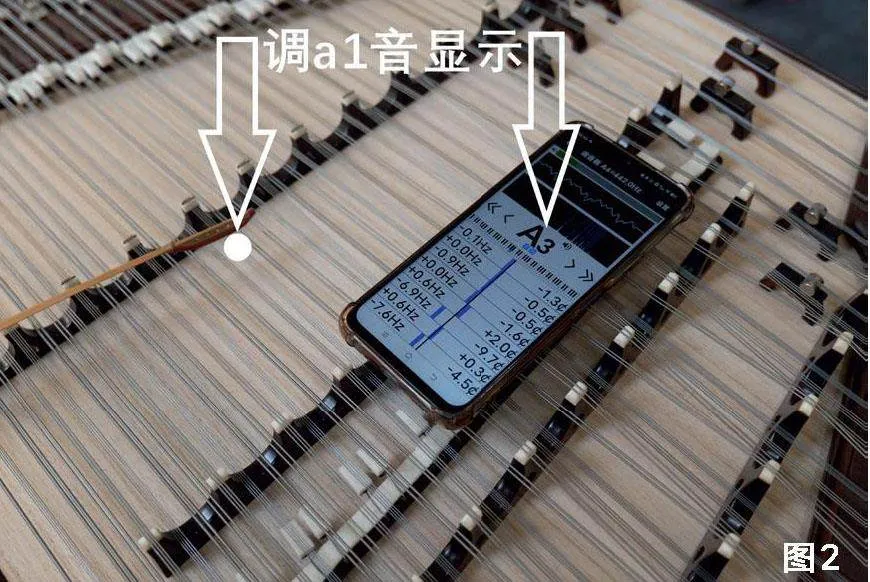
1.调音器所表示测定音高的音名往往是工业标准的标识,和我们学习的乐理知识中表示的音名有些不同。比如:以测音显示的标准音小字一组a1为例,手机用soundcorset调音软件标明的是a4,有些调音器标明成A3等。这一点,对能辨识音高的人可忽略,但对刚入门的人来说有些迷茫。难以确定标准音a1对应的组别高度。这是工业产品标准与音乐理论标准之间的差异造成的,所以确定标准音的测定标识极为关键,找准正确后方可以此类推,逐渐熟悉(图2)。
2.有些调音器的音分测定的高差设定在5音分为一档,即是音高差在五音分之内时指针不动,不会显示。的确,5音分之间差较小,很难分辨,甚至有人提出可以忽略。这是不正确的,不符合精准调音的要求。实践中会感到能识别5音分以内的调音器,指针过于灵敏,显示测定时始终处在摇摆不定的状态,难以认定准确音高。对耳音辨别能力不好的人确实难以使用。针对这种情况,要经过一段调音实践的摸索才能找到指针变化规律而变得应用自如。初学调音时,建议请内行人给予听辨标记识别的经验指导。
3.确定所需要调整乐器的调音音高标准
目前社会上普遍采用的标准音a1是440赫兹或442赫兹。正确选择仪器上的调音标准是正确调音的基本条件,否则会有重新调音的可能。这正是读懂使用说明书的意义所在。
三、调音时关于琴面调整的相关事项
每台扬琴都有琴面滚轴板上滚轴摆放的标准,调音时要确认滚轴摆放位置。
1.滚轴的移位与归位
滚轴安装的位置是有一定规律的,如果在演奏扬琴时,临时微调而改变位置,久之会出现滚轴严重偏离适当位置的现象,需要恢复或重新摆放。这时双面发音的琴马滚轴的摆放要符合双面发音的音程关系。如纯五度、减五增四度、大三度等,专业性较强,须引起注意和练习。另外,在换弦调音或初次调音时,有意会向外侧移动滚轴加大琴弦有效弦长,产生滚轴移位,这是快速调音的一种手法。这种方法的原理是利用琴弦在配置张力的范围内,在避免琴弦过急变化而断弦的同时,快速达到琴弦基本音高的张力。初调阶段往往是预留比调音标准低小三度音高差或更小的范围来完成本次调音的,有点像汽车磨合期限速的原理,不让琴体调音受力时变化过快造成内部结构的隐性损伤,起到保护扬琴琴体的作用。等下次调音时让滚轴归位后再达到音位的音高标准。这种归位即是恢复出厂时滚轴的摆放位置,保证产品传导设计的音质标准。例如,海之尊系列虎啸中音扬琴因标配有制音器,专门在滚轴三角码下方中心位置标记有滚轴位置的白色圆点,方便滚轴归位来保障制音器的使用。如图3所示:滚轴三角码固定位置(箭头所指的白色圆点)。
2.琴马条向右倾斜的复位
经常调音的情况下,低音琴马条向右倾斜是一种常见现象,这是因为向右紧弦调音时迫使琴马顶端被琴弦表面的镙纹拉动所致。需要进行复位才能正常使用扬琴。琴马复位的常用方法:一是利用工具如厚铁尺或小锤向左整体轻击琴马上端可称为硬性复位(图4)。二是提拉琴弦使其缓解琴马压力再复位到琴马上,使琴马自然复位。注意复位后检查琴马与琴面板的接触不要出现缝隙。
3.分弦
这是扬琴一音多弦必须要注意的事。这是最能有效避免琴弦振动刮碰出现杂音的方法。有使用分弦器进行分弦的。更多的是调音时多用琴竹尾部操作分弦,间距恰与琴竹键尾的厚度相当,标准是琴弦间距约1毫米即大于琴弦直径宽度为宜。
4.调音线路
调音线路即是调音先后的顺序。生产实践中总结出“均匀使琴体渐增式受力”调弦法为宜。为保持琴体逐渐受力过程的平衡稳定,居中以中音马缠弦部分调音开始。向低音区扩展,加固低音区的稳定后再调整高音马钢弦区,可适当解决全琴琴弦受力琴体音高降低较快且不断变化的麻烦。具体方法因人而异,有由下至上装配式平推调音法,围绕A音的四五度音程十二平均律调音法等。
四、调音流程的实践
对在生产一线从事扬琴调音的从业者来说,在调音前涉及的辅助内容还有很多。
1.出厂调整后的扬琴,往往是维护式调音
因琴体已经受力达标变化的原因,专业演奏者的调音往往是按“四五度循环法”十二平均律调音法,如,先调出所有A音高度并有经验式预留,再按其上五度或下五度音程关系顺序调整,这种方法适合演出前微调。成品出厂前的调音往往借用调音仪校对,暂不考虑音程精度,因琴体尚未稳定,音高变化太快。专业演奏前往往要使用提高音程精度的调音法,保障舞台应用。无论哪种方法都会有因琴体变化快需要反复调音的情况,扬琴的稳定期会因产品材料质地或配件质量而定,一般在半年左右。
2.琴马两侧调音。扬琴的高音马要双面调音(琴马两侧发音,一组琴弦发双音或多音)的特点。这种情况表现在402扬琴上有13组(位)以上。虎啸扬琴的双面调音可达16组(位)。实践证明:凡是这种调音对琴弦粗细均匀、质量标准要求较高,应选择同批次相同质量标准的琴弦为宜,以控制两侧(或多侧)琴弦出现右准左不准或反之的调音音高难以确定的现象,甚至在最高音区有一弦多音的现象,在本组琴弦调准后还要依靠调音仪解决这几个音位的音程关系。
3.压揉琴弦手法的应力转移。在调整琴弦出现微差,尤其是一马双音的情况下,用搬手调整扭力感觉控制不准的情况下,用手“压揉琴弦使另一侧琴弦音高产生变化”是一种极为有效的方法。虽然这种手法不能完全解决琴弦应力均匀的问题,但在特殊情况下使用可以保证十几分钟的音高稳定。为琴弦回归本体应力后再行调整提供参照。这也许是扬琴经常调音的原因之一(图5)。
4.琴弦配置与选择。在研发新产品时,尤其在新产品定型过程中,调音师的参与及其作用是不可缺少的。调音师要负责扬琴产品的配弦工作,也就是按音位需要选择合适的琴弦进行调整安装后再进行调音。这是一个技术性很强的工作内容,要考虑有关扬琴音色和演奏音量等因素的辨别与选择,甚至要对琴弦的制作标准提出建议,以保障琴弦在乐器使用中的客观效果如愿。
5.关注低音缠弦双侧应力的平衡。虽然扬琴的低音区缠弦因单面发音,容易调准,但琴弦应力短时间内难以通过琴马支弦点向两侧均衡,常见左准右不匀的现象。因此,当发音弦调准之后要观察另一侧不发音弦的应力反映,简单讲就是各弦音高尽量相等,避免调完琴弦之后,当演奏扬琴或琴弦自然平衡时,不发音区域的隐性应力发生所造成的“花音”。
这种运用压揉手法或用搬手调匀,使多根琴弦单侧调准后检查另一侧的音高平衡状态的手法,是可保证琴弦音高稳定的有效方法。
6.调音环节中的杂音与噪音处理。扬琴调音环节中会按工艺流程安装粘绒对降噪可起到一定的作用,但仍会有“杂音遗存”的情况,这是扬琴调试过程中常见的事。经验告诉我们:凡出现杂音一定会有杂音源,以出现在琴体表面部件之间的杂音为多。例如,发音或不发音琴弦会出现与琴马的刮碰、琴弦之间相碰、琴马摆放不平造成空隙的振动、音板与琴体间的粘合处开裂、小桥支撑、琴马滚轴支撑琴弦状态不平稳等等。当找到杂音源并用手轻按其发音处,马上会感受到这些杂音的产生状态。接下来当然就是利用缝隙加毡加垫、滚轴重置摆正、琴弦重新理顺等方法来消除杂音,甚至要动用工具来个“大手术”解决问题。
值得提醒的是,从事生产实践的时间越长,遇到的问题越多,如果说仅仅调准音高是一个基础性的标准,处理杂音则是标准之外的标准。实话讲,找到深藏于扬琴结构内部的杂音源比调音本身困难得多,要在调音过程中,通过对琴体部件的熟悉和经验对类似情况进行分析才能找到其根源并消除。无论多难找也要找,找到才能真正解决问题。
结语
长期的工作实践,我们认识到:在保证工作成效的基础上,调音质量的提升是保证与提高扬琴产品质量的重要环节。好的扬琴也更需要音准达标,整理调试琴体若稳定,扬琴使用寿命就长。因此在首次调音时,就要打好扬琴的调音基础,例如多观察处理琴弦的合理缠绕、掌握好对调音轴的握力控制能力及稳定扭力精度的动作手法、解决相关调音解决杂音的隐患问题等等。让调音工作,以摸得着、听得见、看的明白的实操水准在扬琴制作行业中有所表现。为调音社会化服务提供专业经验,为构建社会化的扬琴调音职业作出积极的探索。在平凡工作中,发挥个人和团队的集体智慧,不断交流以提升工作成效,为中国扬琴的乐器制作更好地服务于舞台艺术表演作出贡献。
参考资料:
刘寒力:《扬琴调音培训教材》,五色风(北京)音乐教育网。
猜你喜欢
西部皮革(2022年21期)2022-11-16 05:40:28
机械制造文摘(焊接分册)(2020年4期)2021-01-05 07:58:40
机械制造文摘·焊接分册(2020年4期)2020-01-11 01:16:49
河北地质(2017年1期)2017-07-18 11:08:11
中国医疗器械杂志(2015年5期)2015-12-31 06:15:30
电信工程技术与标准化(2015年10期)2015-12-22 09:08:26
中国质量与标准导报(2015年2期)2015-02-28 22:27:16
中国质量与标准导报(2015年2期)2015-02-28 22:27:14
中国质量与标准导报(2014年12期)2014-02-28 22:26:39
中国质量与标准导报(2014年12期)2014-02-28 22:26:38
