建筑垃圾处置中除土环节的技术改造
2024-12-31 00:00:00董浩贾宁宁李硕闫爱军王明涛
工程机械与维修 2024年10期


摘要:针对某建筑垃圾处置厂生产线现有的生产情况,为提高该生产线的处理能力,同时提高渣土的质量,需要对原有生产线进行技术改造,以实现渣土中含杂率的降低和渣土中骨料的进一步回收。该技术改造从技术、经济和实际操作上都具备较高的可行性,可以大大提高生产线的处置能力,同时提高产品附加值。
关键词:建筑垃圾;资源化处置;除土环节;技术改造
0" "引言
建筑垃圾处置是一个新兴的处置行业,针对性的处置工艺和设备都在探索研发中,加之物料性质多变,所以需要对建筑垃圾处置要全方位的把控,了解物料性质和产品动态,有针对性的设计处置工艺。在对建筑垃圾处置工艺摸索过程中,发现除土和除杂两个环节是工艺处置过程中的重中之重。但是在对建筑垃圾处置的研究之初,处置工艺多关注除杂环节的设计,却忽略了除土环节[1]。建筑物在拆除装运过程中,会将大量渣土混进建筑垃圾,渣土占建筑垃圾总量的30%~55%。在处置线前端必须有相应的除土环节,否则会影响处置线的处置能力及效率。渣土中的杂质难以去除。在除土过程中,最好不要将细骨料混入渣土之中,否则会降低产品的价值。因此有必要对建筑垃圾处置中除土环节的技术进行改造[2-3]。
1" "建筑垃圾处置案例解析
1.1" "项目概述
2017年7月,北京都市绿源环保科技有限公司建成投产了北京市第一个正式规划的建筑垃圾资源化项目,年处理能力100万t建筑垃圾。处置设计产能为250t/h,来料以混凝土块建筑垃圾为主,原料含杂率约为3%,经过一级破碎破和重筛分选之后,产生0~15mm渣土的量(包括很多超粒径的片状和针状物料)约占进料量的30%,产生量约为75t/h。
1.2" "除土工艺流程
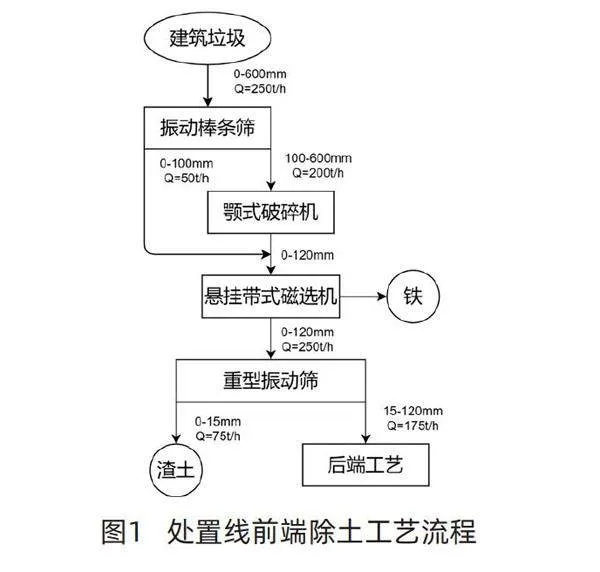
建筑垃圾经过预分拣及初始破碎达到入料要求(<600mm)后进入振动棒条筛进行分流,筛上物料(100mm以上)经过破碎机破碎到120mm后,与筛下物料(100mm以下)一起进入重筛分级,重筛筛下渣土(15mm以下)进入渣土仓。处置线前端除土工艺流程如图1所示。
但这种处置方式在一定程度上增加了渣土的量,一级破碎后0~15mm骨料也混入渣土中,加之该除土环节没有除杂功能,很多超15mm粒径片状物料也会透过条缝筛网进入筛下。因此会出现2种现状:渣土产生量大,约75t/h,损失一部分骨料,需回收提高其附加值;渣土含杂率较高,含杂量约1.5%。
1.3" "渣土的用途
处置对于渣土目前利用模式是,是掺和其他材料及胶凝剂等做成无机料使用,但由于渣土含杂率太高,客户对无机料产品满意度下降。为增加该部分无机料的产品质量,目前最紧迫的需求是降低渣土的含杂率。
2" "除土环节的技术改造研究
2.1" "技改的总体思路
渣土技术改造的总体思路是对0~15mm渣土进行再次筛分分级,让细粒径物料进入渣土仓,粗粒径物料经过除杂后制成再生骨料再利用,以提高其使用价值。
2.2" "技改方案原则
技改方案需遵循以下4个原则:一是尽量利用原有设备,减少新设备的采购,降低技改投入。二是尽量利用原有场地,保证后期检修需要。三是技改工艺与原有处置线处理能力相匹配。四是技改后处置线满足后续生产需求,保持对来料处置的灵活性。
2.3" "渣土物料组成分析
确定技改的总体思路后,需要对渣土物料进行试验分析,得出渣土的产生量、渣土各粒径的质量及含杂率,以便确定技改后端设备的选型和参数。此外要通过试验来验证技改后的实际效果。
根据工艺设计和试验要求,本次试验需要对渣土产生量及渣土成分和粒度的组成做数据分析,经过试验研究后得到以下数据。渣土物料组成分布表见表1。物质量组成分析中,对杂质没有进行粒径分析,因杂质含量少,对无机成分影响较小,默认杂质各粒径占比与无机成分相同。由表1的试验数据分析得出:技改前渣土的含杂率为1.53%,渣土在7mm左右时,物料上下分布约各占50%,分级粒径选取7mm。通过上料皮带称及渣土出料皮带称数据得出,当上料速度在250t/h左右时,产生渣土的量约为72t/h。考虑到物料成分的波动,筛分设备选型处置能力应不小于80t/h。
2.4" "技改方案
按照处置线现场实际情况结合市面上现有设备情况,有3种技改方案。
2.4.1" "技改方案一
技改方案一工艺流程如图2所示。将重型筛更换为重型弛张筛筛,下层筛网孔径由15mm减小至7mm。更换为重型弛张筛的目的是提高细小、含土量较高、粘性大的物料的透筛性,以提高振动筛的筛分效率。
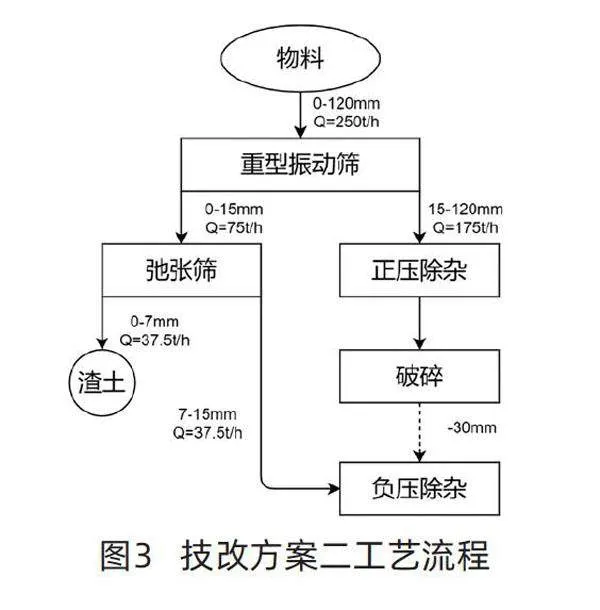
2.4.2" "技改方案二
技改方案二工艺流程如图3所示。重型筛筛下物0~15mm物料经过弛张筛筛分,除去0~7mm渣土后,7~15mm物料送至反击破缓冲仓,后续进行负压除杂,然后进入产品仓。此方案将新增的弛张筛及物料转载皮带置于预分拣车间,保留了出料端的旋转布料皮带。
2.4.3" "技改方案三
工艺流程跟技改方案二一致,区别在于场区布置不同。此方案需要拆除渣土仓上旋转布料机,将新增的弛张筛安置于此处,弛张筛筛下进渣土仓,筛上物料从高空运至二破缓冲仓。
2.5" "3种技改方案对比
2.5.1" "技术工艺对比
方案一需要将重型筛更换重型弛张筛,对比方案二和方案三新增驰张筛,有几个比较突出的问题:一是重型驰张筛筛下层筛孔从15mm调整为7mm,筛下物料的出料比例约占15%,会严重影响重型弛张筛的筛分效率和处理能力。二是更换筛孔尺寸后,进入正压分选设备的物料粒径由15~120mm变为了7~120mm,最大物料与最小物料粒径的比增加了一倍,为此对正压分选风力的控制要求更加严格,影响了正压除杂的效率。同时,方案一和方案二保留了渣土仓上的旋转布料机,渣土仓能更大化的利用空间,有利于成品料的布料。总体上,在技术工艺方面,方案二比较好。
2.5.2" "费用预算对比
方案一需要更换重型弛张筛、设备工作台及相应的溜槽,设备费及安装费预估89.5万元。方案二需要新增弛张筛、3条转载皮带及物料提升机,设备费及安装费预估123万元。方案三需要新增弛张筛、1条转载皮带及利用改造原有设备,设备费及安装费预估106万元。在费用投入上,方案一优势巨大。
2.5.3" "技改工程量对比
方案一因仅更换一台设备,改造简易,不占用其他空间,工程量较小且不影响后期设备检修。重型驰张筛安装高度低,便于维修,整体使用效果最好。改造及新增设备相对较少,改造相对集中化,空间利用率高,不影响其他设备的检修。
2.5.4" "其他问题
方案一中更换的重型弛张筛在市面上属于新型研发设备,实际使用效果待考证。方案二设备改造相对集中化,空间利用率高,不影响其他设备的检修。方案三厂房内布置皮带,影响了一部分设备的检修,拆除渣土仓旋转布料机,渣土仓利用率降低,弛张筛和架空皮带安装高度高,不利于检修。方案一改造周期约需要10d,方案二和方案三改造周期约需要20d。
2.5.5" "技改方案确定及实施
通过技术专家组论证,考虑到方案一中重型弛张筛性能的不确定性。通过比较方案二和方案三,优先确定方案二。该方案在技术效果、场区布置及可操作性上都具有很大优势,在经济投入上虽稍多,但是通过后端产品的质量和产量完全可以弥补该投入费用差。整个技改项目的实施放在生产淡季进行,新增弛张筛、3条转载皮带及物料提升机,辅助非标溜槽、工作台及控制和配电系统,改造周期18d,调试2d,共计花费118.4万元。
3" "技改效果验证
3.1" "技改后效果验证
技术改造后,对生成的0~7mm渣土和7~15mm再生骨料进行试验检测。由试验数据分析得出,技改后0~15mm渣土的含杂率为0.63%,7~15mm再生骨料的含杂率为0.84%,相较于技改前0~15mm渣土的含杂率1.53%有明显降低,效果显著。
技术改造后,通过上料皮带称及各出料皮带称数据得出,当上料速度在250t/h左右时,产生0~7mm渣土的量约为34t/h,产生7~15mm骨料的量约为37t/h。
3.2" "技改后经济效益分析
3.2.1" "直接经济价值
技改后产生的7~15mm混凝土块再生骨料销售价格为45元/t,渣土销售价格皆为0。按设计产能100万t/a计算,技改后回收约14.8万t再生骨料。按生产线实际运行平均产能40万t/a计算,技改后回收约5.92万t再生骨料,每年增加产品附加值约266.4万元,经济投入回收周期约为6个月,经济效益可观。
3.2.2" "间接经济价值
0~7mm渣土中含杂率降低,会增强在无机料中的使用效果,提高无机料销售量和销售价格,增加客户满意度。7~15mm骨料经过技改后回到生产线中,减少了渣土的产生量,渣土倒运次数减少,倒运机械台班也相应减少,每年减少5.44万t渣土的转运,节省了机械费用开支。
4" "结束语
为提高建筑垃圾生产线的处理能力,同时提高渣土的质量,本文针对某建筑垃圾处置厂生产线现有的生产情况,对原有生产线进行技术改造,以实现渣土中含杂率的降低和渣土中骨料的进一步回收。该技术改造从技术、经济和实际操作上都具备较高的可行性,可以大大提高生产线的处置能力,同时提高产品附加值[4-5]。
在设计建筑垃圾资源化处置的工艺技术流程时,要全方面统筹进行考虑,对接收的建筑垃圾进行物质量分析,不仅要精细化除杂,也要着重考虑除土问题,这直接影响到整条处置线的处置能力和产品质量。技改方案是在原有生产线的基础上进行改造,实施具有一定的局限性,技改后在生产运行过程中,有很多环节需要多加维护和保养。总体来看,该技术改造在实际运行中效果比较理想,可为同类技术改造提供借鉴和参考。
参考文献
[1] 董浩,曾波,唐飞,等.建筑垃圾资源化处置技术[J].建筑技术.2021(7):805-809.
[2] 李慧.我国建筑垃圾资源化发展问题分析[J].价值工程.2018(34):223-224.
[3] 闫宏亮.建筑垃圾循环再利用处理工艺改进研究[D].长春:吉林大学.2019.
[4] 韩晓飞.建筑垃圾在再生建材领域资源化利用:以济南市某建筑垃圾资源化处理厂为例[J].节能与环保,2024(8):45-52.
[5] 李永辉.建筑垃圾处理生产线工艺流程优化方式与可持续发展路径[J].今日制造与升级,2023(12):52-54.
(北京都市绿源环保科技有限公司,北京" "102601)
猜你喜欢
建材发展导向(2016年6期)2017-01-17 20:58:46
建材发展导向(2016年6期)2017-01-17 18:37:43
科学与财富(2016年29期)2016-12-27 13:19:54
青春岁月(2016年20期)2016-12-21 14:35:30
科学与财富(2016年15期)2016-11-24 16:34:23
科学与财富(2016年15期)2016-11-24 13:32:47
演艺科技(2016年7期)2016-11-16 08:30:58
中国科技博览(2016年19期)2016-10-19 13:03:07
中国科技博览(2016年19期)2016-10-19 12:11:33
中国科技博览(2016年18期)2016-10-19 11:08:00