测量审核中扭矩扳子测量结果的不确定度评定与分析
2024-12-03 00:00:00吴晶姜天淇
品牌与标准化 2024年6期
【摘要】本文首先阐述了测量审核作为能力验证的一种方式具有重要的意义,其次介绍了测量审核的申请流程,最后对扭矩扳子测量审核的过程进行了详细的介绍,考虑了在扭矩扳子测量过程中可能引入的不确定度分量,并对测量结果的不确定度进行了分析评定。
【关键词】测量审核;扭矩扳子;不确定度
【DOI编码】10.3969/j.issn.1674-4977.2024.06.081
Evaluation and Analysis of Uncertainty in Torque Wrench Measurement Results During Measurement Audit
WU Jing, JIANG Tianqi
(Liaoning Institute of Metrology, Shenyang 110004, China)
Abstract: This article first expounds on the significant importance of measurement audit as a form of proficiency testing. Then, it introduces the application process for measurement audits. Finally, it provides a detailed introduction to the process of torque wrench measurement audit, considering the potential uncertainty components that may be introduced during the torque wrench measurement process, and conducts an analysis and evaluation of the uncertainty of the measurement results.
Keywords: measurement audit; torque wrench; uncertainty
0引言
测量审核是一种特殊的能力验证计划。在无适当、适时的常规能力验证计划时,合格评定机构可依据申请项目与范围参加适当的测量审核。CNAS-AL07《CNAS能力验证领域和频次表》规定了不同能力验证领域的频次,其中扭矩参数的测量审核频次为每三年一次。
测量审核作为一种质量控制的手段,可有效确保测量设备的准确可靠。测量审核结果也是CNAS判定实验室能力的重要依据,可作为能力验证的一个补充。申请测量审核时,实验室首先需要向有资质的测量审核提供者提交测量审核申请,待其受理申请后,测量审核提供者会安排邮寄测量审核样品。申请测量审核的实验室需要在规定期限内完成测量审核工作,并提交相关材料,如原始记录、证书、测量结果不确定度评定报告、标准器溯源证书等。其中,测量审核提供者需要具备相应的资质和背景知识,特别是在需要对复杂或敏感的数据进行审核时,对测量数据的收集、分析和解释应具有权威性,以确保数据的准确可靠。测量审核提供者需要定期经过CNAS评审,以持续保持其能力与资质。
本文用来做测量审核的样品为100 N·m数显扭矩扳手。由于数显扭矩扳子通常具备高精度的扭矩测量能力,其读值误差一般在±1.0%~±3.0%,甚至部分高精度产品的准确度可达到0.5%。这种高精度能够满足对扭矩精确控制的需求,在各类工业应用中提供可靠的测量数据。数显扭矩扳子通常支持多种工作模式,如峰值模式、跟踪模式等,这些模式使得扳手能够适应不同的工作需求,实现更灵活的扭矩控制。因此,扭矩扳子的测量审核通常选用高精度数显扭矩扳子作为样品。按照测量审核提供者提供的作业指导书要求,选取满量程的20%、60%、100%三点进行测试。通常来说,作为测量审核的样品,其应纳入CNAS测量审核样品库中,并且由能力验证相关部门对样品进行定期的管理与维护,使其保持有效性及稳定性。而在特殊情况下,若样品清单库中的样品无法满足某次测量审核的要求时,也可通过其他途径获得样品,但必须保证其经过相关计量部门校准,证明其数值的稳定可靠。当测量审核结束后,测量审核实验室应选择合适的方式对样品进行运输,确保在途中不改变样品特性,而参考实验室在接收到样品后也将及时对样品的性能进行确认以保证其作为样品的有效性。
1测量过程
本次测量审核依据JJG 707—2014《扭矩扳子》检定规程中的方法进行操作。本次测量审核的样品为100 N·m的标准数显扭矩扳子,根据规程对检定点的要求,选择校准点20 N·m、60 N·m及100 N·m进行测量。按照测量审核作业指导书的说明,仅选择顺时针方向进行校准。测量审核采用的标准器为0.3级的扭矩扳子检定仪。扭矩扳子各校准点标称扭矩值及校准结果均以N·m为单位。校准过程中,根据标准装置的实际情况,保留合适的有效位数。另外,实验室环境应满足JJG 707—2014《扭矩扳子》检定规程的要求,温度为(23±5)℃,湿度一般不大于90%RH,且尽量远离振动源,以减小环境条件对校准结果造成的影响。
2测量结果不确定度评定分析
扭矩扳子实测值为直接读取标准器上的数值,因而本次校准不需要建立扭矩扳子测量模型。对于测量审核样品,考虑以下因素作为引入其不确定度评定的关键因素:
1)扭矩测量结果的重复性引入的不确定度;
2)标准器引入的不确定度;
3)读数示值分辨力引入的不确定度;
4)测量样品回零误差引入的不确定度;
5)安装位置与受力状态引入的不确定度。
由于其他因素引入的不确定度影响因素较小,笔者忽略了它们对测量结果的影响。笔者以20 N·m一点为例,对测量结果进行不确定度分析与评定。
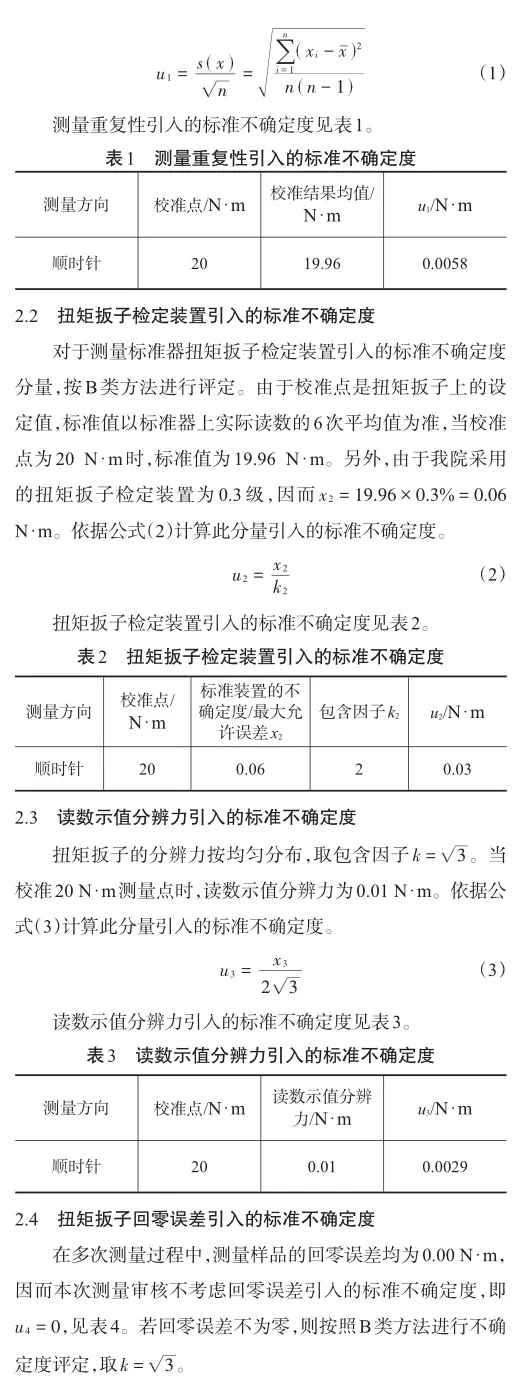
2.1扭矩测量结果的重复性引入的标准不确定度
对被测扭矩扳子的20 N·m测量点,按照作业指导书上的要求,需要在相关的条件下做6次重复测量实验。由于n=6,笔者用贝塞尔公式进行不确定度评定。按A类方法进行不确定度评定,依据公式(1)计算此分量引入的标准不确定度。

3结束语
本文首先介绍了测量审核在实验室认可中的重要作用,在其他方式的能力验证不容易获得时,测量审核是一种高效的能力验证方式。其次简述了扭矩扳子测量审核的频次及申请流程。最后,依据JJG 707—2014《扭矩扳子》及测量审核作业指导书对测量结果不确定度进行了评定。本文为同行开展扭矩扳子测量审核工作提供了参考与借鉴。同时,需要特别注意的是,当合格认可实验室的地址发生变更后,即使该项目的CNAS测量审核频次尚未到期,仍需及时在新地点申请测量审核实验,从而验证新场所的环境及设备设施等条件是否满足开展校准工作的要求。根据CNAS的相关规定,实验室在发生重大变更(如地址变更)后,需要向CNAS报告并接受现场评审或采取其他措施以证明其检测能力未受影响。测量审核是其中的一种有效方式,可以直观地展示实验室在新环境下的校准能力。
【参考文献】
[1]扭矩扳子:JJG 707—2014[S].
[2]测量审核实施指南:CNAS-GL02[S].
[3]测量审核实施指南:JJF 1059.1—2012[S].
[4]秦海峰,刘永录,王磊.扭矩扳子校准结果的不确定度评定方法[J].船舶工程,2012,34(增刊1):31-33.
【作者简介】
吴晶,女,1988年出生,工程师,硕士,研究方向为扭矩、转速、测速和检车线检测。
(编辑:李加鹏)