可调式专用内径尺的设计
2024-12-03 00:00:00张博陈冰峰梁孝飞郭良
品牌与标准化 2024年6期
【摘要】内径是孔类零件加工过程中的关键几何尺寸,是加工过程中的必检项。针对目前专用内径尺检测效率不足的问题,设计了一种可调式专用内径尺。本文对设计方案进行了介绍,完成加工后通过试验对可调式专用内径尺的稳定性与检测时间进行了分析,与传统的专用内径尺相比,可调式专用内径尺在保持稳定性的同时,检测时间更短。在保证检测数据可信的同时,达到提高检测效率的目的。
【关键词】内径尺寸检测;测量器具;专用内径尺
【DOI编码】10.3969/j.issn.1674-4977.2024.06.061
Design of Adjustable Dedicated Inner Diameter Gauge
ZHANG Bo, CHEN Bingfeng, LIANG Xiaofei, GUO Liang
(Materials Research Institute of ChinaAcademy of Engineering Physics, Youjiang 621700, China)
Abstract: The inner diameter is a critical geometric dimension in the machining process of hole-type components and is a mandatory inspection item during the manufacturing process. To address the current issue of insufficient detection efficiency of dedicated inner diameter gauges, a design for an adjustable dedicated inner diameter gauge has been proposed. This article introduces the design scheme and analyzes the stability and detection time of the adjustable dedicated inner diameter gauge after machining through experiments. Compared with traditional dedicated inner diameter gauges, the adjustable dedicated inner diameter gauge achieves shorter detection time while maintaining stability. This design aims to improve detection efficiency while ensuring the reliability of inspection data.
Keywords: inner diameter measurement; measuring instruments; dedicated inner diameter gauge
0引言
内径尺寸是孔类零件的重要指标,也是孔类零件加工过程中的必检项。常用的内径测量工具有游标卡尺、内径千分尺、内径百分表[1]。游标卡尺使用内量爪可以测量内径,量程能够达到500 mm,分度值为0.01 mm,使用游标卡尺测量时,测量者使用卡尺存在阿贝误差[1,2]。内径千分尺量程能够达到5000 mm,分度值为0.01 mm,接长杆越多,累计误差越大,需要测量者凭手感控制测量力,存在阿贝误差[3]。使用内径百分表(千分表)时,需要更换测头与被测内径尺寸对应[4]。
目前,使用较多的内径检测量具为专用内径尺,如图1所示。
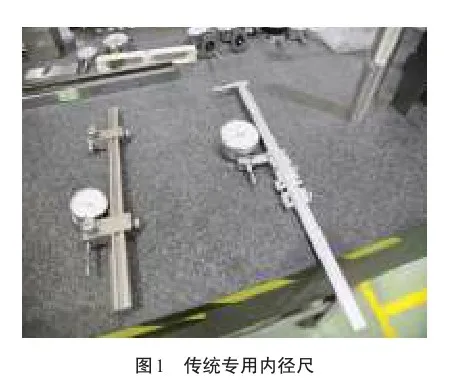
传统的专用内径尺存在检测效率不高的问题,主要体现为:1)尺寸大,需要接较长测杆,操作不便。2)测头宽,难定位至内径测量位置。3)定位测量时,读数较困难。传统的专用内径尺由于组装连接时间长、测头定位至测量位置耗时长,测量基本尺寸时也需要对量块,导致整体检测的时间长、效率低。因此,本文设计一种可调式专用内径尺,将百分表通过弯块和尺座与卡尺结合,达到快速定位测头,快速校准,最终提高检测的稳定性和效率的目的。
1方案设计实现
1.1方案设计
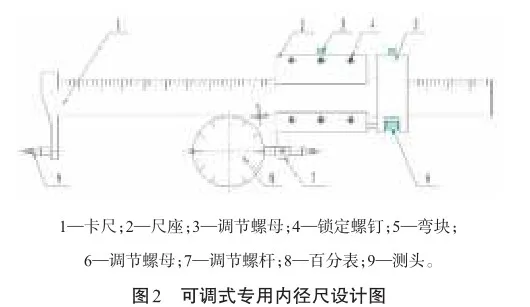
可调式专用内径尺的设计图如图2所示,可调式专用内径尺由卡尺、尺座、调节螺母、锁定螺钉、弯块、调节螺杆、百分表、测头组成。卡尺与尺座之间通过齿轮齿条连接,尺座通过齿轮在尺座的齿条上移动,实现测量尺寸变化。弯块与卡尺之间由齿轮齿条连接,弯块通过齿轮在尺座的齿条上移动,限位尺座。通过调节螺母和调节螺杆实现测量尺寸校准的微调。通过锁紧螺钉调节尺座位置。通过测杆与测头实现内径尺寸的测量。通过百分表显示相对测量值。
可调式专用内径尺的实物如图3所示。

1.2检测过程
可调式专用内径尺的使用流程如图4所示,包括内径尺组装、移动弯块、校准、测量4个步骤。
1)内径尺组装
不使用时,尺座、弯块等可以拆除放置在包装盒中,使用时,需要将尺座、弯块等安装在卡尺上。每次测量安装一次即可。
2)移动弯块
根据备测尺寸移动弯块,卡尺上有刻度线作为参考,可以依据其进行粗定位。通过粗定位将测头移动到与被测尺寸相近的位置。
3)校准
选用与被测尺寸相同的内径千分尺,调节微调螺母与螺杆,将百分表置零,完成校准、对表。
4)测量读数
将可调式内径千分尺的测头和百分表测头移动至被测尺寸位置,通过与对零值比较计算内径,完成测量读数。
测量过程中,通过反复进行2)~4)步的操作(即图4中虚线框中步骤),即可完成对不同内径的测量。

2试验结果
为了比较可调式专用内径尺、传统内径尺检测结果的稳定性和检测速度,使用两把尺子对同一标准件的内径Φ200 mm进行测量,比较测量结果。为了减少人员对检测结果的影响,选择能够熟练使用两种内径尺的检验员进行测量操作。
2.1稳定性比较
检验员使用两把尺子对同一位置测量10次,使用三坐标测量机测量同一位置内径尺寸10次。测量数据如表1所示,测量结果如图5所示。

通过图5可以看出,使用传统内径尺与使用可调式专用内径尺的测量结果均在200 mm附近,说明可调式专用内径尺的测量稳定性能够达到传统内径尺的水平。
2.2检测速度比较
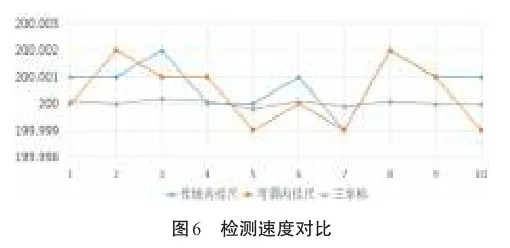
记录检验人员10次检测使用的时间,比较检测速度。检测速度如图6所示。检测时间见表2。

 DYq2DyTlg4c0Wtsd8hQ7A6HoUSuveKFhcXLPkChQkJs=
DYq2DyTlg4c0Wtsd8hQ7A6HoUSuveKFhcXLPkChQkJs=从图6中可以看出,使用可调式专用内径尺消耗的时间比使用传统内径尺更少,检测时间减少了33%。
通过试验可以看出,使用可调式专用内径尺的检测结果在保持检测稳定性的同时,提高了检测效率。
3结束语
本文对可内径检测的背景进行了介绍,分析了传统内径尺在测量内径时的缺点,针对其进行改进。设计了一种可调式专用内径尺,对设计方案进行了叙述,通过试验对可调式专用内径尺的稳定性和检测速度进行验证。试验表明,可调式内径千分尺在保证检测稳定性的同时,检测使用的时间减少了33%,提高了检测效率。
【参考文献】
[1]何贡.常用量具手册[M].北京:中国计量出版社,2005.
[2]陈文钰.游标卡尺的常见误差分析和故障调修[J].现代制造技术与装备,2021,57(10):153-156.
[3]徐晓东,杨斌.内径千分尺示值误差测量结果的不确定度分析[J].品牌与标准化,2021(2):60-62.
[4]赵海.内径百分表的使用与维护[J].湖南农机,2014,41(11):19,62.
【作者简介】
张博,男,1984年出生,高级工,研究方向为检验检测及工装夹具设计。
(编辑:于淼)