浅谈注塑机故障维修思路
2024-10-29 00:00:00冯玉辉李文博许能才万德俊李文鹏
汽车工艺师 2024年10期



摘要:结合在某汽车公司新增车型项目的注塑机调试的应用经验,以某车型前后保险杠为例,从车间应用角度来介绍,注塑机的选型、安装、调试及量产验证四个方面对注塑机故障维修技术进行阐述。
关键词:注塑机;设备调试应用;设备故障
近几年,伴随着中国制造步入工业4.0,树脂注塑在汽车整车厂行业中得到广泛的应用,随着树脂注塑技术的不断成熟以及消费者对汽车外观方面的要求不断提高,考虑到车型/造型的不断更新,车辆造型的升级以及前后保险杠的造型升级、更换,越来越频繁,对于树脂注塑的要求越来越高。目前在汽车整车,整车内饰、零部件、保险杠等工序升级较多的还是注塑塑料件产品。汽车整车升级新增车型主要改变还是外观为主,通过外观造型的改变,使车辆变得新颖,吸引他人,更加符合消费者的喜爱。整车保险杠新增项目主要需要注塑机平稳运行,制造出合格的保险杠产品满足客户需求,目前主要介绍注塑机的安装、调试技术的应用,可以减少现场安装、调试时间,保证设备平稳运行,稳定制造出合格产品。通过注塑应用技术的研究,并在2款新增车型注塑设备上进行了应用,希望为今后新工厂新增车型项目的规划及节拍提升和设备稳定一致性有所借鉴。
本文基于某品牌3300T注塑机的安装、调试、平稳应用过程中,对注塑设备及辅机的故障分析问题、解决问题过程论述, 以生产前、后保险杠为例,论述注塑机的技术应用;以注塑机的安装、调试、批量生产为例,介绍过程中的安装调试技巧及其故障解析思路、注塑机及辅机保养注意事项等,全面阐述注塑机故障维修的思路方式方法,对注塑车间建设、设备安装调试及后期的设备维修结合现场的实际做出一些经验总结。
1)注塑车间主要有注塑机、机器人、给料系统等,针对注塑车间的重要性做出具体的要求。
2)注塑机的选型要求及参数要求。
3)注塑辅机及设备地基配套设施使用要求。
4)注塑机快速安装技巧及其注意事项。
5)注塑机快速调试技巧及其方式方法。
6)注塑机及辅机保养技巧注意事项。
7)注塑机及辅机故障解析技巧。
注塑机的选型要求及参数要求
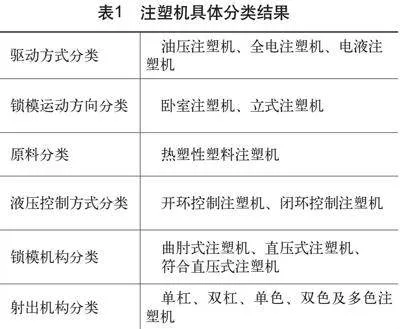
注塑机属于设备,又名注射成型机或注射机。它是将热塑性塑料或热固性塑料利用塑料成型模具制成各种形状的塑料制品的主要成型设备。注塑机本身就是一种集合电器、液压、电磁及气路等一系列复杂组合而成的设备。主要分为立式、卧式、全电式;不仅每种形式有不同设备,每种设备又分为多种型号,每种型号内部参数又有不同,各种型号设备分别应用不同生产的产品类型,所以对于不同的产品生产,做出不同的设备选型,有利于现场生产使用,还可以节省公司成本,也是设备开发人员不可忽视的重要环节。经市场调查,现在注塑机具体分类见表1。
一般注塑机(以某品牌3300T注塑机为例)安装时间周期为10~12天,注塑机安装过程基础参数的保障对设备后期运行性能、产品调试、产品质量的保障,都面临极大的挑战。
1)设备卸车。设备安装要求,使用50t吊车,把车上大型设备组件、零部件等,按逐步排列顺序吊装,由于设备装车都是“上小下大”,与安装顺序刚好相反,故在设备安装区域必须要有部分装卸区域(一般与安装区域相当),周围警示围挡。如果特殊情况或特殊区域无法预留设备吊装装卸区域,那么就必须在设备装车发货前,与厂家沟通表明,要多车次进场,需要按照装机顺序来分批次进场。由于注塑车间场地的特殊性,及车间场地要要求,对于安装设备的大小,吊装设备的选型、大小都是一种挑战。
2)地脚/钢带安装。优先吊装底座,吊装过程优先考虑使用50t行车与50t吊车配合使用可以节省时间预计1.5天。底座整体比较大,设备在安装在固定位置之后,调整底座水平需要通过专业水平仪标出水平数据(误差范围:±0.2mm),底座安装时,底座钢带使用纸皮或布条防护(底座钢带作为注塑机活动路板,是重要滑动部分,不能有任何磕碰)。操作示范如图1、图2所示。
3)注塑机动、定板安装。注塑机动板、定板在在安装时优先安装定板(定板在吊装时注意对格林柱做好相应防护)。定板吊装完毕后,需要再次确认定板相对的水平方向、定板格林柱大液压机的倾斜角度及炮筒相对的中心孔,之后才能吊装动板。当把动版、定板安装完毕后,设备四周挡板不要安装(当主要设备部件安装完毕后动、定板需要挂上模具调整动定板的垂直度,垂直度偏差±0.2mm,24h后需要再次验证)。安装过程需要严格按照顺序进行,具体设备状态参考如图3所示开模状态、图4所示合模状态(安装调整完毕状态)。
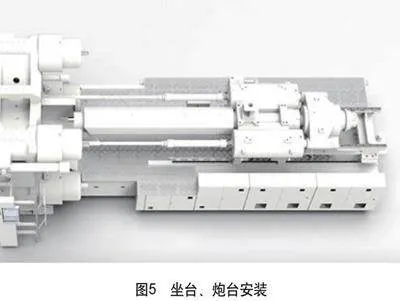
4)座台、炮筒安装。座台、炮筒、液压动力单元都是在同一集中块。安装时分组块安装,座台、炮筒主要为注塑机原料加热重要部件,按照提前规划的地面安装位置图定位安装,安装完毕后使用相关工具对炮筒与中心孔位数据测量记录,设备中心孔位不在中心位置将造成无法调试,如图5所示。
5)注塑机坐台与炮台安装。注射口与设备中心口对应,中心度偏差±0.2mm。
注塑机快速调试技巧及其方式方法
注塑机动力、电力、液压系统全部检查验证注意事项如下。
1)动力系统包括循环水系统、冷水机系统、设备水路系统,重点检查各管路方向、紧固点。
2)电力系统包括电力电缆排、线缆外观防护、绝缘、颜色标识及接地完善,都需要重点检查;检查控制系统、控制元器件、网线及网路通信等。
3)液压系统包括液压油液位、油品的颜色、型号,泵体的管路及泵体的冷却系统、设备的液压阀组、设备的大液压缸系统,全部需要检查。
设备动作优先点动动作,连续点动动作保持1h以上,主要是排除液压管路内部多余的空气,保证设备动作正常避免卡顿现象,直至听到设备动作出现平稳、流畅动作声音才算液压充填完毕(每次设备正常连续动作前,一定要点动10次以上)。
注塑机及辅机保养技巧注意事项
注塑机属于大型动力成型设备,加热系统加热原料粒子后,挤出成型。优先对设备的特性分析如下。
1.液压动力不足
表现为开合模不动作、开合模动力不足、开合模过程卡顿、开合模异响、开合模动力泵体异常及开合模大液压机异常。
分析:先确认机械问题或者电器问题,优先判断出来。
1)机械问题:泵体本身机械问题,如轴承、泵体底座固定状态、油管爆管、液压缸卡死及液压缸内泄。
2)电器问题:油泵控制问题,如电器元器件、线路、泵体y1G+BHkIk/7N0YH/NXu4jA==连锁信号条件不满足。
从上面分析出来众多原因可以看出,导致问题出现的原因多种多样。经过长期的观察与经验积累,总结出来一个符合现场的、快速、合理的操作诀窍,遵守一个“先易后难、先外后内”的原则,现场解决问题。
2.模拟所示故障现象
故障现象:开合模动力不足。
故障排查顺序:检查开合模大液压机外部有无漏油OK→检查油管及各紧固螺栓无破损、松动漏油OK→检查电动机三项电源电压正常运行OK→点动检查各压力输出单元压力(两人配合检查压力表压力)NG。
1)重点检查分析此段区域影响压力因素。
2)检查油管、电磁阀、控制阀,同样先易后难,油管OK→控制OK→电磁阀NG。
3)手动拆卸电磁阀,检查电磁阀芯,检查后,发现阀芯被细小颗粒卡死,如图6所示。
4)重新清洗后,确认无误,开机点动验证,正常,连续5次手动开合模正常,全自动连续生产。
3.开合模动力不足解决措施
1)针对油品质量过滤制定过滤频次。
2)针对电磁阀清洗制定清洗频次。
3)对此故障制作相经验总结。
4.辅机保养技巧及注意事项
1)注塑机辅机主要包含模温机、冰水机、粒子输送系统及产品自动化系统等。以粒子供料系统为例,要了解此设备的功能(主要为注塑机粒子输送)有哪些关键结构组成(电动机、真空泵、各PVC管路及料斗系统)。
2)保养还要遵守先易后难、先外后内,还要考虑实际应用情况 ,使用频繁度等。所以优先考虑动作部位,如电动机、泵体、料斗系统,这些列为重点保养项目。
3)按照正常的日点检、巡检计划进行即可,关于维保的计划,需要按照实际的消耗频次、正常安排的计划进行。需要注意的是,计划性点检、巡检与实际可以出现偏差,也可以修正。前期最好一个季度修改一次,一年之后可以形成文件性计划,以后按照此思路逐步进行。
结语
注塑机故障维修思路得以应用于现场,保证所做的工作和现场实际的设备运行情况基本一致,才能保证设备平稳运行。随着设备的不断更新,也出现了五花八门的注塑设备,但是对于维修人员来说万变不离其宗,只有一个目的,即注塑机出现了问题,能够快速恢复设备生产功能为第一要务。