
基于MTM法的电气产品装配标准时间资料库设计与实现
2024-06-09 15:15:30申王祺菲乐锦阳熊福粉王璇夏乐冉
河南科技 2024年7期
申王祺菲 乐锦阳 熊福粉 王璇 夏乐冉


摘 要:【目的】针对T电气企业缺少产品装配标准时间资料库、科学管理不完善的问题,设计了基于MTM法的标准时间资料库,并利用Excel软件编码实现。【方法】首先,根据企业主要产品的生产特征,运用成组技术、Pareto分析等将车间产品类型化,确定了5类8个代表产品;其次,运用MTM法和标准资料法建立了代表产品的标准时间资料库;最后,利用Excel软件进行编码,建立了标准时间数据系统。【结果】基于标准时间数据系统,企业可以快速查询、调用产品装配标准时间。【结论】结果表明,基于MTM法建立的标准时间资料库有利于生产线平衡设计和人员绩效管理,同时为新产品装配标准时间的测定提供借鉴和参考。
关键词:标准时间;成组技术;MTM法;标准资料法;电气产品
中图分类号:F273;F203 文献标志码:A 文章编号:1003-5168(2024)07-0014-04
DOI:10.19968/j.cnki.hnkj.1003-5168.2024.07.003
Design and Implementation of Electrical Product Assembly Standard Time Database Based on MTM Method
SHEN Wangqifei LE Jinyang XIONG Fufen WANG Xuan XIA Leran
(Wenzhou University, Wenzhou 325035, China)
Abstract: [Purposes] Aiming at the issue that T electric enterprise lacks product assembly standard time database and scientific management is not perfect, a scheme of standard time database based on MTM method is designed and implemented by Excel software coding. [Methods] Firstly, according to the production characteristics of the main products of the enterprise, the workshop products are classified by group technology and Pareto analysis, and 8 representative products of 5 categories are identified. Secondly, the standard time database of representative products is established by using MTM method and Standardized Date Method. Finally, the standard time data base system is established by coding with Excel software. [Findings] Based on the standard time database system, enterprises can quickly query and invoke the product assembly standard time. [Conclusions] The results reveal that the standard time database established based on MTM method is beneficial to the balanced design of production line and personnel performance management, and also sheds light on the determination of standard time for new product assembly.
Keywords: standard time; group technique; MTM method; standard data method; electrical products
0 引言
產品装配标准时间是指在一定的生产技术条件和生产组织条件下,在充分利用生产工具、合理组织劳动、运用先进经验的基础上制定出来的,通常以工序为计算单位。标准时间是企业管理的一项基础性工作,是企业进行科学化、标准化管理的必要手段,是现代企业管理制度的重要组成部分。在当前追求快速制造、精益生产的背景下,企业对标准时间的时效性和准确性要求越来越高,因此标准时间的制定方法引起了人们的广泛关注[1]。
标准时间制定的方法主要包括秒表法、MOD法、MTM法,其中MTM法在各类企业标准时间制定中具有广泛的适用性。周振纲[2]制定了喷油器装配线瓶颈工序的时值分析表,并根据分析结果对该工序进行了改善;郭晨等[3]对应用MTM法制定标准时间与提高生产效率进行了归纳,提出了一种运用MTM方法进行装配线改善的方法;李华等[4]借助MTM法对汽车制造厂各工位的工时进行分析,从而实现优化;孙凌宇[5]根据MTM方法和录像法建立了长春一汽国际物流有限公司的标准资料,来降低成本提高利润;赵国林与胡珊珊[6]利用摄像技术录制现场作业视频,与标准工时经典IE手法MOD法进行对比,引入作业评比方法,建立标准工时测定流程,可以快速实现不同目标下标准工时的测定。
本研究针对T电气企业缺少产品装配标准时间资料库的问题开展研究,运用成组技术、Pareto分析等将车间产品类型化,通过MTM和标准资料法采集生产线相关数据,利用 Excel 软件进行编码,建立了电气产品装配标准时间数据系统。
1 T企业电气现状和问题分析
T企业主要产品为西门子、交流接触器、接线盒等较为复杂的电气产品。
存在的问题如下:①相关产品标准时间数据的采集没有具体的方法和制度,使得标准时间的数据存在较大的误差,不利于车间的科学管理。②对于标准时间已测定完成的产品,没有及时整理分析,无法为新产品标准时间的测定提供借鉴和参考。
2 T企业电气产品装配标准时间资料库设计方法
制定标准时间是企业提高生产效率的关键,同时也是企业合理安排工序、实现流水线平衡、提高生产效率的重要工具。MTM是“Methods—Time Measurement”的缩写,译为“方法—时间—测量”,是借助定义好的过程模块来描述、设计、规划工作系统的方法。标准资料法就是将秒表测时法、工作抽样法等方法测得的数据按不同的工作单元分类、整理成为时间标准储存在数据资料库中,以便在之后类似的工作中调用相应数据制定标准时间
对于T企业来说,具体的过程是将车间产品类型化,采用MTM法将产品生产过程分解成基本的动作,可以对工位动作进行优化改善后,再利用标准资料法,即由秒表测时、预定时间标准等方式获得产品测定值,从而进行分析整理,组成有关作业标准时间的基本数据,实现制定企业标准时间资料库。
2.1 T企业产品的分类
成组技术是一种以相似理论为指导,研究如何判别和发掘科研生产活动中有关事物的相似性,并把相似问题归类成组,寻求解决这组问题相对统一的最优方案,以取得所期望经济效益的技术[7]。
根据上述定义,将车间内的全部产品划分为若干个基本模块[8]。根据T企业产品的特点,利用成组技术[9-10]对其进行分类,将装配零部件或加工工艺相似的产品划分为一类。根据车间产品分类依据,T企业一共存在10种类型的产品。
2.2 T企业代表产品的选择
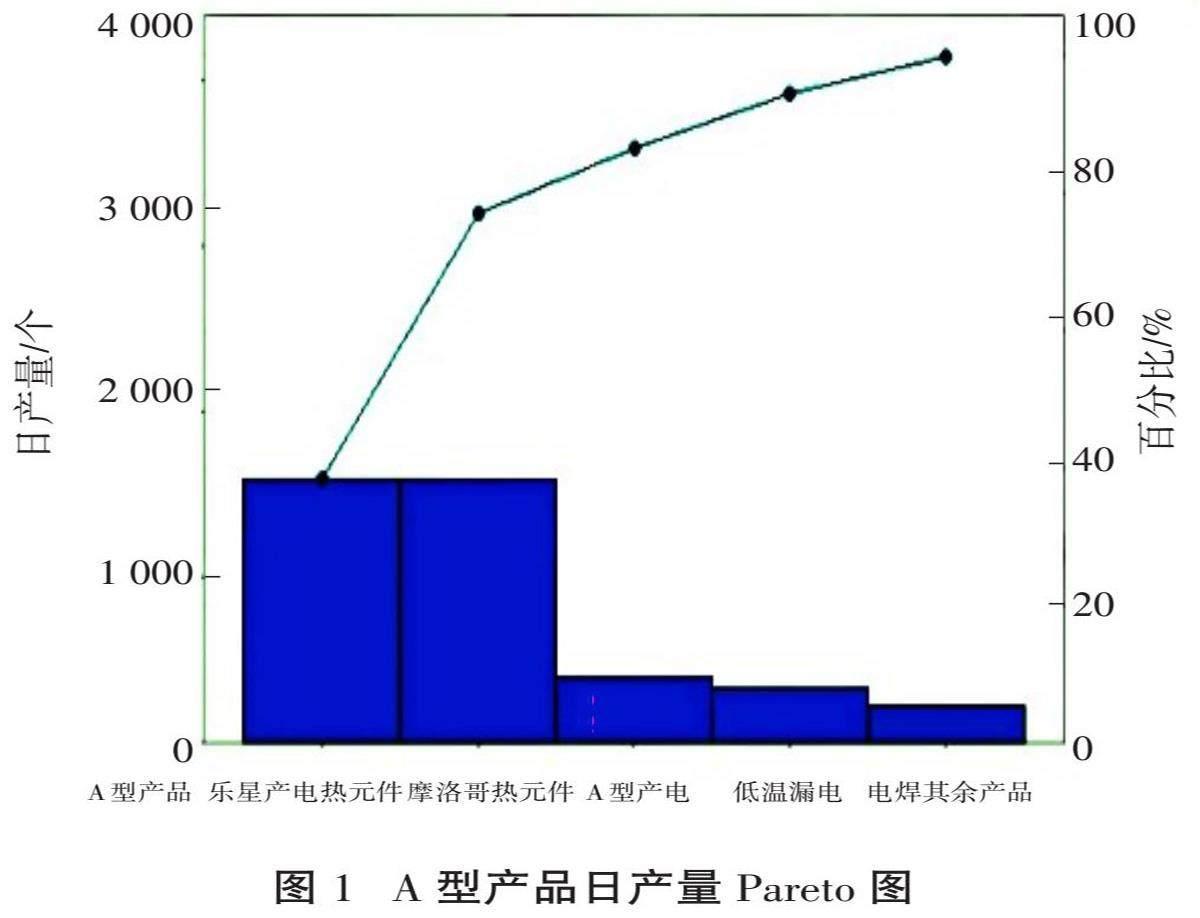
帕累托分析法(Pareto analysis)是制定决策的统计方法,用于从众多任务中选择有限数量的任务以取得显著的整体效果。累积百分数在0~80%之间那些称为A类因素,是主要因素。
根据各种类型产品的日产量,利用 Minitab 软件作出产品的 Pareto图,采用二八定律[11]来选出主要产品。A、B、C、D、F五种型号的产品为T企业车间的主要类型产品,再选定五种类型中的代表产品,以A型产品为例的日产量Pareto图如图1所示,因为乐星产电热元件和摩洛哥热元件两种产品的日产量接近于80%,故可将这两种型号的產品定为A型产品中的代表产品。最终确定的T企业代表产品分类结果,见表1。
2.3 代表产品标准时间的测定
T企业车间的产品多为简单的电气产品,通过选取MTM法、录像法、标准资料法来完善车间的标准时间体系[12]。
如表1所示,选择的T企业的代表产品有8种,将具有相似信息的产品归并成组,并根据MTM法和录像法的特点,选择最为合适的方法测定产品的标准时间。例如摩洛哥热元件产品工序简单、工位时间短,应选用MTM法来测定该产品的标准时间;交流继电器产品工序复杂、工位时间较长,应选用录像法来测定其标准时间。本研究仅对利用MTM法进行电气产品装配的标准时间进行详细描述。
2.3.1 摩洛哥热元件产品标准时间测定。将 MTM 标准时间资料卡导入至 Excel 表格,建立 MTM 测定标准时间的代码,制定出完善的 MTM 模板。根据摩洛哥热元件产品各工位的动作顺序,将工位的每一步动作代码输入至 MTM 模板,从而在MTM 模板的左下方得出工位的标准时间,所得出的TMU时间需要乘以0.036转化为秒。
2.3.2 标准时间计算。以MLB47-6产品为例,产品型号为16A。对应工位为焊线圈,位于点焊二车间。焊线圈工位的动作分析如图2所示,共有11个MTM动作。
通过对该工位进行分析,可知 DT时间为 3.8 s,故摩洛哥 16A 的产品焊线圈工位的标准时间为3.8 s。按照相同的方法,进行其他工位的MTM动作方法,再根据式(1)、式(2)、式(3),可以得出整个摩洛哥热元件 C1P16A 产品的装配标准时间为19 s,具体工位信息,见表 2 。
[OT=T增值+T非增值+T浪费V100×n] (1)
[DT=T增值+T非增值V100×n] (2)
[UT=T增值V100×n] (3)
式中:T增值为创造价值活动的时间,例如组装零件;T非增值为必要但非增值的活动的时间,例如移动、非规范性检查;T浪费为不必要的非增值活动的时间,例如不合格品返工;OT为生产线员工在生产线上操作的时间;DT为根据工艺设计预定的时间;UT所有增值操作所需要的时间。(单位/s)
2.4 标准时间资料库的建立
标准资料法是根据专家经验制定的标准,运用标准资料法制定标准时间库体系[13]。摩洛哥热元件产品一共有CP16A、C2P16A、C3P16A、C4P64A 四种型号的产品,每种产品又分为经过自动机加工和不经过自动机加工两种类型。利用上述 MTM 法依次测得各种类型产品的标准时间,并根据产品的不同的型号和是否经过自动机加工,建立出摩洛哥热元件产品的标准时间资料库。交流继电器(KNM)产品共有 1 060、2 510、3 210、4 520 四种型号的产品,而 1 060、2 510、3 210 这三种类型产品的质量也各自不同,利用不同的产品型号和质量,可建立交流继电器(KNM)产品的标准时间资料库。
注:表中S代表该工位单件产品的标准时间,单位/s
3 标准时间资料库系统的开发
对于已制定完成的标准时间资料库,需建立标准时间信息系统进行查询使用。开发的系统有两个基本功能,一是查询待测试的产品在标准时间资料库中是否存在;二是调用标准时间资料库中的数据,快速测定产品的标准时间。
3.1 代表产品信息的录入
在 Excel 的工作表内依次录入核心产品的标准时间和其他基本信息,包括产品的名称、型号、测定时间、所在车间、生产线位置、标准时间、工位信息等。
3.2 产品标准时间的系统查询
第一步,将查询系统与标准时间资料库建立连接。第二步,制作标准时间信息查询界面。界面中显示产品的基本信息,包括产品名称、型号、质量及是否经过自动机,单元格设置滚动条,通过下拉的方式快速输入各种产品的信息。第三步,制作查询结果的显示界面。管理者进入查询系统,在左界面输入产品的基本信息,右界面会自动生成该产品所对应的信息。
3.3 产品标准时间的调用
第一步,制作标准时间信息调用界面。信息调用时,需要输入产品名称等基本信息。第二步,制作数据库查询结果界面。将界面分为工位序号、标准时间、功能按钮,“部分导出”按钮可以根据管理者的需要,选择所需要的工位,将信息进行导出。第三步,制作新产品标准时间信息显示界面。将调用出的信息组合成新产品的标准时间。
4 结语
本研究运用成组技术、Pareto分析、MTM法、录像法,设计了针对电气产品装配的标准时间资料库,解决了T电气企业产品装配标准时间资料库不完善、缺乏科学管理等问题,能够帮助企业降低生产成本,提高产品标准时间测量的精度。
本研究利用 Excel 软件在录入和编写代码时难度较大。在今后的研究中,可以尝试借助Python等软件建立标准时间资料库,使系统更加便捷、精确。
参考文献:
[1]易树平,郭伏.基础工业工程[M].北京:机械工业出版社,2007,3.
[2]周振纲.喷油器装配线生产效率提升分析[J].江蘇科技信息,2016(27):74-77.
[3]郭晨,鲁玉军,贾江鸣.面向大批量定制的MTM在装配线上的应用研究[J].机电工程,2018,35(2):128-132.
[4]李华,王龙,杨世纪.集成ECRS法与MTM法在汽车制造厂的应用[J].汽车实用技术,2022,47(17):146-150.
[5]孙凌宇.基于MTM方法和录像法在物流企业中制定标准资料的研究[J].全国流通经济,2019(14):14-15.
[6]赵国林,胡珊珊.基于影像分析法的标准工时测定研究[J].现代制造工程,2018(12):137-140,10.
[7] 孙刚,殷国富.成组技术在现代制造业中的应用研究[J].机械研究与应用,2006,19(6):4-5,7.
[8] 徐昭晖,乔虎,安嘉祥,等.考虑变更传播影响的产品模块分类方法[J].华侨大学学报(自然科学版),2020,41(5):61-567.
[9] 熊先青,岳心怡,马莹.基于成组技术的家具制造车间整厂物流规划[J].木材科学与技术,2022,36(1):29-35.
[10] ALHOURANI F,ESSILA J,FARKAS B.Preventive maintenance planning considering machines'reliability using group technology[J].Journal of Quality in Maintenance Engineering,2023,29(1):136-154.
[11]SERRADELL-LOPEZ E,LARA-NAVARRA P,MARTINEZ-MARTINEZ S.The pareto principle in virtual communities of learning[J].Computers in Human Behavior,2023,138.
[12] 邹树梁,余潇韧,向虹,等.制造业标准工时制定方法研究现状及展望[J].南华大学学报(社会科学版),2014,15(4):61-65.
[13] 晁海涛,徐锋,许晨辉,等.复杂机电产品装配工时定额计算方法研究[J].机械制造与自动化,2019,48(5):22-24,33.
收稿日期:2023-09-18
作者简介:申王祺菲(2001—),女,本科生,研究方向:工业工程、精益生产。
