工业蒸汽透平与离心压缩机轴系装配研究
2024-05-30 18:21:50付帅吴思慧
科技创新与应用 2024年15期
付帅 吴思慧
第一作者简介:付帅(1991-),男,工程师。研究方向为汽轮机加工装配。
DOI:10.19981/j.CN23-1581/G3.2024.15.022
摘 要:工业蒸汽透平驱动离心压缩机的机组在石油、石化行业有广泛应用,其是否可以持久、稳定地运转直接决定该石油石化装置的效益产出情况,机组的轴系找正精度又是其能否长期稳定运行的关键因素,若安装过程中存在较大误差,会造成安装工作返工,机组振动异常,推力轴承温度过高,支撑轴承温度过高等问题,直接影响机组运行。该文主要剖析该装置的轴系布置原理及安装找正方法,轴向找正利用两表法消除蒸汽透平与离心压缩机转子的轴向窜动,利用两轴同盘的方法消除打表盘端面跳动误差,径向利用单表法和两轴同盘消除打表盘外圆的跳动误差,以提升轴系装配精度。
关键词:蒸汽透平;离心压缩机;轴系装配;两表法;两轴同盘
中图分类号:TK266 文献标志码:A 文章编号:2095-2945(2024)15-0100-04
Abstract: Industrial steam turbine-driven centrifugal compressor units are widely used in the petroleum and petrochemical industries, and their ability to operate reliably and consistently directly determines the efficiency and output of these facilities. The precision of the shaft alignment in these units is a key factor in their long-term stable operation. If significant errors are present during the installation process, it can lead to rework, abnormal unit vibration, excessively high temperatures in thrust bearings, and excessive temperatures in support bearings, all of which can directly impact the operation of the unit. This paper primarily analyzes the principles of shaft layout and installation alignment methods for these units. Axial alignment uses the two-gage method to eliminate axial movement between the steam turbine and the centrifugal compressor rotor, and the method of aligning both shafts simultaneously is used to eliminate end-face runout errors when taking gage readings. Radially, the single-gage method and the method of simultaneous shaft alignment is used to eliminate runout errors of the outer circumference of the gage disk, thereby enhancing the precision of shaft assembly.
Keywords: steam turbine; centrifugal compressor; shafting assembly; two-gage method; simultaneous shaft alignment
由于市場上各家工业驱动蒸汽透平与离心压缩机的结构形式不同,导致装置的滑销系统也不尽相同,本文以本公司生产的HB5-4S+MCL702型号背压反动式汽轮机搭配二氧化碳离心压缩机装置进行研究,浅述该类型装置的轴系安装原理,并对其找正方法进行研究。工业蒸汽透平与离心压缩机装置轴系的找正是在装置冷态下进行的,但是装置运行却是在热态下,所以要根据结构充分考虑热胀的影响,将轴系安装至一种冷态不同轴,热态运转时同轴的状态,保证机组可以长久稳定地运行。
1 装置结构简述
本装置由一台工业驱动蒸汽透平(左侧)和一台离心压缩机(右侧)构成(图1),蒸汽透平前后轴承座均与汽缸分开,为分体结构,上汽缸中分面猫爪落在前后轴承座上,前后轴承座底面落在联合底座支腿上,得益于此结构,在蒸汽透平运行温度520 ℃的情况下,汽缸均匀地向上下两个方向膨胀,让热膨胀最大的汽缸在运行状态下对转子中心线无明显影响。所以该背压式蒸汽透平转子在热态时转子位移只受前后2个轴承支座的影响。前后2个支座在运转时温度主要受油温影响最大,在前后轴承箱进回油温度相同的情况下,前后2个支座会向上膨胀,导致转子中心升高,经计算本装置两侧支座均热膨胀约为0.18 mm,故转子中心线在冷态和热态时均保持水平。
本装置离心压缩机两端轴承座与机壳均为一体结构,前后猫爪在离心压缩机下机壳的侧面上,工艺气进口在右端,出口在左端,所以会导致左端温度高于右端,又因猫爪支撑平面是在下机壳上,所以会因两端轴承座随着机壳向上热膨胀而导致转子升高,且由于左右端温度不同,导致左端热膨胀较大,经计算约为0.38 mm,右端热膨胀较小,经计算约为0.17 mm,为了保证离心压缩机转子在热态运行时为水平且与蒸汽透平转子同轴,故离心压缩机转子在冷态时要处于一种左低右高的状态。
图1 HB5-4S+MCL702型号背压反动式蒸汽透平+二氧化碳
离心压缩机装置示意图
2 轴系对中理论方案
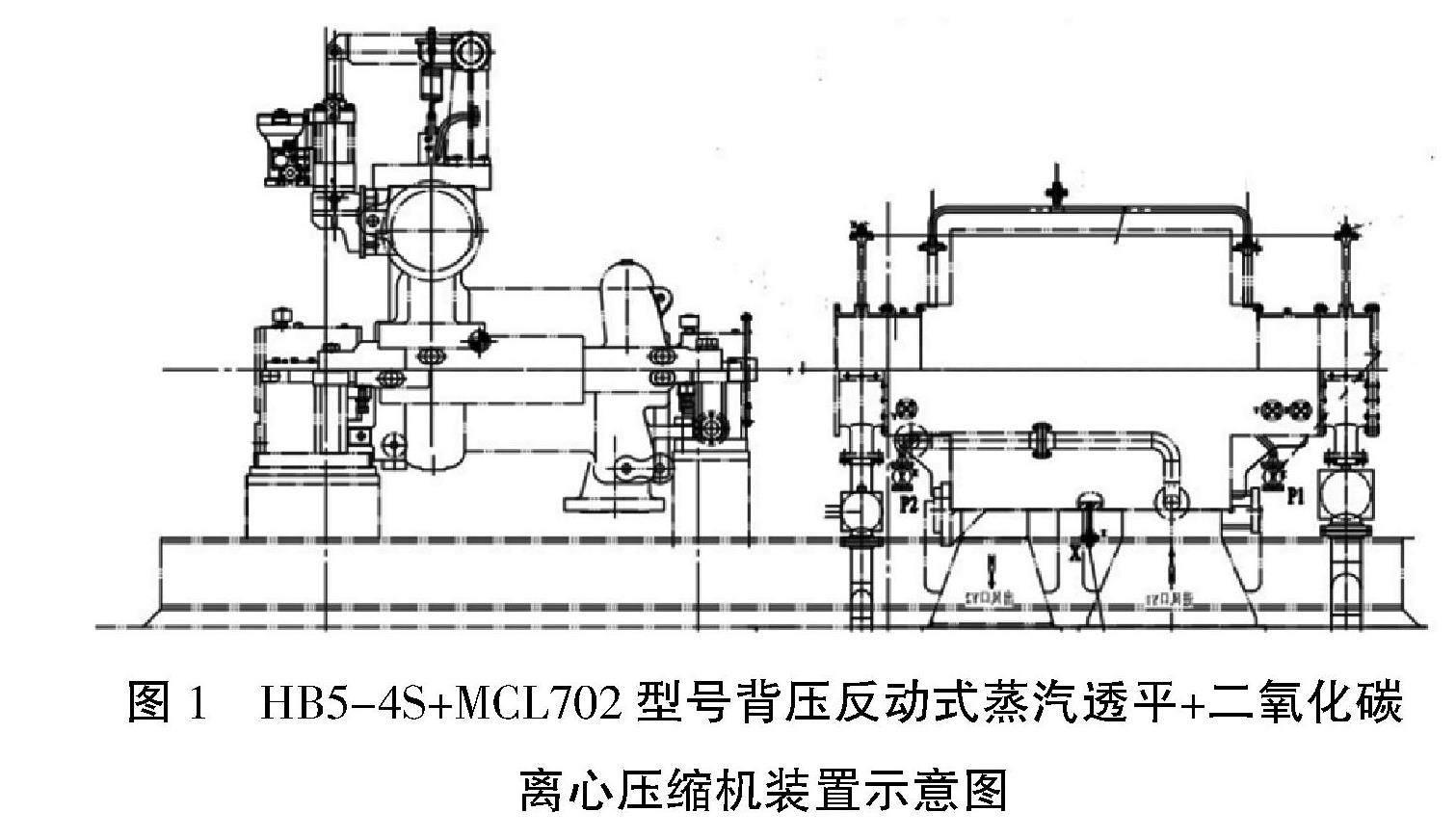
由图2可以看出,在前视方向,由于离心压缩机在竖直方向左端热胀0.38 mm大于蒸汽透平支座热胀的0.18 mm,离心压缩机左端要低于蒸汽透平转子水平中心线B=0.2~0.3 mm,以使得离心压缩机转子左端在热态运行时可以与蒸汽透平转子右端相同轴。
图2 汽轮机与离心压缩机垂直方向(前视)轴系对中方案
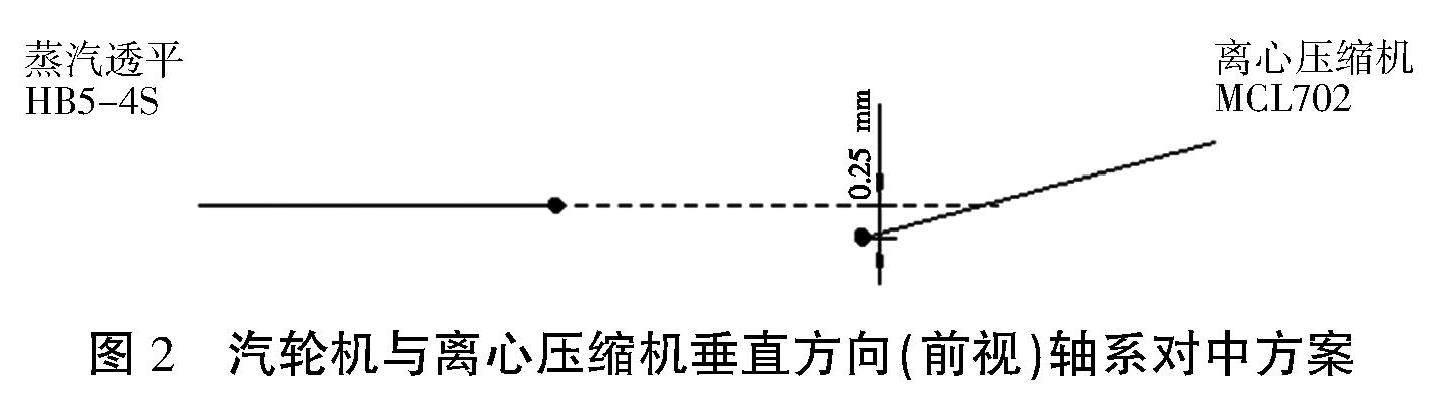
参照图1的滑销系统,蒸汽透平两轴承座和汽缸,以及离心压缩机机壳的水平热胀死点都在转子的中心线上,所以在水平方向,可将两转子安装找正至同轴(图3)。
图3 汽轮机与离心压缩机水平方向(俯视)轴系对中方案
为了测量两转子的同轴状态,可以通过将百分表安装在蒸汽透平转子上,去测量离心压缩机转子轴端外圆的读数,其理论读数如图4所示。
前段所述,离心压缩机转子右端热胀小于左端,所以离心压缩机转子在冷态下不能是水平的,在前视方向(图2)是一种左低右高的状态,本转子长度2 640 mm,由于无法直接测量这种左低右高的状态,可以对蒸汽透平转子中心线与压缩机转子端面的垂直度进行打表测量,以此间接测量出离心压缩机转子左低右高的状态,由于压缩机转子轴头直径比较小,测量误差很大,所以需要在转子端面上安装打表盘,扩大打表直径,减小打表误差,以直径300 mm打表盘为例,蒸汽透平转子轴线与压缩机转子端面打表盘垂直度读数可表示为如图5所示。
图4 打表盘同轴度外圆读数
图5 打表盘垂直度前视方向端面读数
3 轴系安装找正的误差分析
参照轴系安装的理论精度,在实际操作过程中是一个反复测量、计算、调整的过程,所以整个误差是一个系统的误差,并不是某一个单一的误差源,每个环节都会存在误差,都会影响到最终的找正结果,按照找正位置方向的不同,误差主要存在于以下2个系统中。
3.1 垂直度打表读数误差分析
在打表检查蒸汽透平转子中心线与离心压缩机转子打表盘端面垂直度时,需要不断盘动蒸汽透平转子和离心压缩机轉子,在该装置中,转子轴向的定位依靠两机的推力盘与推力轴承接触,但是在设计上,推力盘与推力轴承之间存在推力间隙,一般为0.3~0.4 mm,所以在盘动两转子时,难免会产生转子的轴向窜动,窜动方向不可控制,窜动大小也无法控制,所以可以将上述误差称为转子窜动误差。
由于离心压缩机转子端面直径较小,与转子的长度长径比过大,会导致间接测量的垂直度无法准确反映离心压缩机转子的前视方向的左低右高的斜度,所以需要在转子端面上安装一个直径较大(一般为300 mm直径)的打表盘,降低长径比,来增加间接测量的精度。但是打表盘在制造过程中会存在制造误差,在安装上打表盘以后,由于制造误差,使得打表盘端面跳动读数无法为0,即打表盘端面不与离心压缩机转子中心线绝对垂直,所以可将此误差称为工装制造误差。
当然,在系统中还会存在各种误差因素,例如人操作的误差,量具的制造精度等,但上面2个因素是必然存在,且对整个系统误差影响最大的,所以可将整个垂直度打表读数误差总结为
垂直度读数系统误差=工装制造误差+转子窜动误差+垂直度偏差。
3.2 同轴度打表读数误差分析
在打表检查蒸汽透平转子中心线与离心压缩机转子同轴度时,同样需要盘动两转子,在盘动过程中,转子也会因为推力间隙前后窜动,但是由于推力间隙一般只有0.3~0.4 mm,转子窜动量不会超过推力间隙,如此小的窜动量不会对径向打表产生任何可测量的影响,所以转子窜动的误差可以忽略不计。
为了打表方便,一般同轴度打表测量也会选在打表盘上,所以打表盘外圆与转子中心线的同轴度就成了误差产生的原因。该系统存在工装误差,可将整个同轴度打表读数误差总结为
同轴度读数系统误差=工装制造误差+同轴度偏差。
4 轴系安装误差的消除
4.1 垂直度读数系统误差
对于垂直度读数系统误差的消除,首先应消除的是工装制造的误差,一套制造优良的工装肯定是必不可少的,但是常规加工方法的制造精度有几道的误差都是正常且无法避免的,所以在消除工装制造误差时,可以采用两轴同盘的方法。
如图6所示,在假定两轴同轴且不发生轴向窜动的情况下,打表盘与转子中心线不垂直,此时参照图6百分表的读数为A,参照图6(b)所示,如果只将压缩机转子旋转180°,此时读数B=A+0.04 mm,A-B=0.04 mm,虽然从理论上两转子绝对同轴,但是由于工装制造误差,导致读数相减不为0,如果将打表盘找正至为0的状态,无疑会将2个转子调整至不同轴的状态,会对找正带来错误的结果。
(a) 状态1
(b) 状态2
图6 两转子不同盘读数示意图
但是如果采用单表同盘的方法,在第一次读数A后将2个转子同时盘动180°时,参照图7,百分表的读数为B,此时A-B=0,读数没有改变,此时两读数之差为0,就可以真实地反映两轴同轴的状态。
(a) 状态1
(b) 状态2
图7 两转子同盘读数示意图
反之,在两转子不同轴时,同时盘动两转子百分表变化的读数即为蒸汽透平转子中心线与打表盘端面垂直度的误差。因为在采用两轴同盘的方法时,百分表与工装打表盘接触的读数点都是同一处,所以可以不受工装制造误差的影响,有效消除了工装制造误差对转子找正结果的影响。
上述使用1个百分表的方法在不考虑转子轴向窜动的条件下时完全可行,但是如果在读数里面加入一个随机产生的轴向窜动误差,那么这样的单表读数将不具备任何参考意义。所以为了消除转子轴向窜动带来的随机误差,就不得不再引入1个百分表,2个百分表成180°对称布置,使用2个百分表同时测量。
如图8所示,在假定两转子同轴的情况下,在同时盘动两转子时,引入一个随机的轴向窜量m,在图8(a)状态,上面的百分表读数为A1,下面的百分表读数为B1,当压缩机和蒸汽透平转子同时盘动180°后,此时上面的百分表转动到下面,此时该百分表的读数为A2,原下面的百分表转动到上面,此时该百分表的读数为B2。
(a) 状态1
(b) 状态2
图8 两转子两表同盘读数示意图
如果用A2-A1=m,B2-B1=m,可以看出同一百分表在两轴同盘180°后读数相减的结果反映了该转子的轴向窜量情况,且两表相同。此时,如果将两表前后读数的差值再做差值,[(A2-A1)-(B2-B1)]=0,就可以在该视图上真实反映两轴垂直的状态。
综上所述,在两转子中心线在不同轴且不平行,且存在转子轴向窜动及打表盘加工制造误差的情况下,可以将某一方向的垂直轴误差Av表示为
Av=[(A2-A1)-(B2-B1)]/2(需要考虑百分表的正负值)。
4.2 同轴度读数系统误差
对于同轴度读数系统误差的消除,如果按照常用的找正方法,只需要将百分表吸在蒸汽透平转子上,然后盘动转子,去测量离心压缩机打表盘上的读数即可计算出同轴度偏差,但是由于存在工装制造的误差,那么测量出的读数就包含了工装制造的误差,所以为了消除这种误差,可以采用单表同盘的方法,两轴同时转动,使得百分表与打表盘的测量点始终保持在同一位置,这样读数就可以不受工装制造误差的影响。
综上所述,在两转子中心线不同轴且不平行,且打表盘外圆存在制造误差的情况下,可以将某一方向的同轴度误差Rv表示为
Rv=(C2-C1)/2(需要考虑百分表的正负值)。
5 实践验证
对该蒸汽透平驱动离心压缩机进行了实际的装配找正验证,如图9所示,通过实际测量,两转子找正后的尺寸均在公差范围之内,经现场开车试验验证,本装置的轴系系统振动指标、温度指标、轴位移指标均符合API要求,现场运行情况稳定。
图9 实践验证图片
6 结论
本文简述了轴系对中找正过程中几种误差消除的方法,可以有效提升两转子在冷态状态下的找正精度,使得蒸汽透平与离心压缩机装置在热態有负荷连续运转的工况下,达到两轴中心线既同心又同轴的状态,保证装置的无故障连续运行。当然在冷态找正时,不仅要考虑设备运转时的热胀情况,还要考虑可倾瓦轴承的油膜厚度,转子的扬度等情况,所以现场的安装人员仍需要根据实践经验得出一些经验数据,根据装置的运行情况作出一些适当的调整,保证装置的连续稳定运行。
参考文献:
[1] 祁大同.离心式压缩机原理[M].北京:机械工业出版社,2017.
[2] 赵东方.离心式压缩机主机联轴器三表精确对中找正[J].装备制造技术,2009(4):156-157.
[3] 张小威.探讨汽轮机轴系找正的误差分析[J].内燃机与配件,2017(19):22-23.
[4] 卢秉恒.机械制造技术基础[M].3版.北京:机械工业出版社,2008.