770 MPa级调质铸钢液态金属致脆失效原因及相应防护对策
2024-05-27 11:59:52杨永强马晓健刘露芊郑春雷
腐蚀与防护 2024年4期
杨永强,马晓健,王 鹏,刘露芊,郑春雷
(1.久益环球(天津)装备制造有限公司,天津 300308;2.唐山开元自动焊接装备有限公司,唐山 063000;3.燕山大学,秦皇岛 066004)
调质铸钢的碳含量通常为0.3%~0.6%(质量分数),具有较好的综合力学性能,在保持较高强度和刚度的同时又具有较好的塑韧性,因此,该类钢广泛用于制作各类机械结构件。金属材料在大气、海水、土壤等环境中使用时,均会发生不同程度的腐蚀,据统计,全世界每年因环境腐蚀的钢铁材料约占钢铁产量的1/3。为了延长钢铁材料的使用寿命,钢铁材料的防腐蚀技术一直受到研究者们的关注。调质铸钢在实际使用过程中会面临腐蚀,为了减缓调质铸钢的腐蚀,研究者们进行了多方面工作。对于钢铁材料,热浸锌是目前最高效经济的防腐蚀手段,其原理是将工件放入熔融状态的锌池中,使得工件表面获得均匀致密的锌层,从而实现表面防护的目的。然而,人们发现在热镀锌过程中钢结构会出现失效或开裂,20世纪80年代,日本学者对热浸锌导致的开裂问题进行了科学研究,20世纪90年代以后,为了控制锌层厚度,在锌槽里加入1%(质量分数)锡,这就导致开裂问题频繁发生[1],尤其是在高强度螺栓和汽车板的热镀锌过程中[2-4]。热浸锌出现的金属开裂现象属于液态金属致脆(LMIE),LMIE指当某一承载金属构件接触某一液态金属后,其本身产生脆性断裂,由这种现象产生的裂纹也被称为液态金属辅助裂纹(LMAC)或液态金属诱导裂纹(LMIC),这种裂纹有以下特性[5-7]:(1) 通常是沿晶界裂纹,极个别为穿晶裂纹;(2) 裂纹易在热加工过程中产生,如焊接、热浸锌和热成型等过程中;(3) 裂纹内部渗进液态金属。
如果固体金属和液态金属之间可以形成高熔点的金属间化合物或彼此之间高度互溶,液态金属致脆现象就不会发生,只有特定的液体/固体金属组合才可能出现液态金属致脆现象[8-11],见表1。
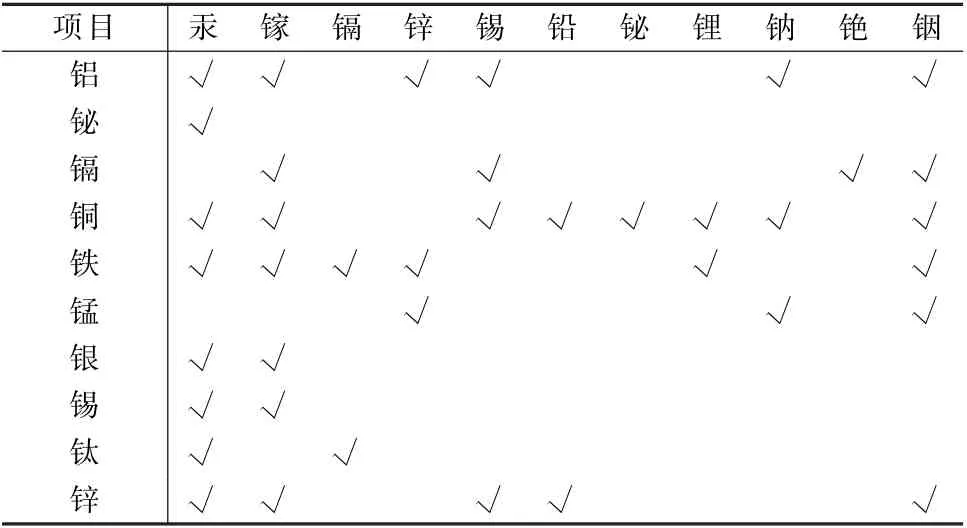
表1 易发生液态金属致脆的液体/固体金属组合Tab.1 Liquid/solid metal combinations prone to liquid metal embrittlement
目前,高强度调质铸钢的液态金属致脆实例鲜见报道,因此,笔者针对某一高强度调质铸钢在热浸锌过程中产生的液态金属裂纹进行研究分析。
1 试 验
试验材料为某工字铸钢工件,尺寸为1 000 mm×1 000 mm×3 000 mm,其中:翼缘板厚150 mm、腹板厚100 mm,化学成分如表2所示,其热处理工艺如下,830℃保温2 h,淬火,然后660℃回火4 h,该铸钢工件经过该调质处理后的力学性能见表3。

表2 铸钢工件的化学成分Tab.2 Chemical composition of the sample

表3 试样的力学性能Tab.3 Mechanical properties of the sample
热浸锌时,锌槽温度为560℃,试样直接由室温浸入锌槽中,在修补破损锌层时,发现疑似裂纹,把锌层打磨干净后,采用磁粉检测发现大量表面裂纹,见图1。

图1 锌层打磨后试样表面的裂纹形貌Fig.1 Crack morphology on the surface of the sample after polishing the zinc layer
在进行热浸锌之前,磁粉检测确认该试样表面无裂纹,因此这些裂纹是在热浸锌过程中产生的。铸钢工件表面机加工磨去3 mm 后,磁粉检测发现裂纹依然存在,但渗透检测却未见裂纹痕迹,这说明裂纹内部有填充物,导致渗透剂无法渗入到裂纹内部。
以该铸钢工件热浸锌后开裂部位为研究对象,利用倒置金相显微镜AXOVIOVERT 200MAT型、日立热场发射扫描电子显微镜SU5000型(配备EDAX 能谱)等,对开裂部位的显微组织、裂纹形貌及裂纹填充物成分进行进一步研究。
2 结果与讨论
2.1 显微组织
由图2可见:开裂试样中的铁素体呈等轴状,铁素体基体内分布着细粒状碳化物,试样组织为典型的回火索氏体。
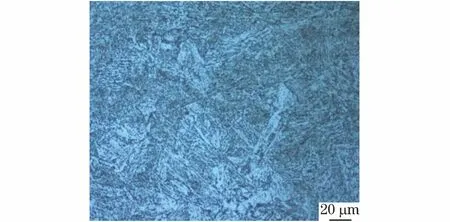
图2 试样的显微组织Fig.2 Microstructure of the sample
2.2 宏观形貌
由图3可见:试样表面存在两条宽度分别约为50μm 和5μm 的裂纹,且裂纹走向几乎完全和晶界重合,属于典型的沿晶断裂。

图3 裂纹横断面形貌Fig.3 Cross section morphology of cracks
2.3 扫描电镜(SEM)形貌
由图4可见:裂纹明显沿着晶界扩展并且裂纹内部富含锌。裂纹处(图4中方框位置)的能谱结果表明,裂纹填充物中的锌含量较高,说明在热浸锌过程中表面产生了裂纹,并且部分锌渗入到了裂纹中,见图5。
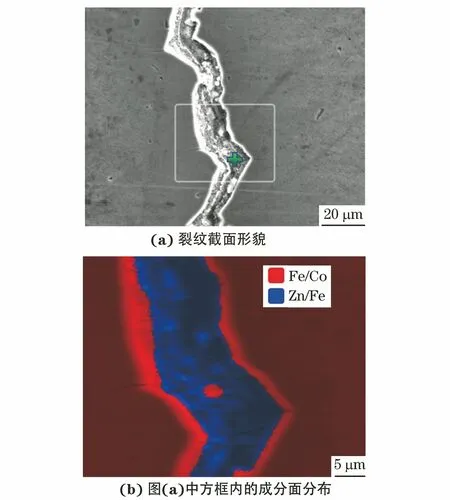
图4 裂纹截面形貌以及成分分布Fig.4 Cross morphology of cracks(a)and composition(b)
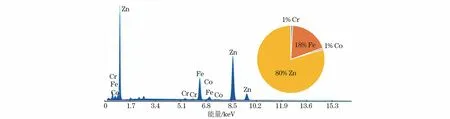
图5 裂纹处的能谱图分析结果Fig.5 Analysis results of energy spectrum at the crack
液态金属导致的沿晶开裂主要有以下三阶段:(1) 液态金属锌吸附于基体并浸湿基体晶界;(2) 在拉伸应力的作用下,基体晶界开裂;(3) 液态金属流入开裂晶界并继续浸湿下一段晶界,晶界随后开裂。
根据液态金属致脆的晶界扩散模型,脆性原子在晶界上的应力辅助晶界扩散会使晶界变脆,从而产生断裂。脆性原子在晶界的应力辅助晶界扩散早于裂纹萌生,晶界上的脆性原子一旦达到临界值,裂纹就开始萌生。如果晶界处的应力足够高,就会成为晶界裂纹形核的驱动力,随后会导致液态金属沿着晶界渗透,并随着裂纹的扩展进一步深入,液态金属沿晶界渗透路径如图6所示。少量Zn在晶界扩散可以形成一层薄α-Fe(Zn)相,从而导致变脆[12-13]。

图6 液态金属的沿晶渗透模型Fig.6 Transgranular infiltration model for liquid metals
2.4 讨 论
BOZORGIAN 指出液态金属致脆有三个成因[2]:(1) 易受影响的母材;(2) 母材周围存在液态金属;(3) 母 材表面有足够的拉伸应力。DIGIOVANNI指出了类似的液态金属致脆成因[14]:(1) 致脆的液态金属必须直接接触固态金属;(2) 固态金属要有敏感的微观组织;(3) 固态金属承受拉应力。上述两方的观点存在一致性,以下将结合本铸钢工件进行失效原因分析。
2.4.1 材料原因
日本标准JIS G3129-2018给出热浸锌裂纹敏感性指标(XCEZ),可以评价钢材在热浸锌过程中发生液态金属致脆的概率,为避免发生裂纹,其上限值为0.44。计算公式见式(1)
将表2中化学成分代入式(1),得出本案例铸钢工件的XCEZ为0.61,属于易受液态金属致脆的钢种。
IGNATIUS和CARPIO 分别指出屈服强度大于500 MPa,抗拉强度大于650 MPa的钢材容易产生液态金属致脆[1,5],从表3 也可得出本案例铸钢工件符合易产生液态金属致脆。
2.4.2 母材应力状态
本案例中铸钢工件铸造完成后,因本身内壁薄厚不均匀,工件内部存在残余铸造应力,经调质处理后,铸钢表面存在热处理应力。一般情况下铸造应力以及热处理应力都是拉应力,因此,铸钢母材在热浸锌之前就存在一定的残余拉应力。在热浸锌时,熔融状态锌液温度为520℃,而铸钢工件为室温状态,当两者接触,由于温度差异较大,也很容易产生热拉应力,因此在未采取合适处理措施的条件下,铸钢很容易发生液态金属致脆。
本案例中铸钢工件完全符合形成液态金属致脆的三个必要条件,该裂纹属于液态金属诱导裂纹。
3 防护对策
3.1 热浸锌工艺
经调查,本案例锌槽的温度为520℃,且热浸锌前工件并未进行预热处理。文献[2]指出,当锌槽温度为450℃时,提前预热工件至250℃,可以极大地降低工件产生裂纹的倾向。热镀锌液的最佳温度为450~460℃,温度偏高会增加能量消耗,加快钢质锌锅的腐蚀,使工件表面形成锌渣和锌灰,影响镀锌层质量;温度偏低会降低锌锅内锌液发流动性,使工件表面锌层薄厚不一,局部会产生漏镀锌。因此,对于高强度,厚且大截面构件,一定要进行250℃预热后再进行热浸锌处理,以减少厚且大截面构件与锌液温差产生的拉应力。
3.2 涂装体系选择
屈服强度500 MPa以上的高强度钢材,容易产生液态金属致脆现象,对于这些钢材不建议选用热浸锌作为防护方式。
3.3 焊接加工
焊后需要热浸锌的工件,应当采取必要的消应力处理,以降低工件表面的拉应力,防止热浸锌过程产生的液态金属裂纹。本案例中铸钢工件补焊位置在热浸锌之后发现开裂,如图7所示。工件表面经打磨后,用4%(体积分数)硝酸酒精擦洗,发现在补焊部位(圆形区域)出现三条交叉裂纹。

图7 补焊位置在热浸锌后开裂Fig.7 Cracking at the repair welding position of the sample
对于热浸锌后需要焊接的工件,需把锌层打磨干净,这是因为焊接后的熔池温度高于锌的熔化温度,锌挥发会影响操作人员身体健康,在焊接热和应力的双重作用下,还会在熔合线附近生成液态金属裂纹。此外,焊前火焰预热也会对锌层产生局部熔化,从而使工件产生液态金属裂纹的倾向。
3.4 弯曲成型
变形后需要热浸锌的工件,在变形时要对弯曲面进行加热,以减少工件表面的拉伸应力。文献[15]指出,屈服强度为235 MPa的钢材在冷成型后,会在弯曲面形成液态金属裂纹。所以不论钢材强度如何,经冷变形后该钢材均有极大的液态金属致脆倾向。
3.5 服役环境
一般认为[16-17],当工件的实际服役环境温度达到表面镀层金属熔点温度的1/2~2/3时,低熔点金属处于一定的热激活状态,会与基体元素相互扩散发生化学吸附,晶界存在杂质元素富集和沿晶界析出的脆性第二相粒子,在一定的应力作用下,低熔点金属会沿着晶界渗入到基体内部致其脆化。所以热浸锌工件的服役温度应尽可能低于200℃。
4 结束语
对高强度铸钢工件,尤其是厚且大截面工件进行热浸锌时,很容易产生液态金属致脆,使工件产生较深的沿晶裂纹。针对此情况,应该尽量消除内部残余拉应力;在热浸锌过程时,有必要控制合适的锌液温度,并对工件进行必要的镀前预热;在焊接成型时,需要把表面镀层打磨干净,防止生成液态金属裂纹。高强度铸钢工件在制造或服役过程中会与致脆液态金属接触,为保障工件质量和使用寿命,要采取合理的工艺措施,以避免产生液态金属致脆。
猜你喜欢
纺织学报(2023年9期)2023-10-31 08:27:08
环境工程技术学报(2022年3期)2022-06-05 07:20:42
中国铸造装备与技术(2022年3期)2022-05-27 01:28:58
天津冶金(2020年4期)2020-08-18 09:40:26
山东冶金(2019年3期)2019-07-10 00:54:00
酒·饮料技术装备(2018年1期)2018-04-28 09:08:56
资源再生(2017年3期)2017-06-01 12:20:59
饲料工业(2016年1期)2016-03-22 03:14:39
大型铸锻件(2015年4期)2016-01-12 06:35:07
油气田环境保护(2015年4期)2015-12-28 10:45:44