
ZJ17 卷接机组供料成条机振动匀丝装置的设计与应用
2024-05-16 10:11李瑞明林望国
华东纸业 2024年4期
李瑞明 林望国
(广东中烟工业有限责任公司湛江卷烟厂,广东 湛江 524033)
引言
随着科学技术的进步,现代的卷接设备出了多款超高速产品,例如:国外M5、M8、GD121A 机型、国内ZJ112、ZJ116、ZJ118、ZJ119 机型等,都属于较典型的代表。当前我厂主要的卷接设备是ZJ17 型卷接机组,它与上述现代超高速卷接机型相比,自身的设计与制造较为粗放,存在对烟支的工艺物理指标控制较不稳定等问题。烟支重量对吸阻、硬度指标有重要影响,如吸阻值会随着烟支重量增加而增大,两者之间存在正相关关系[1],而烟丝分布越均匀,烟支重量控制精度越高。影响ZJ17 卷接机组供料成条机烟丝分布均匀性的因素较多且复杂,如烟丝结构、匀丝装置的结构、针辊针板结构等。研究计量料槽、针辊针板、匀丝装置结构等对烟丝分布均匀性的影响,针对该机型设备作针对性改造,对提升我厂烟支物理指标稳定性,提高质量管控水平,做精做优产品有重要意义。
因此,本文对ZJ17 卷接机组烟丝供给过程中的计量料槽、匀丝机构等环节查找关键影响因素[2],借鉴和吸收超高速卷烟机在烟丝稳定供给方面的先进技术,设计一种ZJ17 卷接机组供料成条机振动匀丝装置,以提升卷烟烟支各项物理指标稳定性。
1 原因分析
ZJ17 卷接机组供料成条机供丝结构主要由计量料槽1、匀丝板2、针辊3、弹丝辘4 等组成,见图1。其中,计量料槽主要由玻璃护板、光电开关等组成,其作用是控制进入计量料槽内的烟丝,以保证烟丝供给的均匀性。针辊主要由回转辊和回转辊上安装的36 块针板组成,其作用是从计量料槽中取出烟丝[3]。匀丝板主要由能做往复直线运动的匀丝板和滑动轴等组成,其主要作用是使烟丝在针辊上均匀分布。弹丝辘是一根轴上安装有596 颗弹钉的回转辊,其作用是把烟丝从针辊上弹下来,并抛落到烟丝输送带上。
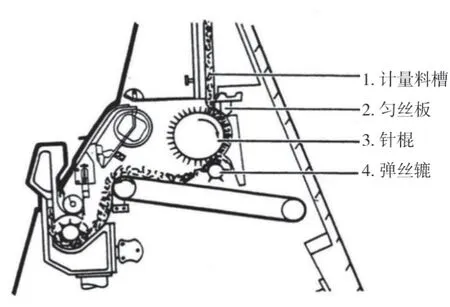
图1 ZJ17 卷接机组供料成条机供丝结构示意图
由以上ZJ17 卷接机组供料成条机供丝结构原理可知,计量料槽纵向宽度较大,针辊从计量料槽中取出烟丝后,完全靠匀丝板的往复直线运动,使烟丝在针辊上均匀分布,这样烟丝在针辊与匀丝板之间就受到机械挤压,匀丝板的匀丝效果也较差,容易产生较多碎丝和烟末,影响烟丝内在品质,造成烟丝填充不均匀,从而影响卷烟圆周、吸阻、单支克重,空头率等工艺质量指标。
2 改进措施
2.1 改造设计方案
通过以上分析可知,为了使落入针辊上的烟丝免受机械挤压,且更加均匀恒定,可改进烟丝在针辊上的均布方式,设计成一种振动匀丝。根据此设想,继而研究设计出一种振动匀丝装置,如图2。该装置的总体结构包括计量料槽箱体、振动料槽、弹簧片、振槽连杆、驱动振动料槽的组件等,如图3 所示。计量料槽箱体上为烟丝进料通道,振动料槽装设于计量料槽箱体下方且位于烟丝进料通道底
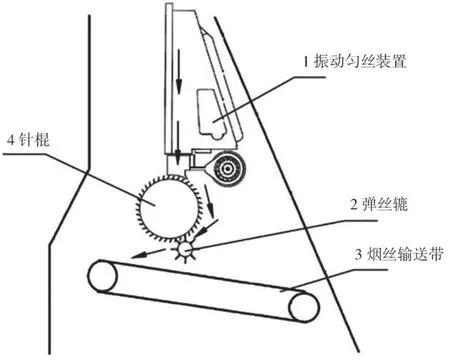
图2 改造设计方案示意图

图3 ZJ17 卷接机组供料成条机振动匀丝装置结构示意图
2.2 方案实施
2.2.1 振动料槽的设计
振动料槽设置于针辊上方,要实现前后方向的往复振动,考虑到振动动作的灵活性,且负载应尽可能地减小。因此,设计的振动料槽尽量做到轻量化,材料选用铝合金板材。振动料槽长770 mm,宽62 mm,高63.6 mm,其中间为一个长750 mm,宽30mm 的贯通长槽口,用于烟丝在下落到针辊前的振动匀丝通道;其上端面为平面,与计量料槽箱体下底面平齐,下端面是半径为92.5 mm 的圆弧状,利于配合针辊圆周面;前、后端面俱开有7 个浅槽,用于消除整个振动料槽零件的应力,减轻重量;前端面的浅槽长104 mm,宽39 mm,槽间距5.2 mm;后端面的浅槽长95.9 mm,宽30 mm,槽间距5.5 mm;后端面两侧各开有两个M6 的螺纹孔,用于连接左右的弹簧片。图4 为振动料槽设计效果图。部;弹簧片装设于计量料槽箱体内,且端部凸出计量料槽箱体设置,弹簧片凸出计量料槽箱体的端部装设于振动料槽与振槽连杆之间,振槽连杆分别与驱动组件、弹簧片及振动料槽连接。
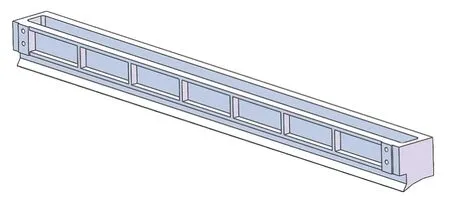
图4 振动料槽效果图
计量料槽箱体用于对进料烟丝进行计量,以控制进入计量料槽内的烟丝的数量,便于后续匀丝与卷烟;振动料槽通过往复振动实现匀丝的功能,振动料槽往复振动的方向与振动料槽的长度方向垂直,同时也是与计量料槽箱体的长度方向垂直,弹簧片利用其弹性回复力,在受力情况下带动振动料槽进行高频的往复振动,驱动组件用于对振槽连杆进行驱动,以对弹簧片施力,同时促使振动料槽往复振动;具体地,振动料槽位于计量料槽箱体下方,烟丝从计量料槽箱体的烟丝进料通道进入,落到振动料槽,在振动料槽的往复振动下,使烟丝被摊均匀后再进入到针辊中。
2.2.2 振槽连杆的设计
振槽连杆需要两件,分别设置于振动料槽的两端,与弹簧片、振动料槽及驱动组件连接,起推动振动料槽往复振动作用。如图5 所示,振槽连杆总长143±0.05 mm,厚度33 mm;中间加工有直径∅72 mm 的孔,孔面的粗糙度为Ra1.6,用于安装调心球轴承2207-2RS。直径∅75 mm,宽度为2.7 mm的两个沟槽用于安装轴承挡圈。振槽连杆与振动料槽的连接位置加工有两个∅6.5 mm 的孔,用于与弹簧片、振动料槽连接紧固。
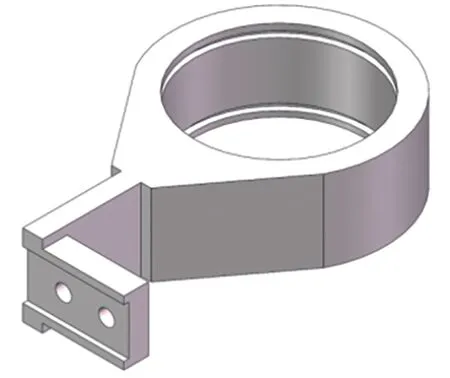
图5 振槽连杆效果图
2.2.3 传动轴的设计
驱动振槽连杆的组件包括传动轴、振槽偏心套、轴套、轴承座、轴承、带轮等。其中,传动轴的设计见图6,其材料选用45#钢,表面淬火处理,增加耐磨性。传动轴总长873 mm,轴上有三个键槽,一个键槽长22 mm,宽6 mm,用于与带轮进行键连接;另两个键槽长32 mm,宽6 mm,分别用于与振槽偏心套进行键连接;轴分三段,考虑到上机安装的便利性,轴上与振槽连杆配合的一段设计成伸缩轴套定位,又根据所选用的轴承内径,该段尺寸最终确定为直径25 mm,长214 mm;中间段直径为32 mm,长597 mm,第三段直径为25 mm,长62 mm;轴上分别与轴承、振槽偏心套配合的面的粗糙度为Ra1.6。

图6 传动轴效果图
2.2.4 计量料槽箱体组件的设计
计量料槽箱体组件包括设有中空腔体的壳体、下滑板、上垫块、下垫块、弹簧片、上压片等,设计效果如图7。其中计量料槽箱体的壳体采用原机件自行加工。上垫块与下垫块的作用是把原计量料槽的烟丝通道宽度改成烟丝入口为28 mm,出口(与振动料槽槽口宽度一致)为30 mm;考虑到弹性材料的特殊性,弹簧片直接选用ZJ17 卷接机组喇叭嘴机构所使用的弹簧片(图号:DN515C0000),也即主机厂备件。弹簧片利用上压片直接压装于壳体上;上垫块与下垫块均装设于壳体与下滑板之间,下滑板为透明亚克力材料,带有反光镜的前视窗直接用原机件自行加工。
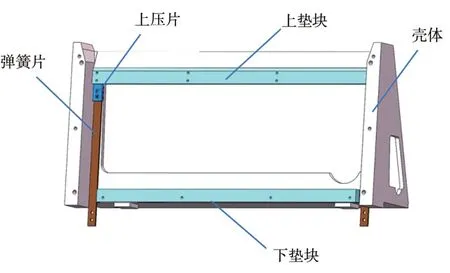
图7 计量料槽箱体组件效果图
2.3 安装调试
各零部件设计完成后,在三维软件中绘制零部件三维图和装配图,对各零部件设计尺寸的配合和干涉情况进行检查,如图8 所示。于壳体与下滑板之间,下滑板为透明亚克力材料,带有反光镜的前视窗直接用原机件自行加工。
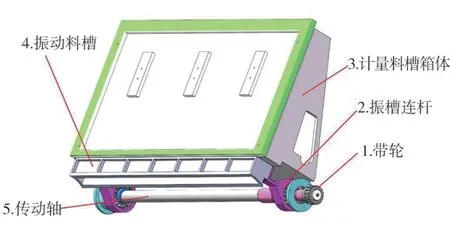
图8 ZJ17 卷接机组供料成条机振动匀丝装置装配示意图
3 实施效果
将ZJ17 卷接机组供料成条机振动匀丝装置安装于车间8#卷接机组供料成条机上,并于2022 年11 月正式投入实产运行。在该月度的生产运行中,设备经过改造后的各项适应性技术调整后正常运转,没有出现异常情况。通过整月的跟踪测试,其主要物理指标月度统计平均值数据如表1、2 所示。通过数据分析结果显示,8#卷接机组供料成条机振动匀丝装置改造后在烟支单支克重SD 值和吸阻SD值方面有明显的改善,满足厂产品工艺质量提升的要求。

表1 改造前/后8#号机组烟支物理指标(SD 值)对比

表2 改造后相同牌号8#号机组与其它机组烟支物理指标(SD 值)对比
4 结束语
可以看出,本文通过对ZJ17 卷接机组供料成条机振动匀丝装置改造应用后,可使落入针辊上的烟丝更加均匀恒定,从而提高烟丝的内在品质,解决烟支圆周、吸阻、单支克重SD 值等较大工艺质量问题,提高了烟支产品质量,且振动平稳,工作可靠。
猜你喜欢
湖北畜牧兽医(2023年6期)2023-10-30
轮胎工业(2022年10期)2022-12-30
金属加工(热加工)(2020年2期)2020-02-23
汽车零部件(2019年12期)2020-01-16
智能制造(2019年4期)2019-06-20
柴油机设计与制造(2018年3期)2018-10-13
消费导刊(2018年8期)2018-05-25
制造业自动化(2017年2期)2017-03-20
轮胎工业(2017年9期)2017-03-09
原子能科学技术(2014年2期)2014-05-25
