
白车身涂胶技术质量控制研究
2024-04-28 12:56杜志强魏玲
汽车工艺师 2024年2期
杜志强 魏玲


摘要:介绍了汽车涂胶技术与其他连接技术的特点及相关性能、涂胶粘结的工作原理及白车身用胶用途,并对涂胶可能存在的质量问题提供了相应的控制方法和评判样片,以及简单介绍了目前涂胶过程质量监控所使用的在线检测技术。
关键词:涂胶;汽车用胶;胶功能;质量控制
随着汽车工艺的飞速发展以及能源紧缺带来的影响,对汽车减重提出了更高的要求,越来越多轻型材料应用于汽车产业,随之而来车身连接也从点焊等单一金属连接技术向冷连接、机械连接、热连接多种连接技术共存方向发展。而这其中胶作为重要的辅助材料,自20世纪70年代起,在汽车生产应用中占越来越高的比重[1],已成为车身制造不可或缺的一种技术。合格的粘合技术使车身安全系数更高,车辆寿命更长[2]。涂胶连接不仅能够密封防水、提高NVH性能、隔音降噪,同时还能部分代替铆接等连接技术起到强度连接和明显减重的作用。
涂胶与其他连接技术优缺点对比
焊接、铆接和螺纹连接会对材料性能带来变化,使用具有一定的局限性,例如存在热输入的焊接等连接方法会对热影响区的材料性能带来一定的变化,会导致材料在外在能量的输入下发生形状变化,如果对外观面有影响,后续需要进行修复工作。铆接和螺纹连接会对板材钻孔,造成材料性能减弱,同时连接强度仅体现在连接点位置。
涂胶技术适用于几乎目前所有材料的连接,由于无外界能量的输入给连接材料,理论上不会损伤材料。同时由于连接区域内应力是均匀分布的,不会造成其他焊接导致的连接点应力集中类问题,如图1所示。对于部分连接点位置很小的材料仍旧能够涂敷发挥作用,而类似点焊等连接技术均有最小的焊接面积要求和操作空间要求,制约相关使用[3]。由于胶类材料属性,胶类密度比金属材料类小,所以胶连接能够起到明显减重作用。
但是由于胶类的材料属性,决定材料会在一定的温度下失效。而且随着时间,胶类的性能会发生变化,例如车门类密封胶条,老化会导致关门力更小,会导致漏水风险。胶类连接对环境和人员操作有着一定的要求,需要防止环境与胶类物质的互相污染。
涂胶的作用原理
胶粘接是依靠胶自身材料的内聚力和对其他材料的粘附力起作用的。材料分子内部的化学键起到了连接作用,这也是材料自身强度的主要来源,另外材料分子之间存在缠绕和物理相互作用,与化学键构成了材料强度表征。而材料的粘附作用体现在胶与其他材料的吸引力,这种力包括化学键、物理作用及表面之间的微机械啮合。
从以上可知,如果需要提高胶粘结的强度,需要保证材料自身以及粘結材料的粘结力。对于涂敷材料的表面处理是需要保证的。可以采用机械或者物理方法对基材表面进行表面处理,处理完毕的基材表面可以进行底涂等防护以提高涂敷后的粘结能力。
白车身涂胶用途分类
目前已知的白车身用胶主要有3种类型:结构胶、密封胶、折边胶。结构胶主要表现高强度、高刚度,例如Dow陶氏公司的Betamate 1620,1630等。此类涂胶经常配合机械连接技术,与机械连接技术共同保证连接位置的强度刚度要求。密封胶类主要体现材料的防腐、密封作用,例如Eftec依多科公司的RA310、RA350、RA820。密封胶主要用于比较容易进水的位置,例如A柱与翼子板接触位置。此类胶涂敷要求必须溢出以保证密封性同时为了注重美观,此类涂胶不易观察到。折边胶是用于车身覆盖件包边区域,作用防止折边位置积聚水分腐蚀连接位置。例如Lord洛德公司的2K折边胶Versilok253、254,Dow陶氏公司的1K 折边胶Betamate1493、1041G。
对于此3类涂胶,需要抽样检查涂敷长度和位置是否达到设计要求。在日常生产中需要环一生产进行目视检查和机器人视觉检查系统ISRA(Quiss)共同监控。环二质量门对生产抽样检查[4]。环三进行抽样剔试,以保证检查胶的有效长度和宽度,同时折边胶通过DIP检查胶的填充度是否达到要求。
在线涂胶检测技术时利用多摄像机系统,在涂胶过程中同步检测涂胶信息,并在几毫秒内检查出胶条位置、胶量差异并以照片输出,以监控涂胶质量,某车型视觉涂胶检测系统如图2所示。
某车型部分涂胶种类及缺陷分类
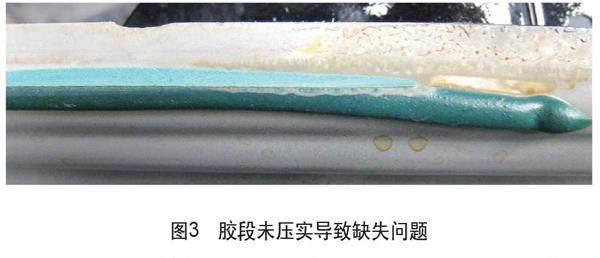
胶段缺失为涂敷胶段长度达不到设计要求,有可能在生产过程中导致此类问题的原因:存在胶枪堵塞,机器人初始设定涂敷长度达不到,胶类位置不正确导致涂胶未被压实等。需要依据现场实地查看,确定问题根本原因进行纠正。如图3所示,此类位置在视觉涂胶系统中可以实时体现并与标准胶段照片进行比对,出现问题即刻进行修复并更改。
涂胶回弹是指两板材之间的胶凝固后呈现网状,存在大量空腔,导致胶类功能达不到。此类问题主要是由于在涂胶之后两连接板材处于压紧状态,去除夹具后,板材由于配合等其他问题贴合度达不到要求,板材之间的间隙发生变化,导致板材之间的胶在压紧后恢复不到之前状态,大量空气进入板材之间 [5]。后续解决此类问题需要关注相关尺寸状态,夹具贴合状态以及连接技术状态,防止出现过压导致板材变形引起此类问题,如图4所示。此类问题基本上不能依靠视觉涂胶系统进行监控,需要对相关夹具进行贴合检查和板材贴合检查。
涂胶宽度达到不要求,部分胶段由于连接位置板材之间间隙不均,导致压实后胶段挤压程度不够,胶段宽度大小不均,部分宽度达不到要求,见图5。解决此类问题需要注意板材的贴合和夹具的状态[6],此类问题不能依靠视觉涂胶系统进行监控。
结语
白车身用胶是车身一种重要的连接技术,在日常生产中需要保证涂胶质量达到要求,汽车涂胶质量是否合格也决定了车身稳固性、防腐性、人员安全性和舒适性。在线实施视觉涂胶系统可以有效监控涂胶质量,同时需要关注其他连接技术或夹具板材间隙带来的影响,提高产品的用胶质量。
参考文献:
[1] 戴力.汽车涂胶工艺应用研究[J].汽车零部件, 2017(8):71-74.
[2] 陈美洋.汽车涂层质量检测技术研究[D].沈阳理工大学,2019.
[3] 刘民青.简易涂胶机的研制[J].工艺装备,2004,50(8):40-44.
[4] 史小萌,戴海林,马启元.硅烷化聚氨酯及其密封胶的制备和性能研究[J].热固性树脂,2003,18(1):10-13.
[5] 滕琳.汽车车身焊装线涂胶质量控制研究[J].企业技术实践,2016(1):47-49.
[6] 王会香,孙全颖.自动涂胶机械手的PLC控制[J].哈尔冰理工大学学报,2000(7):16-18.
猜你喜欢
装备制造技术(2021年9期)2021-12-17
装备制造技术(2021年2期)2021-07-21
科学技术创新(2021年15期)2021-06-25
粘接(2021年1期)2021-06-10
航空制造技术(2020年14期)2020-09-06
科技视界(2016年21期)2016-10-17
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
科技视界(2016年20期)2016-09-29
中国高新技术企业(2015年12期)2015-03-31
